📌 Key Takeaways
Corrugated box failures usually trace to procurement gaps—thin specs, informal qualification, and missing feedback loops—not bad suppliers or careless operators.
- Name the Test Method: Specifications without named standards (ISO, TAPPI, ASTM) invite interpretation, widening quote variance and making QC disputes harder to resolve.
- Match the Metric to the Hazard: ECT predicts stacking strength while burst measures puncture resistance—specifying the wrong one passes QC but fails in the field.
- Separate “Approved” from “Qualified”: A supplier who quotes competitively may not hold tolerances at volume; capability evidence and change control make the difference.
- Close the QC-to-Procurement Loop: Treating rejects as inspection problems misses upstream signals; spec revisions and supplier CAPA requirements prevent repeat failures.
- Keep a Backup Supplier Warm: A “shadow-qualified” second source—tested on a small trial—provides contingency without forcing a premature volume split.
Spec discipline turns reactive buying into quiet governance.
Procurement managers, packaging engineers, and QA professionals responsible for corrugated box sourcing will gain a diagnostic framework here, preparing them for the 15-point checklist and 30/60/90-day fix paths that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The quarterly review is in 48 hours. Three pallets of finished goods sit in quarantine because the boxes are crushed during stacking. The supplier insists the board met spec. Your QC team disagrees. And somewhere in between, production lost a full shift.
This scenario rarely traces back to a single bad supplier or a careless operator. More often, it points to gaps in how corrugated packaging gets specified, sourced, and qualified in the first place. The procurement process itself becomes the silent variable.
Identify the early warning signals—the procurement red flags—that predict quality failures and production disruption before they happen. Here is what consistent corrugated procurement decisions deliver:
- A corrugated box specification with named test methods reduces quote variance and downstream QC rejects.
- Supplier qualification built on capability evidence prevents production disruption when suppliers change.
- Clear Incoterms in procurement documents clarifies risk ownership across shipping and handling stages.
- ECT and BCT selected to match the use case improves stacking and transit performance predictability.
Think of what follows as a safety net audit: five signs that your corrugated procurement strategy may be carrying more risk than it appears, plus a diagnostic checklist you can use immediately.
Sign 1: RFQs and Purchase Orders Are “Thin”
What it looks like
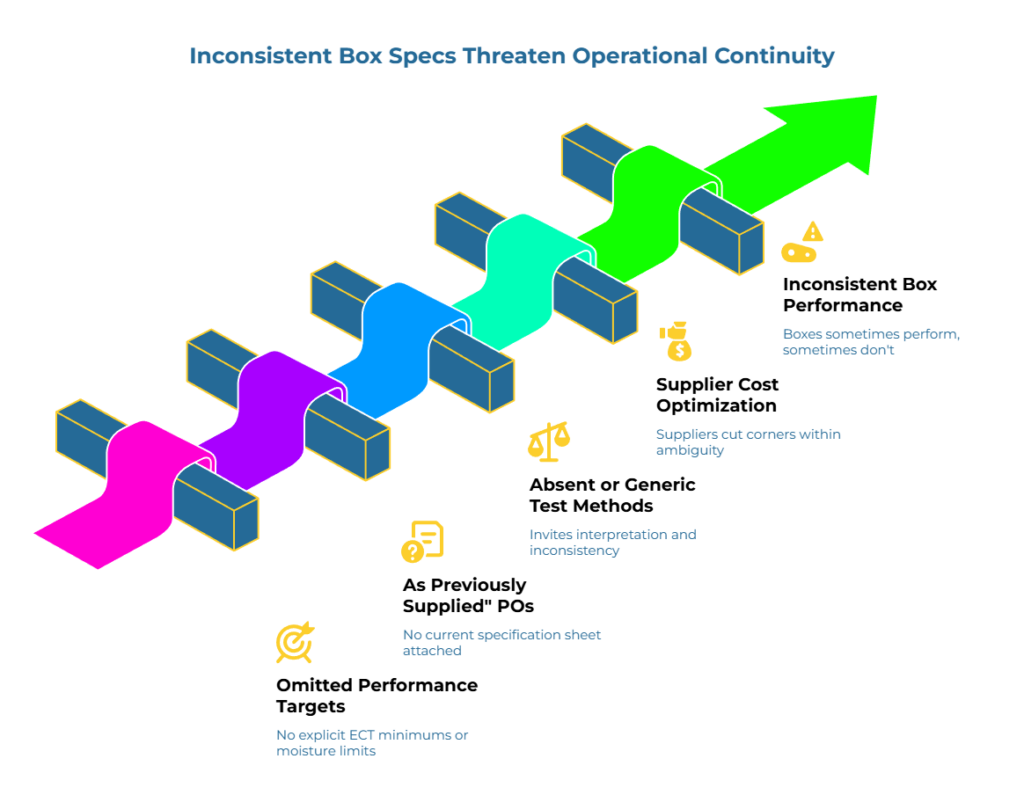
- RFQs specify board grade or flute type but omit performance targets (ECT minimums, moisture limits, dimensional tolerances)
- Purchase orders reference “as previously supplied” without attaching a current specification sheet
- Test methods are absent or listed generically (“per industry standards”)
Impact on Operational Continuity
Specifications without named test methods invite interpretation—a gap that becomes critical when defining and enforcing corrugated box specs for consistent supplier performance. One supplier tests burst strength using TAPPI T 810; another uses a regional equivalent with different sample conditioning. Both report compliant numbers, but the boards perform differently on your line. Quote variance widens. QC rejects become harder to dispute.
Vague RFQs are a permission slip for suppliers to cut corners.
The mechanism is straightforward: when procurement documents leave room for interpretation, suppliers will optimize for cost within that ambiguity. The result surfaces downstream as inconsistency—boxes that sometimes perform and sometimes don’t.
What to request next
Require every RFQ to include explicit performance targets with named test methods and conditioning requirements (per ISO 187 for standard atmosphere). Attach the specification sheet to every PO, not just the initial order.
Evidence pack items
- Current specification sheet with revision date
- Supplier’s test report referencing the exact test methods in your spec (guidance on how to read corrugated box drop test reports helps procurement managers evaluate these documents)
- Confirmation of conditioning protocol
Fix path
- 30 days: Audit your three highest-volume box SKUs for spec completeness
- 60 days: Standardize RFQ templates with mandatory test-method fields
- 90 days: Require supplier acknowledgment of spec version on every PO
For a deeper framework on closing these gaps, see how to standardize corrugated box RFQs for comparable quotes.
Sign 2: “Strength” Is Specified with the Wrong Proxy
What it looks like
- Specs define only burst strength for boxes that will be palletized and stacked
- Board weight or paper grade is used as a stand-in for performance
- A single metric (ECT or burst, but not both where relevant) covers all use cases
The Specification-Performance Gap
Burst strength (Mullen) measures the force required to rupture the board from internal or external pressure—useful for containing heavy, shifting loads. Understanding why burst strength isn’t enough helps procurement teams specify the right combination of metrics for their use case. ECT measures resistance to crushing forces during stacking. Specifying burst alone for a box that spends three weeks in a warehouse stack is a mismatch between test and stress. The board passes incoming QC but fails in the field.
A common misconception: heavier boards always equals better protection. In practice, a lighter board with optimized flute geometry can outperform a heavier one for stacking loads—a nuance explored further in guidance on corrugated box flute and wall types. Weight is a material input, not a performance guarantee. Similarly, not all triple-wall is created equal—two triple-wall constructions can deliver very different compression performance depending on medium quality and adhesive application.
What to request next
Match the test to the actual stress profile. For palletized goods with extended warehouse storage, ECT (per ISO 3037) plus BCT validation on finished boxes (per ISO 12048 or ASTM D642) provides a more complete picture. The relationship between containerboard ECT/RCT/SCT and real-world box strength clarifies how these metrics translate to actual stacking performance. For goods requiring high containment or handling durability, burst strength (per ANSI/TAPPI T 810) becomes more relevant.
Evidence pack items
- Test reports showing both ECT and BCT results where stacking is a concern
- Historical performance data by SKU if available
Fix path
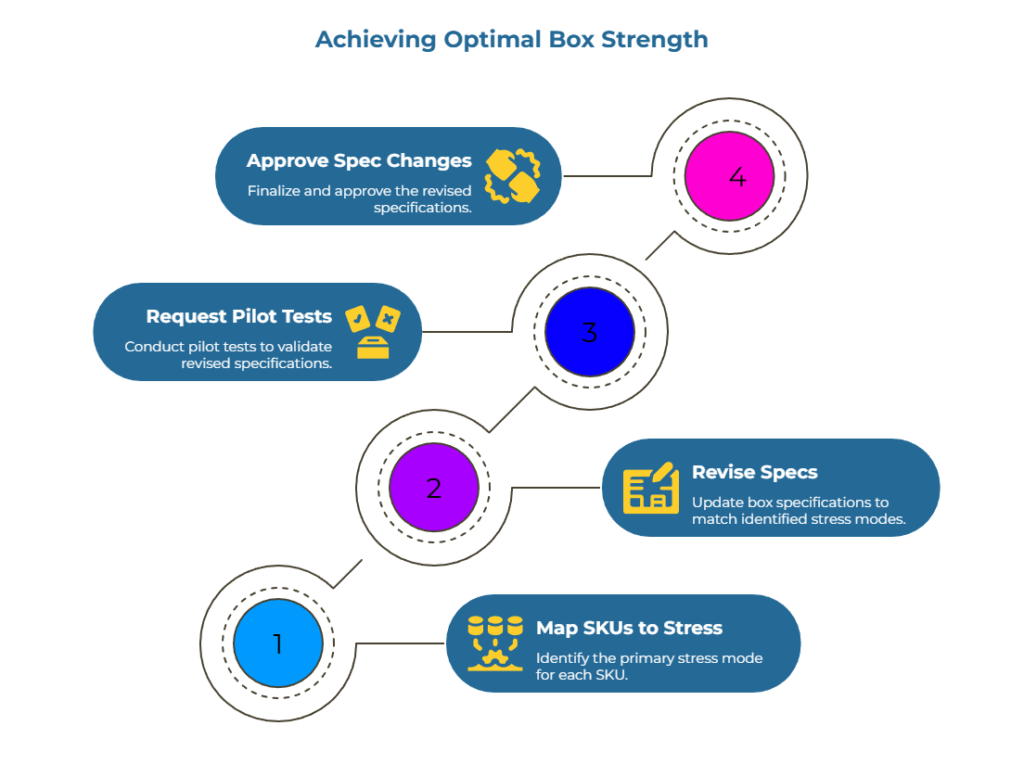
- 30 days: Map your top SKUs to their primary stress mode (stacking, transit shock, puncture)
- 60 days: Revise specs to require the test that matches the stress
- 90 days: Request pilot test reports before approving any spec change
For guidance on choosing between these metrics, review the breakdown on ECT vs bursting strength: choosing the right specs.
Sign 3: Supplier Changes Happen Easily on Paper, but Qualification Is Informal
What it looks like
- New suppliers are approved based on pricing and lead time without capability verification
- “Approved vendor” status doesn’t distinguish between suppliers qualified for different performance requirements
- No formal gate exists between sample approval and production-volume orders
Procurement Control Failures
There’s a meaningful difference between a supplier who can quote competitively and one who can hold your tolerances consistently at volume—a distinction that separates verified supplier capability from price-list risk. Without a qualification gate—capability evidence, QC history, test reporting, and change control—a supplier swap becomes a gamble. The distinction matters because unit price savings often spike total cost of ownership when qualification gaps surface as production failures. The first few shipments may be fine. The tenth may not.
Supplier qualification as a procurement control prevents production disruption from supplier swaps that looked good on paper but weren’t validated for your specific box performance requirements.
Tactical Implementation
Establish a minimal qualification gate that every new supplier must pass before receiving production orders. This includes demonstrated capability for your spec range, historical QC reject rates, willingness to provide test reports per your named test methods, and a change notification process.
Evidence pack items
- Supplier capability statement for your board grades and flute types
- QC reject rate history (self-reported or third-party audited)
- Sample test reports using your required test methods
- Written acknowledgment of change control requirements
Fix path
- 30 days: Document your current qualification criteria (or lack thereof)
- 60 days: Define a minimum qualification checklist for all new suppliers
- 90 days: Apply the checklist retroactively to existing approved vendors
For a practical vetting approach, see how to vet corrugated box suppliers for technical competence.
Sign 4: QC Rejections Are Treated as Incoming Inspection Problems
What it looks like
- QC reject data stays in the quality department and doesn’t flow back to procurement
- Recurring issues with the same supplier or SKU don’t trigger spec or sourcing reviews
- The response to rejects is “tighten inspection” rather than “tighten the spec”
Why it risks production
When QC catches a problem, it’s often catching what procurement specifications didn’t prevent—a pattern consistent with findings that corrugated box damage on arrival is a sourcing failure, not a logistics issue. Treating rejects purely as an inspection issue misses the upstream signal. The same gaps that allowed one bad shipment will allow the next.
A closed-loop system connects QC rejects back to procurement action: update specs, tighten test methods references, require supplier corrective action (CAPA). The process for handling corrugated box vendor non-compliance disputes provides a structured framework for enforcing these requirements. Without that loop, incoming inspection becomes a permanent buffer rather than a temporary safety net.
What to request next
Establish a feedback mechanism where QC reject data triggers a procurement review for any pattern (same supplier, same defect type, same SKU). Define thresholds that escalate from inspection hold to spec revision to supplier CAPA requirement.
Evidence pack items
- QC reject log with root cause categories
- Spec revision history showing changes driven by reject data
- Supplier CAPA documentation for recurring issues
Fix path
- 30 days: Pull the last 90 days of QC rejects and categorize by supplier and defect type
- 60 days: Identify patterns and flag specs that need tightening
- 90 days: Implement a monthly review where QC and procurement jointly assess reject trends
For the foundational framework on spec discipline, see how to define and enforce corrugated box technical specs.
Sign 5: Single-Sourcing Is Justified by Short-Term Simplicity
What it looks like
- One supplier handles 80% or more of corrugated volume with no qualified backup
- Contingency planning consists of “we’ll find someone if we need to”
- Dual-sourcing is dismissed as too complex or not worth the administrative overhead
Systemic Fragility vs. Short-Term Savings
Single-sourcing concentrates risk—a supplier disruption becomes your disruption. A supplier disruption—capacity constraint, quality issue, logistics failure—becomes your disruption. Downtime is a supply risk, not just a purchasing risk. Concentrating volume with a single provider creates a veneer of simplicity that masks systemic fragility.
The concept is straightforward: maintain at least one qualified backup source for critical SKUs. Guidance on mitigating risk with multi-regional corrugated box sourcing outlines a 30-day framework for qualifying backups before disruptions force emergency switches. This doesn’t mean splitting every order. It means having a supplier who has passed your qualification gate and can ramp if needed.
What to request next
Identify your highest-risk SKUs (by volume, margin, or customer criticality) and ensure each has a qualified secondary source. Build qualification into the sourcing process before a crisis forces an emergency switch.
When full dual-sourcing isn’t immediately feasible
Some categories have long lead times, tooling constraints, or internal change resistance. In those cases, aim for a “shadow-qualified” backup: a second supplier that has passed the spec and test methods check on a small trial, even if volume stays low until needed. This approach keeps the backup warm and monitored without forcing a premature split.
Evidence pack items
- SKU-level supplier concentration analysis
- Qualification status of backup suppliers
- Contingency activation criteria and lead times
Fix path
- 30 days: Map supplier concentration by SKU and identify single-source dependencies
- 60 days: Begin qualification process for backup suppliers on top-risk SKUs
- 90 days: Document contingency activation triggers and communication protocols
For a deeper look at diversification strategy, see how to diversify your corrugated packaging supply chain.
Your Diagnostic Checklist
Use this checklist to score your current corrugated procurement strategy. Award one point for each item you can confidently confirm. Share the results across procurement, QA, and operations to align on gaps.
Specs and Test Methods
- Every active box SKU has a written specification with revision date
- Specs include performance targets (ECT, BCT, burst) with named test methods
- Conditioning requirements (per ISO 187) are specified for testing
- Specs are attached to every PO, not just referenced
Supplier Qualification
- New suppliers must pass a documented qualification gate before production orders
- Qualification includes capability evidence, QC history, and test reporting
- “Approved vendor” status distinguishes between different performance requirements
- Change control notifications are required from suppliers
Incoming QC Feedback Loop
- QC reject data is categorized by supplier and defect type
- Reject patterns trigger procurement review (not just tighter inspection)
- Spec revisions are documented as responses to reject trends
- Supplier CAPA is required for recurring issues
Incoterms and Responsibility Clarity
- Incoterms are explicitly stated on every PO
- Risk transfer points are understood by both parties
- Damage claims processes are documented
Contingency and Dual-Sourcing
- Critical SKUs have at least one qualified backup supplier
- Contingency activation criteria are defined
- Backup suppliers have passed the same qualification gate as primary suppliers
Scoring
- 12–15 points: Low risk—your process has strong controls in place
- 8–11 points: Moderate risk—gaps exist but are manageable with targeted action
- Below 8 points: Elevated risk—prioritize the weakest category first
What to Do Next
Start small and make it repeatable. Pick one high-risk box family and tighten the RFQ first: measurable spec, test method names, and a basic evidence pack. Then run the checklist with procurement, QA, and operations in the same room—an approach that mirrors the cross-functional alignment needed when aligning procurement and engineering for corrugated box RFQs. The fastest wins usually come from removing ambiguity, not from escalating enforcement.
When cost pressure shows up, it helps to separate unit cost from total risk exposure—especially when failure costs land outside procurement. That framing is explored in stop buying on price: why “cheap” boxes cost more.
When gaps point to supplier capability questions, comparing options on more than price becomes essential. Exploring verified suppliers through a neutral platform like PaperIndex lets you evaluate capabilities, certifications, and product range without the pressure of a sales process. All negotiations happen directly with suppliers. To begin evaluating options, find suppliers across corrugated packaging categories or submit an RFQ to receive quotes directly.
The goal isn’t perfect packaging. The goal is predictable performance—so production can plan with confidence. Each tightened spec, each test method named, and each supplier qualification gate moves procurement from reactive buying to quiet governance.
Key Terminology
Here are a few terms worth clarifying for anyone newer to packaging procurement:
Corrugated box specification refers to a written document that defines exactly what ‘good’ looks like—dimensions, board construction, performance targets, acceptable tolerances, and the test methods used to verify compliance. For a step-by-step approach, see how to create your mill spec sheet. Without this, “meets spec” becomes a matter of interpretation.
ECT (Edge Crush Test) measures the edgewise compressive strength of corrugated boards. It predicts how well a box resists crushing forces during stacking. The governing standard is ISO 3037.
BCT (Box Compression Test) measures the compression strength of a finished box under load. Relevant standards include ISO 12048 and ASTM D642.
Test method is the specific procedure (ISO, TAPPI, ASTM) that defines how a property gets measured. Two suppliers testing “burst strength” using different test methods can report different numbers for identical boards.
Supplier qualification means verifying that a supplier can consistently meet your performance requirements—not just that they offer competitive pricing. It includes capability evidence, QC history, and test reporting.
Incoterms are standardized commercial terms that define who bears risk and cost at each stage of shipping. They determine, for example, whether damage during transit is your problem or the supplier’s.
Disclaimer:
This article provides general educational guidance on corrugated packaging procurement practices. Specific requirements vary by industry, product type, and regulatory environment. Consult with packaging engineers and quality professionals for decisions affecting your particular operations.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.