📌 Key Takeaways
Incomparable quotes kill procurement efficiency—method-named RFQs fix that.
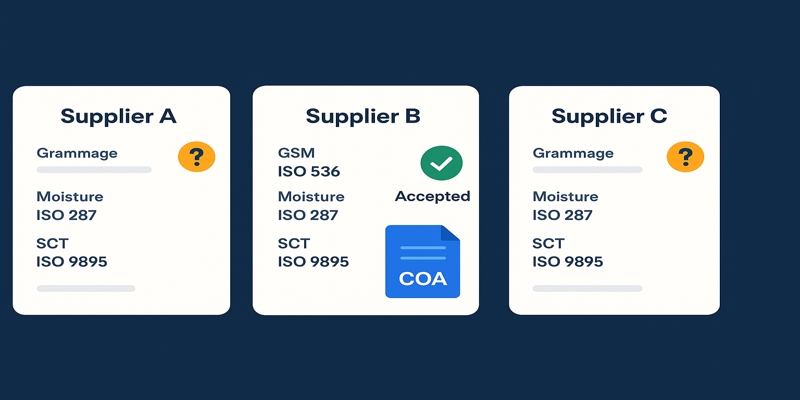
- Name the Method, Get Clean Comparisons: Specifying exact ISO or TAPPI method codes (like ISO 536 for basis weight or ISO 9895 for SCT) with units, tolerances, and MD/CD designations forces suppliers to respond on identical terms, eliminating the confusion that comes from mixed testing approaches.
- Evidence Up Front Prevents Disputes Later: Requiring a Certificate of Analysis or test report at quote time—showing method codes, environmental conditions, and lot traceability—catches mismatches before production begins and speeds QA acceptance when material arrives.
- Different Tests Predict Different Failures: SCT correlates with box stacking performance for containerboard, while tensile and TEA predict sack drop resistance; choosing the minimum sufficient set for your specific application avoids redundant testing costs while protecting the performance that matters.
- Method Consistency Beats Price Hunting: When test methods vary across quotes, the numbers aren’t comparable and price negotiations become meaningless; locking one method across all suppliers lets you evaluate true fiber quality, service, and landed cost instead of incompatible data.
- Sampling Rules End the Guesswork: Defining a clear acceptance protocol—such as testing five samples per lot, comparing the mean to spec, and allowing one retest on outliers—gives your QA team a defensible process and eliminates case-by-case supplier negotiations.
Clear specs = faster approvals and fewer surprises on the converting floor.
Kraft paper buyers, procurement managers, quality assurance leads, and converting operations teams will find the complete methods-to-RFQ table and copy-ready clause blocks below, providing ready-to-implement guidance for the next sourcing cycle.
Name the method. Get comparable quotes.
You’ve drafted your kraft paper RFQ, listed the grade and basis weight, and hit send to five suppliers. Three weeks later, you receive quotes that look identical on paper—until your QA team tries to verify them. One supplier tested moisture at 23°C, another at 20°C. A third reported burst strength in psi while your specs assume kPa. The “comparable” quotes aren’t comparable at all, and you’re back to square one.
This happens because most RFQs ask for properties without naming the exact test method, units, tolerances, or the evidence suppliers must attach. Without that specificity, you’re asking suppliers to fill in the blanks—and they will, using whichever method or format is most convenient for them. The result is quote chaos: incomparable data, post-award renegotiations, and QA disputes that delay your supply chain.
The solution is straightforward: name the test method in your RFQ. When you specify “ISO 536” or “TAPPI T 410” for basis weight, require MD/CD designation where relevant, state your acceptance tolerance, and demand a Certificate of Analysis (COA) or test report with method codes at quote time, you force suppliers to respond on your terms. Method-named requirements enable apples-to-apples quotes. Evidence attached at quote time prevents QA disputes and delays. Sampling and acceptance rules stated up front reduce approval risk after delivery.
This article gives you a ready-to-copy methods table, a clause block you can paste directly into your RFQ template, and plain-English guidance on which tests matter most for your application. Think of it as your decoder: standards jargon translated into RFQ-ready instructions.
The Short Answer (Put This in Your RFQ)
Your RFQ should include three elements for every property you care about:
- Name the method, units, and tolerance. Specify “ISO 287, moisture content 6–8%, acceptance window at receipt” instead of “moisture content acceptable range.” Include MD (machine direction) and CD (cross direction) designations for directional properties like tensile or SCT.
- Require method-coded evidence. Ask suppliers to attach a COA or test report that lists the exact method code and version used, the instrument type, the lab name, environmental conditions (temperature and relative humidity), and the measured values. This documentation must reference lot IDs that will appear on delivery paperwork.
- State your sampling and acceptance rules. Define how you’ll sample incoming lots, what constitutes an acceptable result, and your retest or appeal window if values fall outside spec. A practical starting point: test five samples per lot, compare the mean to your target, and allow one retest on any outlier if the lot mean still meets specification.
When these three pieces are in place, quote comparison becomes faster, QA acceptance becomes smoother, and post-award disputes drop. Test methods can affect perceived value—different methods or units may yield non-comparable results, making price evaluation difficult when suppliers use inconsistent testing approaches. When you keep methods consistent, negotiations focus on fiber quality, basis weight, and service rather than on incompatible numbers.
TAPPI/ISO Methods That Buyers Most Commonly Require
The table below shows the properties kraft paper buyers typically specify, explains why each matters, and provides copy-ready RFQ wording you can adapt to your needs. Use this as your starting checklist, but remember: the goal is to require the minimum sufficient set for your application, not to test everything.
| Property | Why It Matters | ISO Method | TAPPI Method | RFQ Wording (units, MD/CD, tolerance, evidence) |
| Grammage (Basis Weight) | Price anchor and runnability baseline | ISO 536 | T 410 | “Target GSM ± ___ tolerance; attach COA listing method code/version.” |
| Thickness/Caliper | Critical for caliper-sensitive converting processes | ISO 534 | T 411 | “µm ± ___ tolerance; report thickness and calculated density; include MD/CD if used.” |
| Moisture Content | Affects dimensional stability and weight accuracy | ISO 287 | T 412 | “% target range (e.g., 6–8%); state acceptance window at receipt; include method code and test conditions.” |
| Water Absorptiveness (Cobb) | Indicates sizing effectiveness and printability | ISO 535 | T 441 | “Cobb60 or Cobb120 max ___ g/m²; state test duration explicitly; include method code.” |
| Bursting Strength (Mullen) | Traditional proxy for abuse resistance | ISO 2758 | T 403 | “kPa or psi min ___; specify instrument type (diaphragm burst tester); include method code.” |
| Tensile Strength & TEA (CRE) | Web-handling strength and energy absorption for sack applications | ISO 1924-2 | T 494 | “kN/m MD/CD min ___; report TEA; specify span and crosshead speed; include method code.” |
| Short-Span Compression (SCT) | Predicts box compression and stacking strength for containerboard | ISO 9895 | T 826 | “N/m MD/CD min ___; include method code and test span length.” |
| Tear Resistance (Elmendorf) | Measures handleability and propagation resistance | ISO 1974 | T 414 | “mN MD/CD min ___; state number of plies per method; include method code.” |
| Folding Endurance | Tests flex durability for repeated creasing applications | ISO 5626 | T 511 (MIT) / T 423 (Schopper) | “Device type (MIT or Schopper); minimum double folds ___; include method code and device name.” |
| Bending Resistance/ Stiffness | Affects stacking behavior and runnability on converting lines | ISO 2493-1 (cantilever) | T 556 (Taber) | “Specify device/method; report angle or load and span length; state tolerance; include method code.” |
| Air Permeability (Gurley) | Indicates porosity for applications requiring controlled air transmission | ISO 5636-5 | T 460 | “Target s/100 ml window ___; include method code and test temperature.” |
| Surface Smoothness (Bekk) | Impacts print quality and adhesive performance | ISO 5627 | T 479 | “Bekk s value min/max ___; include method code; note test side (felt/wire) if relevant.” |
Each property serves a distinct purpose. Basis weight anchors your price and sets expectations for runnability. Moisture content directly affects dimensional stability during converting and determines whether the delivered weight matches what you ordered. Cobb values tell you if the paper’s sizing will perform in humid or print-intensive applications. Burst strength remains common in many specifications, though tensile and TEA tests are often preferred for predicting specific failure modes in sack and web-handling applications, particularly where legacy specifications haven’t been updated.
For directional properties—tensile, SCT, and tear—always request both MD and CD values. Paper’s fiber orientation creates meaningful performance differences between machine direction and cross direction, and your converting process will feel those differences. If your RFQ only asks for “tensile strength min 5 kN/m,” you might receive a paper that meets spec in MD but fails catastrophically in CD during production.
How to Choose Methods for Your Use Case
Not every application requires every test. Start by identifying your paper’s end use, then build your test list around the properties that predict real-world performance in that application.
Sack kraft demands high tensile strength and tensile energy absorption (TEA) to withstand drop tests and rough handling during filling and transportation. You’ll prioritize ISO 1924-2 or TAPPI T 494 for tensile, and you’ll want both MD and CD values since sacks experience multi-directional stress. Burst strength often appears in legacy sack specs, but tensile and TEA are better predictors of actual failure modes. Moisture control matters because sack kraft often ships in large rolls and dimensional changes during storage can cause runnability problems.
Virgin kraft linerboard and testliner for corrugated containers focus on compression performance. Short-span compression (SCT per ISO 9895 or TAPPI T 826) is widely used in the industry to predict box compression performance and is among the most important properties for most liner applications. You’ll still want basis weight and moisture for price verification and dimensional stability, though SCT is often the primary performance indicator for quality decisions in containerboard applications. If your boxes will experience high humidity, add Cobb testing to verify the paper’s water resistance.
Interleaving and wrapping grades prioritize smoothness and tear resistance. Surface smoothness (Bekk per ISO 5627 or TAPPI T 479) matters because these papers protect finished goods, and rough surfaces can cause scratching or marking. Tear resistance (Elmendorf per ISO 1974 or TAPPI T 414) predicts how easily the paper will tear during unwrapping or handling. For food-contact interleaving, you’ll add compliance documentation, but that’s a separate topic.
Bag paper and specialty grades may require stiffness testing (ISO 2493-1 or TAPPI T 556) if the application involves standing bags or machine-fed converting processes. Air permeability becomes relevant for certain industrial bag applications where controlled porosity is part of the product design.
A practical principle is to prioritize tests that predict your specific failure modes. While SCT and tensile both measure strength properties, they correlate with different types of performance—SCT with compressive/stacking strength and tensile with web handling and impact resistance. If your application’s dominant stress is compression (like stacking boxes), SCT is sufficient and tensile adds cost without decision-making value. If your application involves web handling or drop impact (like sack kraft), tensile and TEA are critical while SCT is less informative.
When in doubt, examine your current supplier’s test reports or your internal QA logs. The properties that show up repeatedly in acceptance decisions or runnability complaints are the ones your RFQ must control. Before committing to full production, consider requiring a pre-shipment COA from new suppliers to catch method mismatches early.
Evidence Pack & Acceptance Rules (Copy-Ready Clause Block)
Use this text block in your RFQ to standardize the evidence suppliers must provide and the acceptance process your QA team will follow:
Method Naming: All reported properties must cite the exact ISO/TAPPI method code and version used (e.g., ISO 536, TAPPI T 410).
Evidence Attachments: Attach a COA or test report for offered lots or representative production with method codes, units, MD/CD (where applicable), instrument type, lab name, environmental conditions (temperature and relative humidity), and test date.
Sampling & Retest: Test five samples per lot and compare the mean to your target value. If results are within the acceptance window stated in the RFQ, the lot is accepted. Allow one retest on any outlier if the lot mean still meets specification; otherwise, initiate retest or appeal within X days.
Traceability: COA must reference lot IDs, reel numbers, and production dates that will appear on delivery paperwork and core labels.
Dispute Resolution: For contested results, either party may request verification by a mutually agreed third-party laboratory using the specified method.
This block accomplishes several things. First, it forces suppliers to be specific about their testing process, which eliminates ambiguity at quote time. Second, it creates a clear acceptance framework that your QA team can execute without negotiating case-by-case with suppliers. Third, it establishes traceability so that when a specific roll or pallet arrives, you can match its physical lot markings to the test data the supplier provided weeks earlier.
The retest and appeal window protects both parties. If incoming material tests slightly outside your acceptance tolerance, you have a defined process for re-sampling or arbitration rather than descending into open-ended disputes. Most buyers set this window at 7 to 14 days after delivery.
Lab accreditation is optional. If your quality system requires ISO/IEC 17025 accreditation or you’re working in a regulated industry like food packaging, add a line stating acceptable accreditation bodies or requiring mutually agreed labs. For many industrial kraft applications, supplier in-house labs are acceptable as long as the method codes and traceability are documented.
Role-Specific Notes
Different stakeholders care about different aspects of method-named RFQs. Here’s what matters most to each:
Buyer/Procurement: Method-named requirements make quote comparison defensible. When every supplier reports basis weight per ISO 536 and moisture per ISO 287 with the same units and tolerances, you can build an apples-to-apples spreadsheet and justify your award decision to finance or operations without hedging.
QA Manager: Method codes eliminate the “interpretation gap” that causes most incoming-material disputes. When the RFQ says “ISO 1924-2, 100 mm span, 20 mm/min crosshead speed,” your team knows exactly how to verify the supplier’s claim, and the supplier knows you’ll reject material that was tested differently.
Converting Operations Manager: MD/CD specifications prevent runnability surprises. A paper that meets a generic “tensile min 5 kN/m” spec might be strong in MD but weak in CD, causing web breaks during high-speed converting. Method-named RFQs with directional requirements protect your production schedule.
Business Owner/Finance: Clear acceptance rules reduce post-delivery rework costs. When your QA team can quickly accept or reject incoming lots based on pre-defined tolerances and a documented retest process, you avoid the hidden costs of storing disputed material, running emergency re-orders, or negotiating credit claims on ambiguous specs.
Keep Quotes Comparable Beyond the Lab
Test methods ensure technical comparability, but total-cost comparability requires one more step: normalizing delivery terms. Two suppliers might quote identical prices and identical test results, but if one quotes EXW (Ex Works) and another quotes CIF (Cost, Insurance, and Freight), you’re not comparing like totals.
Your RFQ should specify a single Incoterm® and place for all quotes—ideally the delivery basis that reflects your actual landed cost. If you’re a buyer in Germany sourcing from multiple origins, ask all suppliers to quote DDP (Delivered Duty Paid) Hamburg. If you’re comfortable managing freight yourself, ask for EXW or FCA (Free Carrier) from the supplier’s mill and add freight separately. The critical point is consistency: every supplier quotes the same delivery responsibility, or you can’t rank them accurately.
For more on normalizing quotes across different Incoterms®, see comparing quotes across incoterms: practical normalization and why to-door comparability beats “cheapest quote”. The principle is the same: eliminate variables that obscure true cost.
Roll format can also matter. If one supplier’s standard roll width is 1,050 mm and another’s is 1,250 mm, your converting yield will differ even if all the paper properties are identical. State your preferred roll dimensions, core size, and winding direction in the RFQ so suppliers can flag deviations early or adjust pricing for non-standard formats.
Once you’ve aligned test methods, delivery terms, and format specs, quote comparison becomes a straightforward calculation. You’ll spend less time interpreting conflicting data and more time evaluating supplier reliability, lead times, and commercial terms.
For a deeper look at the mindset shift from price-chasing to spec-true procurement, read comparability before price: the spec-true mindset.
Where These Method Names Come From
When suppliers reference ISO or TAPPI method codes, they’re pointing to specific, published test standards. Here’s where each major method is defined:
Burst Strength: ISO 2758 and TAPPI T 403 define bursting strength testing using a diaphragm burst tester (Mullen-type). Both methods measure resistance to multi-directional pressure.
Short-Span Compression (SCT): ISO 9895 and TAPPI T 826 specify edgewise compressive strength testing in both machine and cross directions, critical for predicting box stacking performance.
Tensile & TEA: The ISO 1924 series covers tensile testing; TAPPI T 494 is the common TAPPI method for constant-rate-of-elongation (CRE) tensile testing. TEA (tensile energy absorption) is typically derived from the area under the stress-strain curve.
Tear Resistance: ISO 1974 and TAPPI T 414 describe the Elmendorf pendulum method for measuring tearing resistance, showing how much force propagates an existing cut.
Cobb (Water Absorptiveness): ISO 535 and TAPPI T 441 define water absorptiveness testing over fixed time intervals (typically 60 or 120 seconds), essential for understanding sizing and wet-handling behavior.
Air Permeability: ISO 5636-5 specifies the Gurley method for measuring how long it takes a fixed volume of air to pass through paper under controlled conditions.
Surface Smoothness: ISO 5627 and TAPPI T 479 describe the Bekk method for measuring surface smoothness using a vacuum chamber and timing air leakage.
Bending Stiffness: ISO 2493-1 covers cantilever-based stiffness measurement; TAPPI T 556 describes the Taber stiffness test. Both help predict how paper behaves during forming and machine handling.
Folding Endurance: ISO 5626 covers various folding devices; TAPPI T 511 specifies the MIT double-fold method while T 423 covers the Schopper method. Device choice affects results, so always name which instrument was used.
Moisture Content: ISO 287 and TAPPI T 412 define oven-dry moisture determination, the foundation for understanding how much water the paper contains under specified conditioning.
These standards are maintained by their respective organizations—ISO (International Organization for Standardization) and TAPPI (Technical Association of the Pulp and Paper Industry)—and are available for purchase through standards distributors like ANSI or directly from the issuing bodies.
Frequently Asked Questions
Do I need both TAPPI and ISO for the same property?
Usually one named method is sufficient. Require the exact code and version and align units and MD/CD designations with your RFQ. Some suppliers prefer ISO standards because they operate in markets where ISO is the regulatory norm, while others default to TAPPI. Specify one or allow suppliers to use either as long as they document which they used. While ISO and TAPPI methods for the same property generally measure similar characteristics, differences in apparatus, specimen preparation, or calculations can affect results. To ensure comparability, specify one method consistently across all suppliers in a single procurement cycle.
SCT vs. Tensile vs. Burst—what should I prioritize?
Choose the minimum sufficient set for your application. Board and liner grades typically emphasize SCT because it predicts box compression strength. Sack kraft relies on tensile and TEA to predict drop-test and handling performance. Some buyers still request burst strength due to legacy specifications, but it’s less predictive for most modern applications. If you’re uncertain, review your QA rejection logs to see which property most often correlates with real-world failures.
What must a COA or test report include?
Method code and version, units, MD/CD designation if relevant, instrument or device type, lab name, environmental conditions (temperature and relative humidity), test date, lot IDs, and measured values plotted against your acceptance window. The COA should also reference the specific production run or roll numbers so you can trace results back to physical material.
How do I state acceptance rules?
Define your target value or range, your tolerance (e.g., ± 3%), your sampling plan (how many rolls or sheets you’ll test per lot), and a retest or appeal window (typically 7–14 days after delivery). One commonly used approach is to test five samples per lot, compare the mean to your target value, and allow one retest on any outlier provided the lot mean still meets specification. Your specific sampling plan should align with your quality system requirements and risk tolerance. Clear rules eliminate negotiation after the fact.
Should I specify test duration for Cobb?
Yes. State whether you require Cobb60 (60-second water contact) or Cobb120 (120-second contact) and set a maximum g/m² value. The duration affects results significantly, so ambiguity here leads to incomparable data.
Do I need accredited labs?
Optional. If your quality system requires ISO/IEC 17025 accreditation or you’re working in a regulated industry, state acceptable accreditation bodies. For many industrial kraft applications, supplier in-house labs are acceptable as long as method codes and traceability are documented.
Which direction matters more—MD or CD?
It depends on use. MD aligns with the paper machine’s flow and typically shows higher values in tensile testing due to fiber orientation, often by a factor of 2 to 3 times compared to CD. CD often governs critical performance in seams, crush resistance, or fold behavior. Request both directions unless your application is truly insensitive to directional differences.
Ready to source kraft paper with confidence?
Use the methods table and clause block above to build your next RFQ. When suppliers know exactly which tests to run and which evidence to attach, you’ll receive quotes you can actually compare—and your QA team will thank you.
For more kraft paper sourcing resources, explore the PaperIndex Academy. To connect directly with kraft paper suppliers or submit your RFQ for free quotes, visit PaperIndex.com.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.