
📌 Key Takeaways
Comparing toilet tissue suppliers fairly requires you to lock down your own specifications before you ask for a single quote.
- Define Your Needs First: Map your product format, factory humidity, and storage conditions before setting any target numbers.
- Set Bands, Not Just Targets: An absorbency or moisture target without upper and lower limits lets suppliers interpret freely and makes quotes incomparable.
- Name Your Test Methods: Two suppliers can report the same number using different tests, so specify ISO 535, TAPPI T 441, or whichever test method your facility uses.
- Request Evidence at RFQ Stage: Ask for recent test results, test method references, and lot-to-lot consistency data before shortlisting suppliers on price.
- Evaluate Technical Fit Before Price: Filter to suppliers who can hold your tolerances first, then compare costs among those who qualify.
A buyer-owned specification sheet beats supplier-owned vocabulary every time.
Procurement managers, QA leads, and operations teams sourcing toilet tissue parent rolls will find a clear path to comparable supplier quotes here, preparing them for the four-step normalisation workflow that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The spreadsheet shows five tissue paper raw material suppliers. The prices cluster within a reasonable range. On paper, the comparison looks straightforward.
Then the questions start. One mill lists moisture at 6.5%. Another quotes “standard range.” A third provides an absorbency value but no test method. The procurement team needs a shortlist by the end of the week, but the QA manager keeps asking about tolerance bands that nobody defined.
This is where toilet tissue supplier evaluation breaks down. Not because the suppliers are inadequate, but because the buyer-side specification was never locked. When absorbency and moisture requirements remain undefined or loosely described, quotes that appear comparable often reflect different interpretations of the same vague requirement.
The issue is not supplier quality variance alone. The deeper problem is buyer-side specification ambiguity.
Before comparing toilet tissue mills or toilet tissue parent roll suppliers, converters benefit from normalizing four elements: end-use context, target values with tolerance bands, test method assumptions, and evidence requirements.
A short clarification of terms helps fix the language before the supplier conversation moves any further. Water absorption capacity refers to how much water a sheet absorbs under a defined test method and contact time. Moisture content refers to the water present in the material at the time of measurement. A tolerance band means the acceptable upper and lower limits around a target value. A named test method means the specific standard or documented procedure both parties agree to use.
Why Toilet Tissue Supplier Comparisons Go Wrong Without Normalized Specifications
The Difference Between a Supplier Problem and a Buyer-Definition Problem
When toilet tissue parent rolls cause converting problems—inconsistent runnability, moisture-related curl, variable absorption—the instinct is to question the supplier. Sometimes that assessment proves accurate. More often, the root cause sits further upstream in the specification itself.
A specification stating “Water Absorption Capacity: 5.0 – 6.0 g/g” without naming the test method permits two suppliers to quote against different measurement assumptions. One might test per ISO 12625-8 using a basket-immersion method. Another might reference TAPPI T 432 for bibulous paper with different timing and conditioning parameters. Both can claim compliance while delivering parent rolls that behave differently on the converting line.
This situation does not represent deception. It represents the predictable outcome of ambiguous requirements. When buyers do not define how a value should be measured, suppliers fill gaps with their own standards. The problem presents as supplier variance but originates as specification drift.
Why Toilet Tissue Quotes Become Incomparable Faster Than Teams Expect
Toilet tissue parent rolls carry more specification variables than many converters initially track. Beyond basis weight and ply structure, absorption characteristics and moisture content at delivery both influence converting stability, storage behavior, and finished bathroom tissue consistency.
When an RFQ omits tolerance bands for these variables, each supplier interprets “acceptable quality” through their own operational lens. Mill A quotes against internal standards. Mill B references a previous customer’s specification. Trader C quotes whatever the upstream source happens to produce.
The resulting price spread may resemble a competitive market. In practice, it often represents a specification-definition spread—different offers responding to different interpretations of the same vague requirement. Comparing such quotes without prior normalization resembles comparing distances measured in incompatible units.
What Absorbency and Moisture Mean in Toilet Tissue Parent Roll Evaluation
Water Absorption as a Specification Input
Standard absorbency tests measure water absorption capacity and time, typically using immersion or drop methods for highly porous products. For toilet tissue parent rolls, metrics like the basket-immersion test provide a proxy for absorbency behavior—how the base sheet interacts with liquid during consumer use and, importantly, how it responds to moisture during storage and converting operations. Note that standard sizing tests like Cobb (ISO 535) are generally unsuitable for unsized, porous tissue paper.
A lower water absorption capacity generally indicates reduced water uptake, which may reflect different fiber treatment, surface characteristics, or chemical additives. A higher value suggests greater absorption potential. Neither outcome is inherently superior. The appropriate absorption capacity range depends on the finished toilet paper product’s performance requirements and the converting environment’s humidity conditions.
What matters for supplier evaluation is not whether absorbency registers as “high” or “low” in absolute terms. What matters is whether the value falls within a range defined against the specific use case, and whether that range carries enough precision to make quotes comparable.
Moisture as a Stability and Consistency Variable
Moisture content in toilet tissue parent rolls affects dimensional stability, roll hardness, and behavior during unwinding and converting. Parent rolls arriving at one moisture level may perform differently than rolls at another level, even when both fall within a loosely defined “acceptable” range.
Moisture also shifts during transit and storage. A parent roll that departed the mill at one moisture percentage might arrive at the converter’s facility at a higher percentage after extended time in variable warehouse conditions. When the specification does not account for receiving conditions—or does not define acceptable moisture at the point of incoming QA—the comparison conflates theoretical mill values with practical receiving reality.
For toilet tissue converters, moisture windows that span too broadly invite converting inconsistency. Windows drawn too tightly may disqualify otherwise capable suppliers or generate unnecessary rejection rates. The objective is defining a range reflecting actual operational tolerance, then communicating that range with sufficient specificity that suppliers quote against identical assumptions.
Why Both Matter Before Trials, Not After
The typical sourcing sequence proceeds as follows: gather quotes, shortlist by price, request samples, run trials, evaluate results, award business. Ambiguous trial parameters yield data lacking statistical significance, precluding meaningful capability assessment.
When an RFQ states a broad moisture range, and one supplier ships at the low end while another ships near the high end, both technically “pass.” But if the converting line performs optimally within a narrower band, the trial results present as supplier quality variance when they actually reflect specification-gap consequences.
Normalizing absorbency and moisture tolerances before trials means samples represent controlled, comparable conditions. Normalizing after trials means reverse-engineering specification logic from outcome data—a slower, more resource-intensive path to the same destination.
Defining the Toilet Tissue Use Case Before Establishing Metrics
Product Format, Converting Environment, and Storage Assumptions
Before setting absorbency and moisture targets, map the downstream realities that will stress the parent roll.
Consider the toilet paper format under production. Single-ply economy bathroom tissue rolls, multi-ply premium products, and mixed portfolios each present different performance demands. Consider ambient humidity in the converting facility, typical warehouse dwell time before parent rolls enter production, and transit conditions between supplier and receiving dock.
Each factor influences which absorbency and moisture ranges make operational sense. A converter running high-speed lines in a climate-controlled facility may require tighter moisture control than one operating at moderate speeds in variable conditions. A private-label producer manufacturing economy bathroom tissue may accept wider absorption tolerances than a brand owner prioritizing consistent premium softness.
The point is not to overcomplicate the specification. The point is ensuring that numbers eventually set reflect operational reality rather than arbitrary inherited values from outdated supplier data sheets.
Which Performance Concerns Should Influence Tolerance Setting
Working backward from failure modes proves instructive. What problems would an absorbency value registering too high create in the operation? What about too low? If excessive moisture leads to web breaks or curls during converting, that constraint warrants encoding. If insufficient moisture creates static or handling difficulties, that boundary also deserves documentation.
This exercise often reveals that procurement, QA, and operations teams carry different implicit tolerances. Procurement may prefer a wide range to maximize supplier options. QA may favor tight bands to simplify incoming inspection. Operations may prioritize consistency—whatever the target, repeatability matters most.
Aligning these perspectives before writing the specification prevents internal misalignment from surfacing later as external supplier disputes.
Translating Quality Requirements Into Target Values and Tolerance Bands
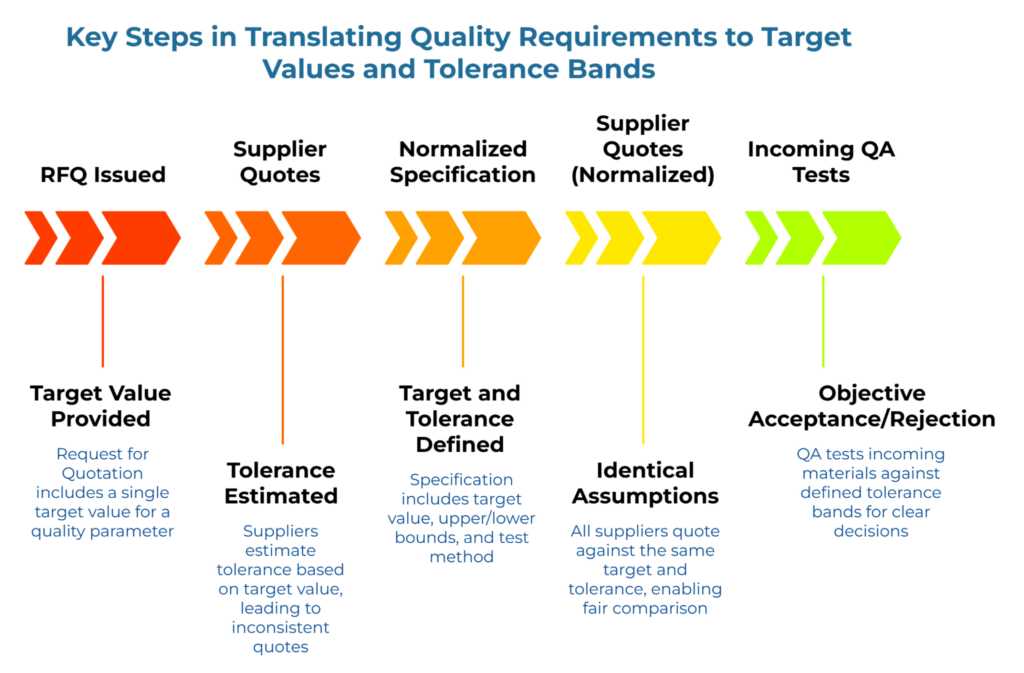
Why a Target Value Is Not Enough
Stating “Absorption: 5.5 g/g” in an RFQ improves upon stating nothing. But a single number without an acceptable range does not make quotes comparable. Without defined bounds, suppliers must estimate tolerance. Does 5.5 mean exactly 5.5? Does 6.0 represent a failure? What about 5.2?
A target value without bounds creates three difficulties: first, it compels conservative suppliers to maintain tighter tolerances than necessary, potentially elevating their costs and prices; second, it permits aggressive suppliers to interpret loosely, shipping products that technically “meet” specification while landing at performance edges; and third, it removes the objective basis for acceptance or rejection at incoming QA—consigning disputes to negotiation rather than measurement.
How Upper and Lower Bounds Reduce Supplier Interpretation Risk
A normalized specification communicates: “Water Absorption Capacity (ISO 12625-8, basket-immersion): Target 5.5 g/g, acceptable range 5.0–6.0 g/g.” This single line conveys the target, the tolerance band, and the test method.
With this language, every supplier quotes against identical assumptions. When parent rolls arrive, incoming QA tests against the same test method and compares results to the same acceptance window. Shipments falling outside the 5.0–6.0 g/g range face objective rejection criteria. Shipments within range receive clean acceptance.
The same logic applies to moisture. A statement like “Moisture content (ISO 287): Target 6.5%, acceptable range 5.5–7.5%” provides suppliers a clear window and equips QA teams with clear acceptance criteria. The bounds should reflect what the operation can actually tolerate—tight enough to prevent performance problems, wide enough to remain achievable by capable mills.
The difference between weak and normalized specifications becomes clear in comparison. A weak specification might state “Moisture 6%. Absorption: 5.0 g/g. Suitable for toilet tissue converting.” A normalized specification defines a moisture target with upper and lower limits, an absorbency target with an explicit tolerance band, a named test method, a stated conditioning basis, and stated sampling logic. That is the moment where a value becomes a usable sourcing control.
Normalizing Test Method, Conditioning, and Sampling Protocols
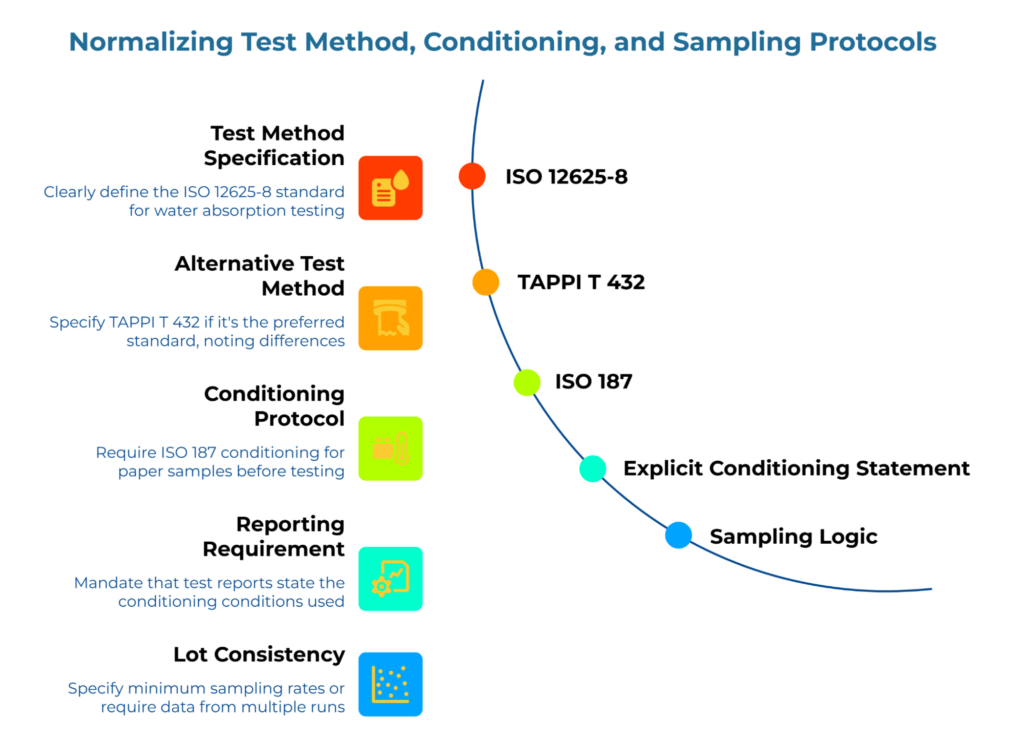
Why Named Test Methods Matter
Two suppliers can report identical absorbency values while testing under different conditions. ISO 12625-8 and TAPPI T 432 both measure water absorption for tissue and bibulous papers, but they differ in conditioning protocols, contact times, and calculation conventions. A value generated under one test method does not directly compare to a value from the other.
Naming the test method in the specification eliminates this ambiguity. It communicates exactly how the measurement should be performed and provides QA teams a reference point for incoming verification. If the facility tests per ISO 12625-8, the specification should state ISO 12625-8. If TAPPI test methods govern, those should appear instead. Consistency matters most—every supplier should quote against the same measurement protocol.
Why Conditioning and Sampling Logic Must Be Explicit
Paper properties shift with environmental conditions. A parent roll tested at 23°C and 50% relative humidity will show different absorbency and moisture values than the same roll tested at 30°C and 70% RH. Standard test methods include conditioning protocols (such as ISO 187 for paper conditioning), but not all suppliers condition samples identically before testing.
Specifying conditioning requirements—or at minimum requiring that test reports state conditioning conditions used—prevents false comparability. Two data sheets might both report “Absorption: 5.5 g/g,” but if one underwent ISO 187 conditioning while the other was tested ambient in a humid mill environment, those values do not carry equivalent meaning.
Sampling logic matters as well. Testing one sample from one roll does not demonstrate a lot consistency. When assurance that absorbency and moisture hold across a shipment is necessary, the specification should indicate minimum sampling rates or require suppliers to provide data from multiple production run points.
Where buyers want to cite formal references, common external starting points include ISO 12625-8 for water absorption capacity [1], ISO 287:2014 for moisture content of a lot, TAPPI T 432 for bibulous paper absorbency, TAPPI T 412 for moisture in pulp, paper, and paperboard, and TAPPI T 402 when conditioning needs to be made explicit. The exact standard name can vary by organization, product, and qualification practice, but the principle does not: test method language should be explicit, not assumed.
In practical terms, this part of the RFQ should answer five questions. Which test method is being used? What conditioning or pre-test conditioning is required? When are samples taken? How is lot-to-lot variation handled? What result will count as representative enough for supplier qualification?
How to Avoid False Comparability Across Supplier Data Sheets
Supplier data sheets serve marketing purposes as much as technical ones. Values may represent best-case production, historical averages, or specification limits rather than typical performance. Test methods may appear abbreviated or omitted entirely. Tolerance ranges may go unstated.
When reviewing data sheets during supplier evaluation, noting what is missing proves as important as noting what is present. A sheet stating “Absorption: 5–6 g/g” without test method reference communicates less than one stating “Water Absorption Capacity (ISO 12625-8): 5.5 ± 0.5 g/g”. A sheet omitting moisture entirely may indicate that the supplier does not control it tightly—or simply that the information was not considered relevant to include.
Requesting clarification before shortlisting proceeds faster than discovering these gaps during trials or, worse, after production problems emerge.
Supplier Evaluation Following Specification Finalization
What to Compare Across Mills and Parent Roll Suppliers
Once the specification is normalized—target values, tolerance bands, named test methods, conditioning references—supplier evaluation can proceed on equal footing. Comparison then focuses on capability questions: Can this supplier hold these tolerances consistently? Do historical test data and process controls suggest sustained capability? What evidence supports the claims?
This differs fundamentally from comparing price lists. Price comparison gains meaning only when confidence exists that every supplier quotes against identical technical requirements. Absent technical parity, the most competitive quote may simply represent the most permissive interpretation of ambiguous requirements.
What Evidence to Request at RFQ Stage
At minimum, request recent test results for absorbency and moisture from representative production lots, confirmation of test methods used, conditioning protocols followed, and typical production tolerances maintained. When evaluating paper manufacturers, those unable to provide this data promptly signal something about their process control capability.
More specifically, the RFQ stage evidence request should seek recent test results tied to the requested specification fields, test method references for absorbency and moisture reporting that match the buyer’s stated requirements, clarification of standard production ranges versus buyer-defined limits, signals of lot consistency and sample timing, and enough supporting material to function as a compact supplier evidence pack rather than just a marketing data sheet.
For toilet tissue parent rolls specifically, additional useful requests might include basis weight tolerance data, ply bonding consistency documentation where applicable, and relevant quality management certifications. The objective is assembling a picture of process control, not merely collecting single-point measurements.
How to Separate Technical Fit from Price Comparison
Running technical evaluation first serves the process well. Filter to suppliers who can credibly meet the normalized specification. Only then compare commercial terms among the technically qualified shortlist.
This sequence prevents the common failure mode of awarding based on price, then discovering the low bidder cannot hold tolerances. It also provides negotiating leverage—comparing among capable suppliers means discussing price with confidence that any award will yield an acceptable product.
Four Common Mistakes That Distort Toilet Tissue Supplier Evaluation
Accepting supplier-native terminology. When buyers adopt supplier vocabulary instead of defining their own, specification control shifts. Terms like “standard quality” or “premium grade” mean whatever the supplier intends them to mean. Translating everything into measurable, test method-referenced values before comparison restores that control.
Comparing prices before technical normalization. A significant price gap between two quotes might represent real cost differences—or different interpretations of vague requirements. Price comparison without specification parity generates noise rather than signal.
Treating single lab results as full capability proof. One test report from one lot demonstrates nothing about ongoing production consistency. Requesting data from multiple batches, inquiring about process control mechanisms, and verifying that suppliers can replicate results over time builds a more complete picture.
Using broad “tissue paper” wording instead of toilet tissue-specific requirements. Tissue paper describes a category. Toilet tissue parent rolls represent a specific product with specific performance requirements. Generic language invites generic responses. Specifications explicitly naming toilet tissue, bathroom tissue, or toilet paper parent rolls communicate seriousness and reduce misinterpretation risk.
Implementation: Developing a Buyer-Owned Specification Framework
Build a Buyer-Owned Toilet Tissue Specification Sheet
The work described above produces one deliverable: a buyer-owned specification sheet defining absorbency targets, moisture windows, tolerance bands, test methods, conditioning references, and acceptance criteria. This document becomes the foundation for every RFQ, every supplier evaluation, and every incoming QA decision.
Owning this specification—rather than relying on supplier data sheets—shifts the evaluation dynamic. Suppliers respond to defined requirements rather than presenting capabilities for buyer interpretation. Quotes become comparable. Acceptance decisions become objective.
A tolerance band is what transforms a toilet tissue value into a usable sourcing control. A buyer-owned specification sheet proves stronger than supplier-owned vocabulary.
Strategic Sourcing and Network Discovery
With a locked specification in hand, supplier discovery becomes more productive. Rather than gathering quotes from any available source, filtering for suppliers whose capabilities align with technical requirements becomes possible.
The PaperIndex Academy provides additional resources on specification development, RFQ structuring, and supplier qualification methodology. When ready to connect with potential suppliers, converters can review toilet tissue mills, compare toilet tissue parent roll suppliers, use find suppliers for broader discovery, or submit your buying requirements directly after finalizing the toilet tissue specification sheet.
The sequence matters: normalize first, then source. Supplier evaluation built on clear, comparable specifications produces better outcomes than evaluation built on ambiguous requirements and optimistic assumptions.
Disclaimer:
This article is for educational purposes only. PaperIndex is a neutral, non-transactional B2B marketplace and does not buy or sell products, broker transactions, or provide market intelligence services.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.