
📌 Key Takeaways
Choosing the right audit approach—remote, on-site, or hybrid—determines how quickly you gain confidence in a kraft paper supplier’s capability and compliance.
- Risk Drives Audit Depth, Not Routine: Low-risk established suppliers require only remote certificate and data reviews, while new suppliers or past quality failures demand on-site observation of changeovers, testing, and material handling.
- Method-ID Matching Prevents False Confidence: Test reports without explicit ISO or TAPPI method references (ISO 536 for basis weight, ISO 2758 for burst, ISO 535 for Cobb, ISO 287 for moisture) cannot be compared reliably across labs, creating procurement risk.
- Certificate Scope Gaps Are Silent Deal-Breakers: A mill’s ISO 9001 or FSC certificate means nothing unless the scope explicitly covers your specific kraft grades—verify entity name, active status, and exact product coverage in public registries before contracting.
- Hybrid Sequencing Saves Time and Money: Start with desk reviews to eliminate obvious gaps, add virtual facility tours to clarify documentation questions, then deploy targeted on-site visits only where evidence remains insufficient.
- Supplier Evidence Packs Accelerate Decisions by 30-50%: Mills that proactively assemble certificate factsheets with live registry links, method-stamped test reports, rolling OTIF data, current calibration logs, and grade-specific quality dossiers compress audit cycles and differentiate themselves from competitors.
Procurement managers, quality leads, and sourcing teams evaluating kraft paper suppliers will gain a structured framework here, preparing them for the detailed audit workflow and evidence requirements that follow.
Executive Summary
Not every supplier check needs a plane ticket—and not every risk is visible on Zoom. This guide shows kraft paper buyers and kraft paper suppliers exactly when remote audits deliver enough confidence, when only on-site observation will surface real issues, and how to combine both approaches strategically. Use the decision matrix below to choose by objective and risk level. Anchor every choice to verifiable evidence: certificate-scope truth, method-ID lab reports following TAPPI or ISO standards, and operational continuity through rolling OTIF plus calibration logs. The article concludes with buyer and supplier checklists, a pragmatic validation workflow aligned with ISO 19011 audit principles, and neutral resources to explore further.
Remote vs. On-site in One Minute
Remote audits (also called desk audits or virtual audits) involve reviewing documents, data, and certificates from your office. You might add video calls to inspect facilities virtually, but the core work happens off-site. Remote methods excel at verifying administrative compliance, checking certificate registries, and analyzing historical performance data. ISO 19011 provides the foundational principles for planning and conducting effective audits, whether remote or on-site.
On-site audits mean physically visiting the supplier’s mill or warehouse. You observe production lines, witness test procedures, inspect material handling, and interview operators face-to-face. On-site visits reveal operational details that documents cannot capture: changeover discipline, housekeeping rigor, calibration frequency, and how well procedure es translate from paper to practice.
Hybrid audits combine both. Start remotely to eliminate obvious gaps, then deploy targeted site visits only where evidence remains insufficient or risk remains elevated. This approach optimizes travel budgets while maintaining assurance where it matters most—a risk-based approach consistent with ISO 19011 guidance.
Decision Matrix: When Each Audit Mode Makes Sense
The table below maps common audit objectives to the most efficient approach. Use it as a starting filter before drafting your audit scope.
| Audit Objective / Risk Level | Remote | On-site | Hybrid |
| Pre-qualification of known brands or established grades | ✓ | ||
| Certificate scope and status verification (ISO 9001/14001, FSC/PEFC chain of custody) | ✓ | ✓ (if inconsistencies surface) | |
| Lab method comparability: basis weight, burst/BF/BST, Cobb, moisture | ✓ (report review) | ✓ (witness testing or sampling) | ✓ |
| Process capability, changeover discipline, reel and warehouse handling | ✓ | ✓ (remote first, then targeted visit) | |
| Major nonconformity closure or CAPA effectiveness validation | ✓ | ✓ | |
| Rolling OTIF performance and instrument calibration consistency | ✓ (data review) | ||
| New supplier or unfamiliar furnish; history of quality escapes | ✓ | ✓ |
This matrix assumes you have already gathered baseline documentation. Without the evidence pack described next, even a remote audit becomes guesswork.
The Non-Negotiables: Your Kraft Evidence Pack
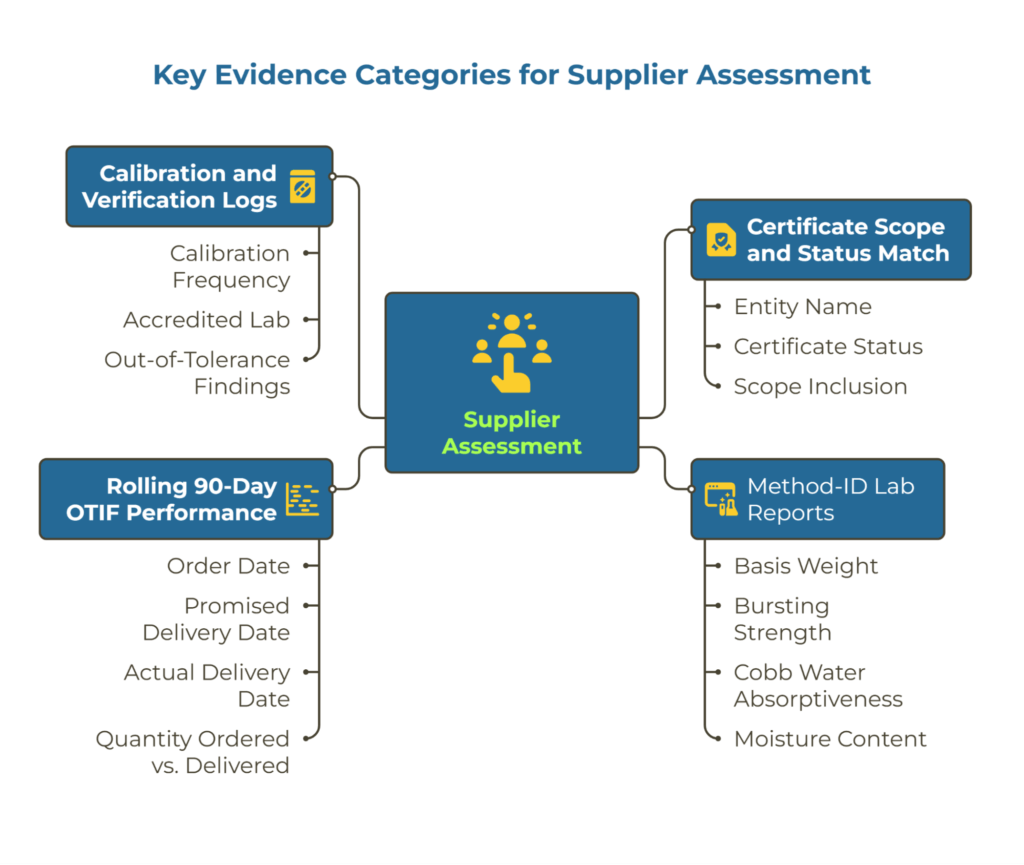
Regardless of audit mode, four categories of evidence form the foundation. Missing any of these undermines the entire assessment.
1. Certificate Scope and Status Match
Every certificate—ISO 9001, ISO 14001, FSC, PEFC—has a defined scope that specifies which products, processes, or sites it covers. Confirm three elements:
- The entity name on the certificate matches the supplier’s legal name on your purchase order
- The certificate status is “Active” or “Valid” when checked in the issuing body’s public registry (FSC database or PEFC registry)
- The scope explicitly includes the kraft grades you are sourcing (for example, “unbleached kraft linerboard, 80-150 GSM” rather than generic “kraft paper”)
A certificate that covers only white-top linerboard provides zero assurance for unbleached sack kraft. Scope gaps are among the most common audit failures because buyers assume broader coverage than actually exists.
Suppliers can streamline verification by maintaining a certificate factsheet that mirrors the official database entry—entity name, site list, scope text, validity dates, and claim types—with direct URLs to the live FSC or PEFC entries. This eliminates back-and-forth requests and demonstrates organizational maturity.
2. Method-ID Lab Reports
Request recent test reports for basis weight, burst strength (or breaking force/tensile), Cobb value, and moisture content. Each report must identify the test method used. The most common international standards include:
- Basis weight/grammage: ISO 536 or TAPPI T 410
- Bursting strength: ISO 2758 or TAPPI T 403
- Cobb water absorptiveness: ISO 535 or TAPPI T 441
- Moisture content: ISO 287 or TAPPI T 412
Method alignment matters because different procedures yield different results, even on identical paper. If your internal lab uses TAPPI T 403 for burst and the supplier reports only ISO 2758 results, the data is not directly comparable. During remote audits, flag method mismatches and request retests under your specified protocol. During on-site audits, witness a test run to verify the supplier follows the declared method correctly.
Note that terminology like “BF/Burst Strength” usage varies by region and industry segment. Always insist that the underlying test method standard is clearly stated on every report, regardless of local naming conventions.
3. Rolling 90-Day OTIF Performance
On-time, in-full (OTIF) delivery rates over a rolling 90-day window reveal operational stability better than any single month’s snapshot. Request a simple spreadsheet showing:
- Order date
- Promised delivery date
- Actual delivery date
- Quantity ordered vs. quantity delivered
Consistent OTIF above 95% signals strong planning and execution. Patterns of late shipments or short deliveries often trace back to poor production scheduling or inadequate inventory buffers, risks that merit deeper investigation. Review trends weekly or monthly to identify seasonality or process drift that might affect your orders.
4. Calibration and Verification Logs
Testing equipment must be calibrated regularly to remain accurate. Request calibration certificates for key instruments—balances, tensile testers, Cobb testers, moisture analyzers—covering the past 12 months. Check:
- Calibration frequency (annually is common; some specs require semi-annual)
- Accredited calibration lab or traceable standards used
- Any out-of-tolerance findings and corrective actions taken
Even if the supplier’s lab is not formally accredited to ISO/IEC 17025 (the international standard for testing and calibration laboratory competence), evidence that procedures align with its principles—controlled environment, qualified personnel, calibrated equipment, documented methods—substantially strengthens credibility.
During on-site audits, ask to see calibration stickers on equipment and compare dates to the log. Gaps here undermine the reliability of every test result the supplier has ever provided.
Risk Triage and Cost-Time Trade-offs
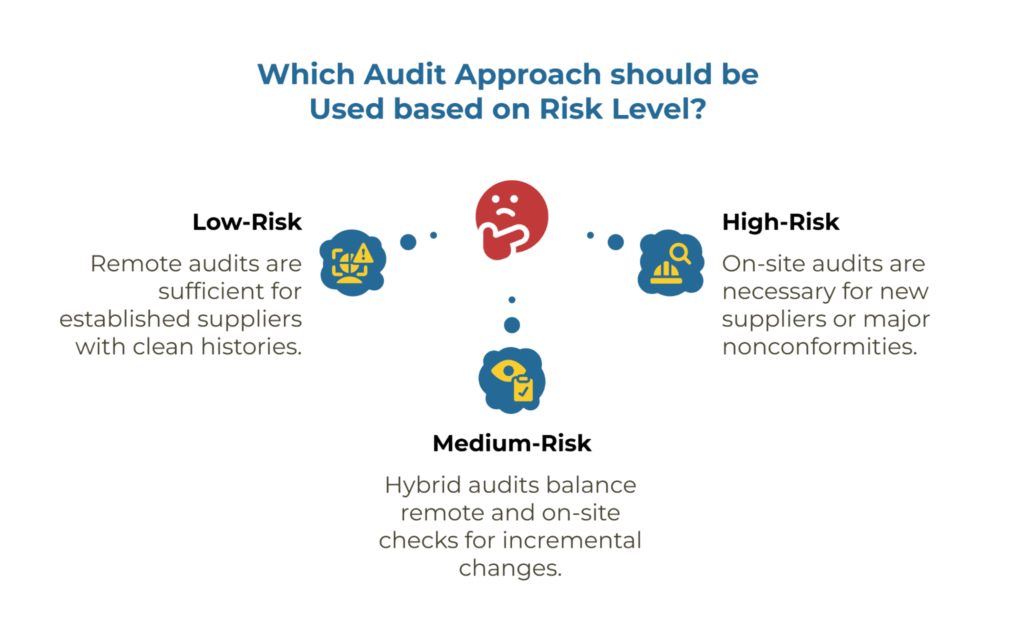
Effective audit planning follows a risk-based approach, consistent with ISO 19011 guidance. Match audit intensity to the specific risk profile rather than applying a one-size-fits-all method.
Low-Risk Scenarios
Established suppliers with clean quality histories, commodity grades where specification tolerance is wide, or simple certificate verification tasks typically require only remote audits. Focus on certificate scope confirmation in public registries, method-ID report review for recent production, and 90-day OTIF trends. If documentation reveals inconsistencies—mismatched scope, method gaps, or declining OTIF—pivot immediately to a hybrid approach with focused on-site investigation.
Medium-Risk Scenarios
Incremental changes like new reel widths, tighter moisture tolerances, or higher Cobb specifications warrant hybrid audits. Start remote to validate method-ID evidence and recent capability data. Add a short on-site segment to witness machine set-ups, changeovers, and packing or warehouse handling that directly affect the change. This concentrated approach addresses the specific risk without the time and cost of a comprehensive facility audit.
High-Risk Scenarios
New suppliers, those with prior quality escapes, or situations requiring major nonconformity closure demand on-site audits or hybrid sequences with significant facility time. Witness complete test runs, observe operator execution of procedures, and inspect physical controls that documents cannot capture. Major CAPA effectiveness often requires on-site validation, particularly where process changes or operator retraining must be observed in action.
The Time and Cost Lens
Remote audits compress travel time and enable broader document sampling—you can review six months of calibration logs in an afternoon. On-site audits reduce ambiguity where physical controls matter: splice quality, reel protection during handling, humidity control in storage areas. Hybrid sequences concentrate visit hours precisely where they change the procurement decision, delivering the best evidence return per hour invested.
Supplier Readiness: How to Pass Either Audit Mode
Mills and exporters can streamline both remote and on-site audits by preparing a structured evidence pack in advance. This reduces back-and-forth requests, accelerates buyer decisions, and demonstrates organizational maturity.
Core readiness checklist:
- Certificate factsheet with live registry links: Maintain a factsheet that mirrors the FSC or PEFC database entry—entity name, certified sites, exact scope wording, validity period, and claim types. Include direct URLs to the live certificate entries. This eliminates verification delays and shows transparency.
- Method-stamped test reports dated within 90 days: Every report must clearly state the test method. Use the complete standard reference: ISO 536 (grammage), ISO 2758 (burst), ISO 535 (Cobb), ISO 287 (moisture), or the TAPPI equivalents. This ensures buyers can immediately assess comparability.
- Rolling OTIF data for six months: A simple table showing order fulfillment performance builds confidence without requiring elaborate systems. Weekly or monthly trend views help buyers spot seasonality or drift.
- Current calibration records for all testing equipment: Include certificates from accredited calibration labs and highlight calibration frequency. Where feasible, align procedures with ISO/IEC 17025 principles—controlled environment, qualified staff, traceable standards—even if formal laboratory accreditation is not yet in place.
- Grade-specific quality dossier: Compile sampling plans, acceptance records, nonconformity and CAPA history, and effectiveness evidence specific to the grades you supply. Include photos or brief videos showing reel handling, warehouse stacking, and storage humidity controls.
- Standard operating procedures with method references: Documented procedures for sampling, testing, and handling nonconformances demonstrate systematic quality management. Reference the specific ISO or TAPPI methods used.
- Virtual tour capability: For remote audits, offer a pre-recorded facility walkthrough or live video tour showing production flow, testing labs with visible instrument IDs and calibration stickers, and warehouse zones. Annotated floor plans work when video is not possible.
- Secure document-sharing access: Use a shared drive or portal where buyers can access current evidence without repeated email attachments. Version control and access logs add another layer of professionalism.
Suppliers who proactively assemble this evidence pack reduce audit cycle time by 30% to 50% and differentiate themselves from competitors who provide documents only when pressed.
Buyer Validation Workflow: A Four-Stage Approach
A structured workflow ensures consistency across multiple suppliers and prevents audit scope creep. This sequence aligns with ISO 19011 principles: define objectives, determine audit scope and criteria, and collect evidence appropriate to risk.
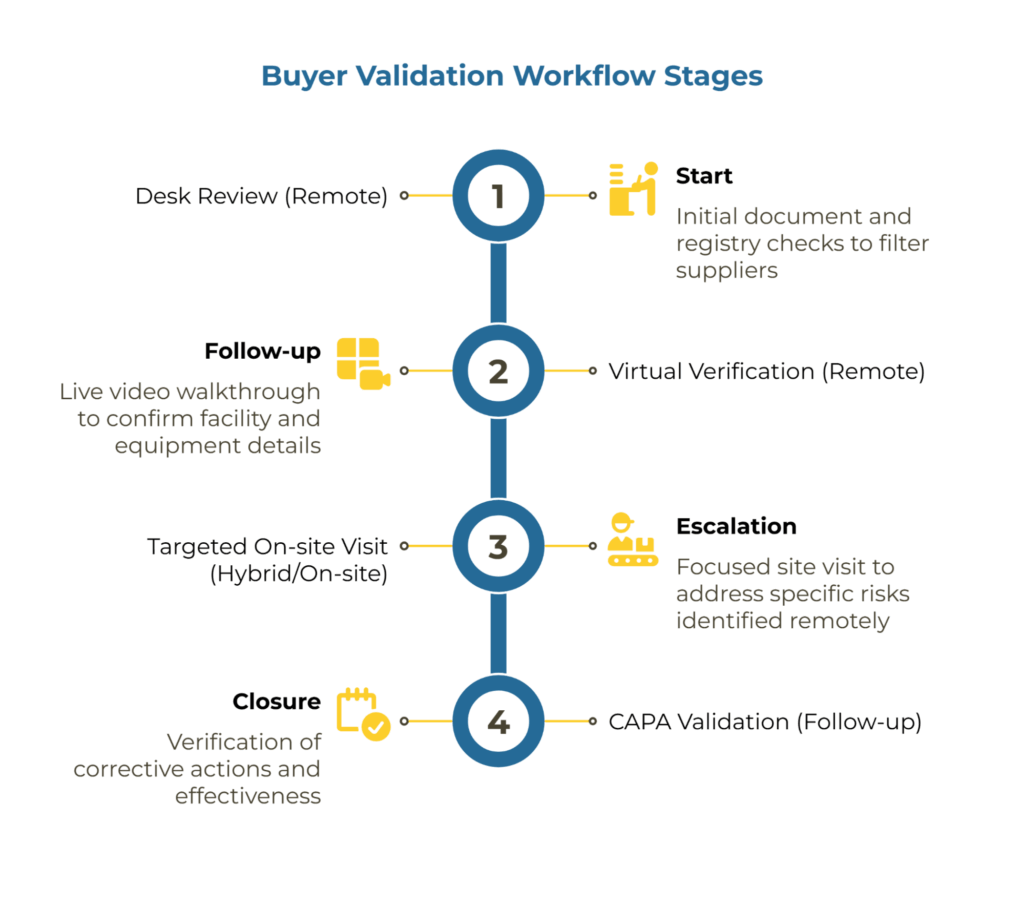
Stage 1: Desk Review (Remote)
Start with the evidence pack. Define your audit scope and sampling plan upfront. Verify certificates in public registries—check entity name, scope wording, and active status. Review test reports to confirm method IDs match your specifications. Analyze OTIF trends for the past six months. Check calibration logs for coverage, frequency, and any out-of-tolerance findings. Flag any missing documents, method mismatches, or performance inconsistencies. This stage eliminates suppliers with obvious gaps before you invest further time.
Stage 2: Virtual Verification (Remote)
For suppliers who pass the desk review, schedule a video call. Request a live facility walkthrough showing the testing lab with visible instrument IDs, humidity controls in production and storage areas, bale or furnish staging, and reel packaging stations. Confirm that what you see matches the documents—instrument serial numbers should correspond to calibration log entries, and calibration stickers should show current dates. Use this session to clarify any documentation questions and assess the supplier’s willingness to demonstrate transparency. Suppliers who hesitate to show their operations remotely often have good reason.
Stage 3: Targeted On-site Visit (Hybrid or On-site)
If the virtual session raises concerns—method mismatches, calibration gaps, unclear changeover protocols—schedule a focused site visit. Define a narrow scope based on the specific risks identified remotely. Witness one complete production run for your grade. Observe the full test sequence using the declared methods. Inspect warehouse handling for proper stacking, humidity control, and reel protection. Interview operators about changeover procedures and sampling protocols.
What typically surprises buyers during on-site visits? Issues around changeovers, warehouse humidity and stacking discipline, and reel protection during handling. These operational details are difficult to judge from documents alone. Targeted visits cost less than comprehensive audits while addressing the specific risks that remote stages could not resolve.
Stage 4: CAPA Validation (Follow-up)
When audits identify nonconformities, require corrective and preventive action (CAPA) plans with clear owners and deadlines. Validate closure remotely if the issue is administrative—updating an SOP, recalibrating equipment, or revising a form. Schedule on-site validation if it involves process changes, equipment modifications, or operator retraining that must be observed in action. Require effectiveness evidence anchored to the same method IDs and KPIs used to detect the original issue. Set a follow-up date and confirm effectiveness before finalizing the supplier relationship or resuming full order volumes.
This four-stage approach balances efficiency with rigor. Not every supplier reaches stage four, and that is the point—progressive filtering ensures you deploy resources where they generate the most value.
Common Pitfalls and How to Resolve Them
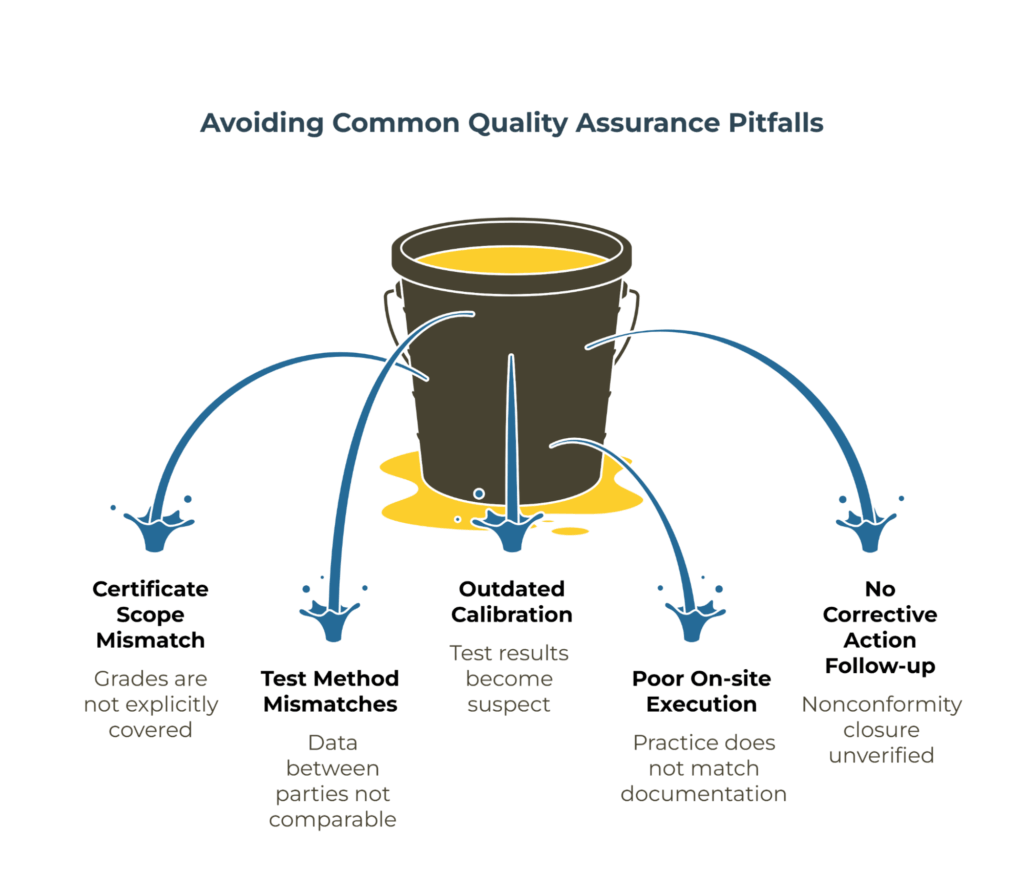
Pitfall 1: Certificate scope does not match purchased grades
Mills sometimes hold ISO 9001 certification but the scope covers only certain product lines. Request a scope statement or certificate annex and verify your grade appears explicitly. If it does not, the certificate provides no assurance for your purchase. Check the FSC or PEFC database directly rather than relying solely on supplier-provided PDFs.
Pitfall 2: Test method mismatches between supplier and buyer
Different test methods yield different results. If you specify TAPPI T 403 for burst strength and the supplier reports ISO 2758 results, the data is not comparable. Specify required methods in your purchase order and request retesting if needed. During on-site audits, witness the test to confirm the supplier executes the declared method correctly.
Pitfall 3: Outdated calibration or missing calibration certificates
Testing equipment must be calibrated regularly. If calibration records show gaps or expired dates, all test results from that period are suspect. Require current calibration before accepting any data. When possible, verify that calibration procedures follow ISO/IEC 17025 principles, even if the lab lacks formal accreditation.
Pitfall 4: Strong remote evidence but poor on-site execution
Documents can look perfect while actual practice lags. On-site visits reveal whether operators follow written procedures, whether calibration stickers match logs, whether material handling matches the quality manual, and whether changeovers maintain the discipline described in SOPs. Never award a major contract based solely on paperwork.
Pitfall 5: No follow-up on corrective actions
Identifying a nonconformity is worthless if you do not verify it has been closed effectively. Set deadlines for CAPA implementation and schedule follow-up audits—remote or on-site depending on the nature of the issue—to confirm closure before resuming full orders. Require effectiveness evidence using the same measurement methods that detected the original problem.
Frequently Asked Questions
How often should I audit an established supplier?
For low-risk commodity grades with consistent quality history, an annual remote audit combined with an on-site visit every two to three years is common practice. For high-risk applications like food contact packaging or tight-tolerance converting, consider semi-annual remote reviews and annual site visits. Adjust frequency based on quality performance and order volume. Risk-based audit planning aligned with ISO 19011 principles helps you allocate resources efficiently.
Can I rely on third-party audit reports instead of conducting my own?
Third-party audits—ISO certification audits, customer-shared reports—provide useful context but rarely replace your own due diligence. ISO 9001 certification audits focus on management system requirements, not the specific grades or specifications you require. ISO 9001 requires organizations to control externally provided processes, products, and services, but audits are one of several acceptable control methods. Always supplement third-party reports with your own verification, at minimum a remote review of grade-specific evidence.
Are remote audits officially recognized?
Audit methods should be chosen to meet objectives and manage risk appropriately. ISO 19011 provides principles for planning and performing management system audits but does not mandate on-site presence when sufficient evidence can be obtained remotely. Many certification schemes and major buyers accept remote audit elements when evidence is verifiable and risk is well understood. However, verify your customer’s requirements or certification scheme rules before relying solely on remote methods for critical decisions.
Do exporters need their own chain-of-custody certificates?
For FSC or PEFC claims, the entire supply chain must maintain chain-of-custody (CoC) certification. If an exporter handles certified kraft paper and takes legal ownership before selling to you, they need their own CoC certificate. If they operate strictly as a logistics provider without ownership transfer, CoC may not apply. Verify the exporter’s CoC status separately from the mill’s certificate. More details on this topic are available in our guide on kraft paper manufacturer certifications.
What proves food-contact safety for kraft paper?
Food-contact compliance requires a Declaration of Compliance (DoC) plus migration testing from an accredited lab. The DoC states conformity to applicable regulations (EU 1935/2004, US FDA 21 CFR 176). Migration tests verify that substances do not transfer from the paper into food under intended use conditions. Request both documents and confirm test dates are recent—within the past 12 to 24 months depending on your risk tolerance.
How do I ensure test data are comparable across different supplier labs?
Always require method IDs on test reports—ISO 536 for grammage, ISO 2758 for burst, ISO 535 for Cobb, ISO 287 for moisture, or the TAPPI equivalents. For higher confidence, prefer suppliers whose labs follow ISO/IEC 17025 competence principles: calibrated equipment, controlled environment, qualified personnel, documented methods, and participation in proficiency testing programs. Even without formal accreditation, evidence of alignment with these principles substantially improves data reliability.
How do I handle borderline cases where remote audits show some concerns but not deal-breakers?
Use targeted on-site visits to investigate specific risks without committing to a full audit. For example, if calibration records show minor gaps, visit the lab to observe current calibration practices and verify the gap has been closed. If OTIF data shows occasional late deliveries, tour the warehouse to assess inventory management and capacity buffers. Focused visits often resolve concerns quickly and cost-effectively, delivering clarity where remote evidence leaves doubt.
How PaperIndex Supports Your Supplier Decisions
PaperIndex operates as a neutral connector, not a broker or intermediary. We do not handle transactions, take commissions, or publish market intelligence products. Our role is to provide the tools and knowledge that empower buyers and suppliers to make informed decisions independently.
For buyers, PaperIndex offers:
- A global directory of kraft paper manufacturers and suppliers
- The ability to submit RFQs and receive quotes directly from mills and exporters
- Educational resources through PaperIndex Academy, covering everything from audit checklists to compliance frameworks
For suppliers, PaperIndex provides:
- Direct access to a global community of over 49,000 active buyers
- A platform to demonstrate capability through detailed profiles and certifications
- No commissions or transaction fees—join free and connect directly with buyers
Whether you are evaluating a new mill or preparing for a customer audit, the platform and Academy provide the neutral foundation for better decisions.
Further Reading
For deeper guidance on related topics, explore these resources from PaperIndex Academy:
- Factory Audit for Kraft Paper Manufacturers: A Decision Checklist for Spec Consistency and Certification Integrity
- Kraft Paper Manufacturers: An Evidence-First Capability Matrix for Consistent, Compliant Supply
- Acceptance Sampling Plans with Kraft Paper Manufacturers: Choosing AQL Levels to Minimize Rejection Risk
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.