
📌 Key Takeaways
A toilet tissue parent roll that looks fine can still jam your line because visual checks miss the variables that actually affect runnability.
- Appearance Hides Problems: GSM consistency, bulk, and moisture content determine line performance—none of these show up during a visual check.
- Speed Amplifies Small Gaps: Variations that feel minor to the hand become web breaks and tracking failures at high-speed converting.
- Machine Blame Is Often Wrong: When lines jam, the root cause often sits in poorly specified parent rolls, not equipment settings.
- Specifications Beat Samples: Define measurable targets for GSM, bulk, and moisture before comparing suppliers—then use visual checks only for shipping damage.
- Clearer Specifications Mean Cleaner Quotes: When all suppliers quote against the same measurable requirements, price comparisons actually make sense.
Better runnability starts before the roll reaches the line—it starts with specifications that measure what matters.
Procurement managers and converting plant managers sourcing toilet tissue parent rolls will gain a practical framework for avoiding specification-driven failures, preparing them for the detailed guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Your toilet tissue parent roll passed the eye test. Your converting line disagreed.
The surface looked smooth. The edges were tight. The roll felt right. And yet, within the first hour of production, the web snapped, the alarm sounded, and everything stopped.
The gap between aesthetic appraisal and mechanical performance is a frequent, though often unacknowledged, failure point in high-speed conversion. Visual approval feels like quality control. In practice, it often is not. Critical performance variables—those dictating web stability and conversion efficiency—exist beneath the threshold of optical detection.
If a toilet tissue parent roll can only be approved visually, it is not specified tightly enough for reliable converting.
Why A Toilet Tissue Parent Roll Can Meet Aesthetic Standards and Still Jam Your Line
A toilet tissue parent roll can arrive with clean edges, consistent surface appearance, and no obvious damage—and still cause web breaks within hours of production. The reason is simple: optical assessments fail to account for the dynamic mechanical tolerances required during high-speed unwinding.
Visual inspection catches surface contamination, edge damage, and shipping defects. These matter. But they represent only a fraction of what determines runnability.
The converting line reacts to internal consistency. It responds to how uniformly the sheet behaves under tension as the roll unwinds at speed, registering whether bulk remains stable from the outer layers to the core, and detecting whether moisture content shifts across the roll profile. None of these properties announce themselves visually. Substrates that meet aesthetic benchmarks often harbor latent rheological inconsistencies that manifest only under dynamic load.
This is the core problem with visual approval as a primary quality gate: it answers the wrong question. The question is not whether the roll looks acceptable, but whether it meets the measurable specifications that predict stable performance on a high-speed toilet tissue converting line.
What Visual Samples Fail To Reveal in Toilet Paper Parent Rolls
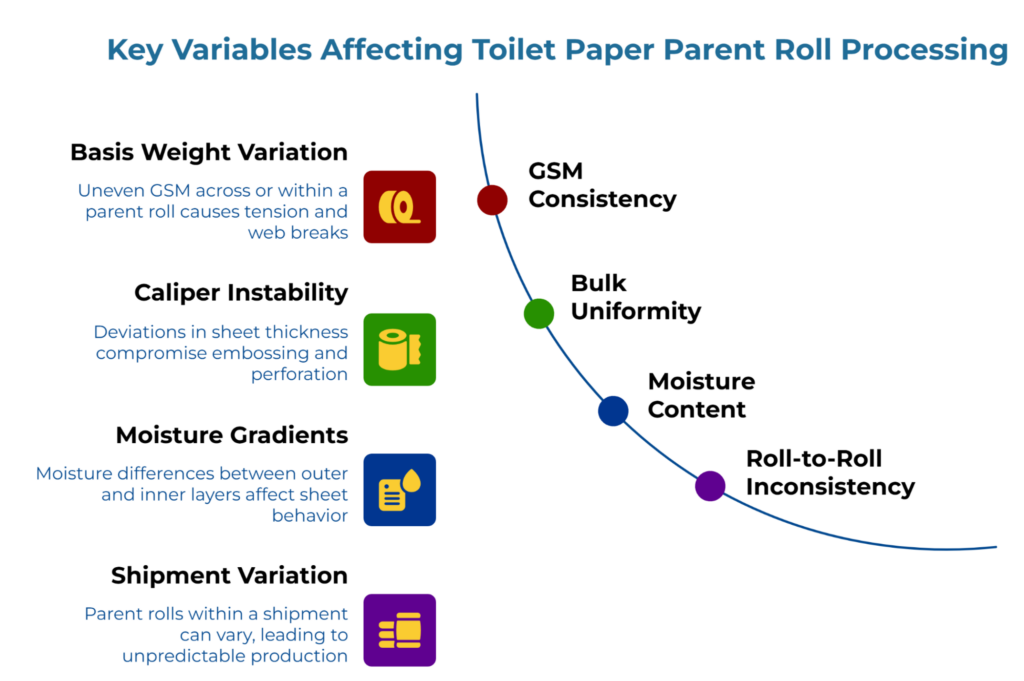
Four variables determine whether a toilet tissue parent roll will process efficiently or cause problems. Visual inspection cannot reliably detect any of them.
GSM (Grams per Square Meter) consistency: Basis weight variation within a parent roll creates uneven tension during unwinding. If the outer layers have different GSM than the inner layers, or if GSM drifts across the roll width, the converting line responds with tracking problems and potential web breaks. ISO 12625-6 provides the specific standard test method for determining the grammage of tissue paper, while TAPPI T 410 provides a widely used test method for basis weight measurement—both require laboratory testing under controlled conditions, not hand-feel assessment on a receiving dock.
Bulk uniformity: This metric defines the sheet’s effective thickness relative to basis weight. Deviations here manifest as caliper instability, directly compromising embossing precision and perforation integrity. A toilet tissue parent roll can feel soft to the touch while carrying bulk variation that creates problems downstream. ISO 12625-3 covers tissue thickness and bulk measurement, and TAPPI T 580 provides an alternative reference for tissue thickness testing.
Moisture content: Moisture affects sheet stretch, surface friction, ply bonding behavior, and mechanical response under tension. A parent roll conditioned in one environment and stored in another can develop moisture gradients that are invisible on inspection. The outer layers may equilibrate to ambient conditions while the inner layers retain different moisture levels. When those inner layers reach the converting equipment, the sheet behaves differently than what the surface sample suggested. ISO 287 defines the standard test method for determining moisture content in paper and board.
Roll-to-roll inconsistency: Even within a single shipment, parent rolls can vary. One roll may run cleanly while the next causes problems. If the approval process tests only a sample or relies on visual inspection of the shipment as a whole, roll-to-roll variation remains undetected until it disrupts production.
Visual approval cannot verify any of these conditions with confidence. A roll with poor GSM consistency looks identical to a roll with tight GSM consistency. A roll with moisture pockets feels the same as a uniform roll until production exposes the difference.
Why High-Speed Toilet Tissue Converting Punishes Small Specification Gaps
A hand sample is static. A converting line is not.
When someone handles a toilet tissue parent roll sample, they apply gentle, variable pressure over several seconds. When the converting line unwinds that same roll, it applies continuous, high-speed tension measured in fractions of a second. Variations that feel insignificant to the hand become failure points at line speed.
A slight bulk inconsistency that passes unnoticed during manual inspection creates a caliper shift that embossing equipment registers immediately. A moisture gradient that feels uniform to fingertips causes differential stretch that tension control systems cannot correct quickly enough. A GSM drift that seems minor on a sample cut becomes a tracking problem when the sheet moves at production speed.
Industry sources focused on tissue operations confirm this from the machinery side: tension and moisture profiles, roll hardness, and winding parameters dictate downstream runnability. The converting line tests the sheet in ways that manual inspection never can.
High-speed converting does not average out small variations. It amplifies them.
This explains why converters who rely on visual approval often experience a frustrating pattern: shipments pass inspection, production starts normally, and then problems emerge mid-run. The problems were present in the roll from the beginning. They simply were not visible until the line exposed them.
The Common Mistake: Blaming The Machine Instead of The Toilet Tissue Specifications
When a toilet paper converting line jams, the first response is often to troubleshoot the equipment. Check the tension settings. Inspect the unwind stand. Adjust the web guide. Call the machinery supplier.
Sometimes the machine is the problem. But frequently, the root cause sits upstream—in the parent roll itself.
The pattern typically looks like this: a new shipment arrives and passes visual inspection. The line runs well for a few rolls, then starts showing intermittent problems. The maintenance team adjusts settings. The problems persist or shift to different parts of the line. Eventually, the shipment clears and production stabilizes—until the next delivery brings the same cycle.
What happened? The first rolls in the shipment were within tolerance. Later rolls were not. But because the specification was never tight enough to catch the variation, and because visual inspection could not reveal it, the problem presented as a machine issue rather than a material issue.
This misdiagnosis carries real costs. It consumes maintenance time. It disrupts production schedules. It creates tension between operations and procurement. And most importantly, it allows the underlying problem to repeat with every future shipment because the specification gap remains open.
If a toilet tissue roll is approved by appearance alone, the most important converting variables are still unverified.
What To Do Instead: Replace Visual Approval With A Toilet Tissue Specification-First Check

The alternative to visual approval is not more inspection. It is a better specification.
A specification-first approach means defining the measurable properties that matter for toilet paper converting—and requiring evidence of those properties before accepting a parent roll shipment. Visual inspection remains part of the process, but it moves from the primary quality gate to a secondary confirmation step.
The shift works as follows:
1. Identify the variables that actually affect converting line performance. For most toilet tissue operations, this includes GSM, bulk, and moisture content at minimum. Depending on the specific process, additional properties such as tensile strength or surface characteristics may also be relevant.
2. Define acceptable ranges for each variable. These ranges should reflect what the equipment can actually handle—not what looks reasonable in theory. If the embossing station drifts when the caliper varies beyond a certain point, that point informs the specification limit.
3. Require suppliers to provide test data confirming compliance before shipment. This creates a shared language for what “acceptable” means. When both parties work from the same measurable standards, quality discussions become more productive and disputes become simpler to resolve.
4. Treat visual inspection as a damage check rather than a quality gate. When the roll arrives, visual inspection confirms it was not harmed in transit; the quality confirmation already happened at the specification stage.
The Minimum Toilet Tissue Parent Roll Fields To Lock Before Comparing Suppliers
Before comparing options from different toilet tissue parent roll suppliers, answer these questions internally. The answers form the foundation of a workable specification.
- Is bulk defined for the toilet tissue input stock? Bulk affects caliper consistency, embossing behavior, and mechanical response. Without a defined bulk range, suppliers interpret requirements differently.
- Is GSM defined and controlled? Basis weight consistency affects tension behavior during unwinding. Define a target value and an acceptable tolerance band.
- Is moisture content discussed explicitly? Moisture affects sheet behavior under mechanical stress. Specify the moisture range required at the point of use, accounting for conditioning during transit and storage.
- Are incoming rolls being compared on the same technical basis? If one supplier quotes against one interpretation and another supplier quotes against a different interpretation, the quotes are not comparable—even if the numbers look similar.
- Is line performance being traced back to roll specifications before blaming equipment? When problems occur, determine whether the parent roll met specification before assuming the machinery is at fault.
These questions are not complicated. But answering them before comparing suppliers prevents the specification gap that makes visual approval necessary in the first place.
How This Shift Reduces Toilet Paper Downtime, Rejects, And Quote Confusion
Moving from visual approval to specification-first evaluation changes more than the receiving process. It redefines the technical interface between procurement, operations, and the supply chain.
Downtime decreases because parent rolls are verified against measurable criteria before they reach the line. Problems that would have emerged mid-production get caught earlier—ideally before shipment, or at minimum before the roll is loaded.
Rejects become clearer because acceptance criteria are documented. When a roll fails to meet specification, the conversation shifts from subjective disagreement to objective measurement. Both parties can reference the same standards.
Quote comparison becomes possible because suppliers are responding to the same requirements. When specifications are vague, suppliers fill in gaps with their own assumptions. Different assumptions produce different quotes that are not truly comparable. When specifications are clear, quotes reflect the same baseline.
This is the commercial payoff of specification discipline: not just fewer line jams, but cleaner sourcing decisions.
The PaperIndex Academy offers additional resources on specification development and supplier evaluation for toilet tissue converters. When ready to connect with toilet tissue parent roll suppliers that can meet documented requirements, supplier discovery tools can help narrow the options.
Disclaimer:
This article is provided for educational purposes only. Readers should conduct their own verification and consult with qualified professionals for specific sourcing and procurement decisions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.