
📌 Key Takeaways
Cobb value determines how fast water penetrates your paper surface, and that single property controls whether your flexo ink smears, your PSA tape peels cleanly, or your mailer survives humid distribution.
- Cobb Is a Balance Point, Not a Target: Lower Cobb (20–25 g/m²) protects against moisture but can block ink wetting and weaken tape bonds; higher Cobb (35–45 g/m²) speeds glue set and ink penetration but sacrifices water resistance—pick the band that matches your dominant risk.
- Method-Named Specs Eliminate Receiving Disputes: Writing “Cobb60: 28 ± 3 g/m² by ISO 535” instead of generic “water resistance” creates binary pass/fail decisions—either the certificate matches your stated method and range, or it doesn’t.
- Moisture Content Changes Everything Else: Paper at 9% moisture behaves differently than the same grade at 6%, even if both show identical Cobb values on their mill certificates—always check moisture first at receiving before testing other properties.
- Shop-Floor Checks Catch Mismatches Before Production: A 15-minute tape peel test showing clean adhesive lift instead of fiber tear signals incompatibility; a high-coverage flexo solid revealing surface picking means you need a higher-strength grade—these five-minute screens prevent multi-week disruptions.
- Three Properties Must Align: Cobb controls water uptake, surface roughness (PPS or Bendtsen) controls ink transfer and adhesive contact area, and surface strength (wax pick) prevents fiber lift—specifying only one creates specification gaps that suppliers fill with whatever meets the single stated requirement.
Prepared specs = predictable production performance and faster supplier qualification.
Procurement managers and packaging engineers sourcing kraft paper for mailers, wraps, or converting applications will find the framework here, preparing them for the detailed property bands and specification protocols that follow.
What Cobb Really Controls for Mailers & Wrap
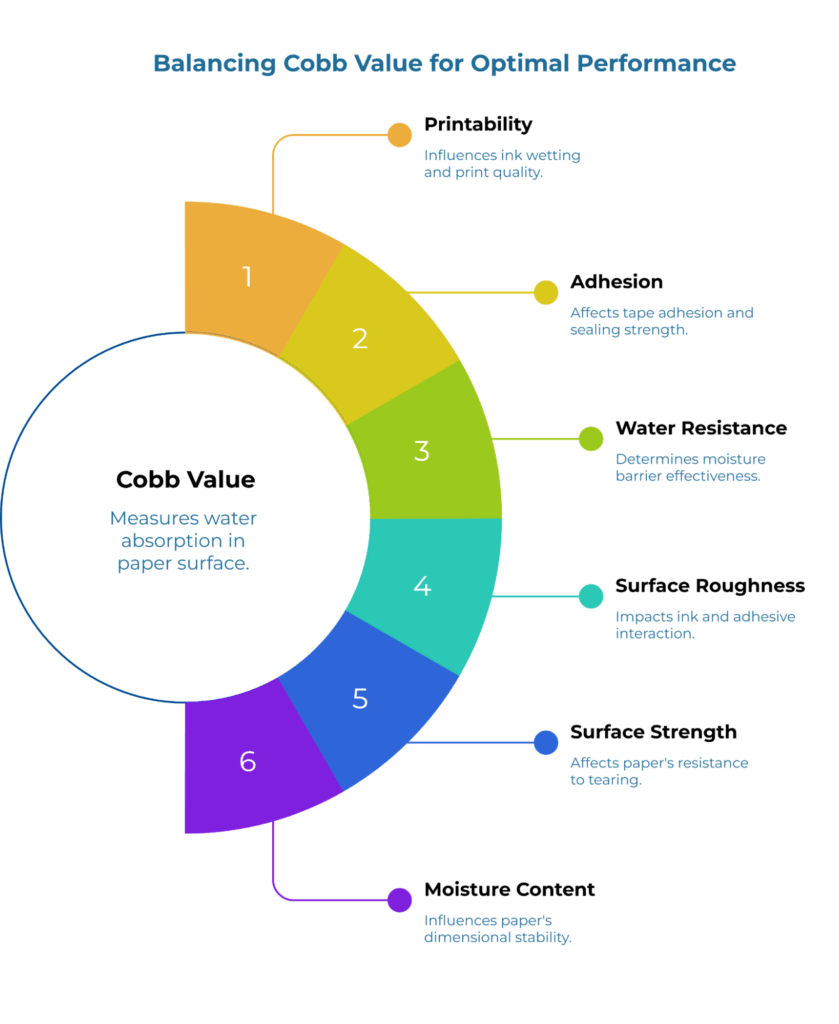
Cobb value (ISO 535) measures how much water a paper surface absorbs in 60 seconds—a property that directly influences both printability and adhesion performance on kraft mailers and wrap. Lower Cobb readings (heavier sizing) improve water resistance but can reduce ink wetting and adhesive bond strength. Higher Cobb readings allow better ink penetration and tape adhesion but sacrifice moisture barrier performance. The challenge isn’t finding the “perfect” Cobb number—it’s selecting a band that balances your printing method, sealing system, and end-use environment, then locking that choice with companion controls: surface roughness (ISO 8791-2 or ISO 8791-4), surface strength (TAPPI T 459 or IGT), and moisture content (ISO 287). This guide provides application-specific Cobb bands, explains the trade-offs, and shows how to write method-named RFQ specifications that move receiving from investigation to verification.
How Cobb (ISO 535) Relates to Printability and Adhesion
Consider a packaging operations manager who approved a new kraft mailer supplier based on competitive pricing and apparent spec alignment. The first production run arrived on schedule, but flexographic ink wouldn’t set properly—smearing during stacking—and the PSA tape used for final sealing showed inconsistent peel strength. The root cause wasn’t basis weight or burst strength; both met contract specifications. The issue was a Cobb value mismatch. The previous supplier’s grade ran at Cobb60 28–32 g/m², while the new source delivered 18–22 g/m². That 10-point shift changed surface behavior enough to disrupt two critical processes.
Cobb value represents short-term water uptake under standardized conditions. In ISO 535, a 100 cm² sample contacts water for exactly 60 seconds, then technicians blot and weigh the sheet to calculate grams of water absorbed per square meter. Most packaging specifications reference Cobb60, though Cobb120 exists for applications involving slow-setting cold glues where extended wet-out time matters. This single number predicts how the paper surface will interact with water-based inks, aqueous adhesives, and humid storage environments.
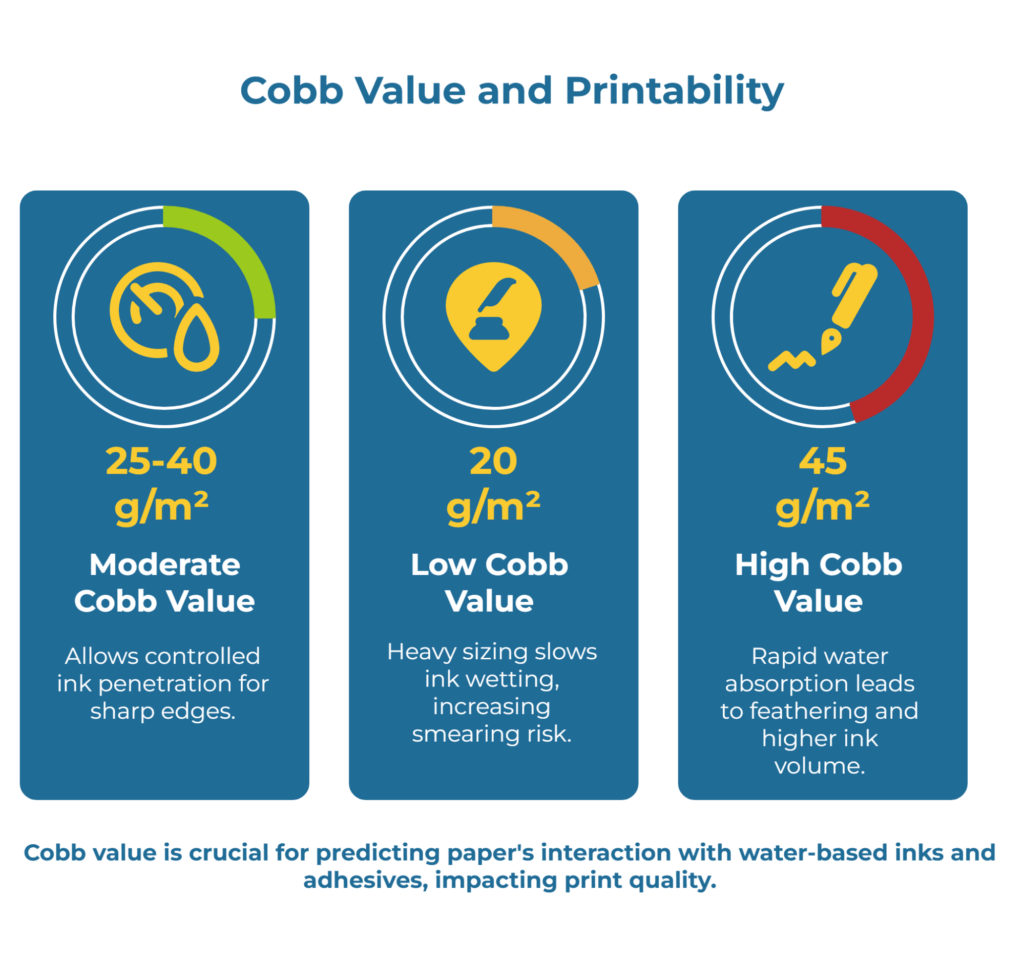
For printability, Cobb influences ink wetting and dot gain. Aqueous flexographic inks rely on water as the primary carrier. A surface with moderate Cobb (25–40 g/m²) allows controlled ink penetration, producing sharp edges and consistent color density. When Cobb drops below 20 g/m², heavy sizing can create a barrier that slows ink wetting. Ink sits on the surface longer, increasing the risk of smearing before it sets and potentially causing poor adhesion between ink and fiber. Conversely, when Cobb exceeds 45 g/m², rapid water absorption can lead to feathering—ink spreading beyond the printed image—and requires higher ink volume to achieve target color intensity.
The Hercules Size Test (TAPPI T 530) complements Cobb measurements when water-based ink strike-through becomes a concern, offering an additional perspective on how sizing chemistry affects penetration resistance under different conditions.
For adhesion, the relationship depends on adhesive chemistry. Pressure-sensitive adhesives (PSA) and hot-melt systems bond to the paper surface rather than penetrating deeply into the fiber structure. A lower Cobb value (heavier sizing) can reduce the mechanical interlocking that contributes to bond strength, particularly if the sizing chemistry creates a waxy or release-like surface. Water-based adhesives, common in glue-seam applications, need moderate Cobb values (30–45 g/m²) to achieve controlled penetration without over-wetting that causes dimensional instability or edge curl.
The interplay becomes more complex when humidity enters the equation. Kraft paper equilibrates with ambient moisture, and ISO 287 specifies testing at 23 °C and 50% relative humidity. A grade with Cobb60 of 25 g/m² tested at standard conditions may behave differently at 70% RH, where the paper picks up atmospheric moisture and surface energy changes. This is why moisture content—typically targeted at 6.0–8.0% by ISO 287, though some operations use tighter 5–7% windows—must be specified alongside Cobb in any serious procurement document.
Surface roughness adds another dimension. Two grades can share the same Cobb value but deliver different printing and adhesion results if their surface topographies differ. Bendtsen roughness (ISO 8791-2) measures air flow across the surface, while Parker Print-Surf (PPS, ISO 8791-4) uses a different pressure regime and is particularly useful for smoother, calendered faces. Both correlate with ink transfer efficiency and adhesive contact area, but neither tells the complete story without Cobb data.
Surface strength—measured by methods like Dennison wax pick (TAPPI T 459) or IGT pick test—determines whether the paper surface will remain intact during printing or adhesive removal. A well-sized sheet with appropriate Cobb might still fail if surface fibers lift during the first pass of a flexo plate or when tape is peeled. That’s why the practical approach treats Cobb as one coordinate in a multi-property matrix rather than a standalone target.
Practical Cobb Bands for Common Use Cases
The table below maps Cobb60 bands to five common mailer and wrap applications, showing typical printing methods, sealing systems, and the trade-offs each band introduces. Treat these bands as starting points; actual targets will shift based on basis weight, sizing chemistry, and the specific ink or adhesive formulation you select.
| Application | Typical Printing | Sealing/Adhesion | Starting Cobb60 Band (g/m²) | Notes (Trade-offs) |
| E-commerce paper mailers (uncoated) | Flexo, 1–2 colors | Self-seal hot-melt or PSA tape | 20–35 | Balanced wetting for aqueous inks and fiber-tear; check surface strength to avoid picking. |
| Brandable gift/retail wrap | Flexo/high coverage patterns | Paper-friendly tape or glue seams | 25–40 | Faster ink set; manage dot gain and ink usage. |
| Industrial wrap (humidity exposure) | Minimal print | Hot-melt tape, strapping interfaces | 20–30 | Lower Cobb improves water resistance; may need higher-tack PSA or primer. |
| High water-resistance targets (barrier papers) | Logo stamp only | Specialty PSA/double-sided tape | ≤20 | Heavier sizing can reduce wetting; confirm dyne level & adhesive compatibility. |
| Economy wrap (short dwell, light graphics) | Low coverage | Generic water-based glue/tape | 35–50 | Easy wetting; expect more feathering and lower water resistance. |
Cautions:
- Treat bands as starting points; actual targets vary by basis weight, sizing chemistry, ink/adhesive system.
- Always pair Cobb with surface strength, roughness, and moisture targets.
E-commerce mailers occupy the middle ground. Brands want enough printability for logo and messaging (often one or two flexo colors) while maintaining adequate water resistance for outdoor mailbox exposure and sufficient adhesion for self-seal strips or reinforcing tape. The 20–35 g/m² band accommodates most aqueous flexo systems without excessive dot gain, and it provides enough surface energy for hot-melt and acrylic PSA tapes to develop working bond strength. The upper end of this band (30–35 g/m²) favors printability, while the lower end (20–25 g/m²) tilts toward moisture protection.
Gift and retail wrap shifts the priority toward print quality. High-coverage patterns and multi-color designs demand controlled ink spread and fast set times to support high-speed converting lines. The 25–40 g/m² band allows aqueous inks to wet the surface quickly, reducing smear risk, but buyers must monitor dot gain—the tendency for printed dots to expand as ink penetrates. Higher Cobb values within this band (35–40 g/m²) can require ink formulation adjustments or anilox roll changes to maintain color consistency.
Industrial wrap applications—pallet overwrap, construction material bundling, equipment protection during shipping—prioritize moisture barrier performance over aesthetics. Print requirements are minimal, often just a logo stamp or compliance marking. The 20–30 g/m² band provides meaningful water resistance, but this heavier sizing can complicate tape adhesion. Hot-melt tapes generally perform well because their bond relies more on mechanical interlocking and cooling rather than surface wetting. Acrylic PSA tapes may require surface treatment or higher initial tack formulations to compensate for reduced wetting.
Barrier papers with Cobb values at or below 20 g/m² serve applications where water exposure is expected and performance consequences are high—think moisture-sensitive product liners or interleaving in metal coil packaging. The heavy sizing that delivers this performance also creates challenges for printing and adhesion. Direct printing often requires solvent-based or UV-curable inks that don’t rely on water penetration. Adhesive selection becomes critical; standard PSA formulations may not develop sufficient bond strength, and buyers should verify dyne level (surface energy) and run lab-scale peel tests with the actual adhesive system before scaling to production.
Economy wrap applications accept trade-offs in exchange for cost efficiency. The 35–50 g/m² band allows easy wetting, which simplifies printing with lower-grade inks and supports generic water-based adhesives. The downsides are predictable: increased feathering if print coverage is high, faster moisture pickup in humid conditions, and potentially lower burst strength if the base furnish is also compromised. This band works for short-life applications—seasonal decorative wrap, internal bundling, temporary protective sheeting—where performance requirements are forgiving.
Choosing Inks & Adhesives That Match the Band
Once you’ve identified the appropriate Cobb band for your application, ink and adhesive selection becomes the mechanism that either validates or invalidates that choice. Aqueous flexographic inks—the dominant system for uncoated kraft—perform best when Cobb values fall between 25 and 40 g/m². Within this range, water-based carriers penetrate at a controlled rate, allowing pigments to deposit evenly while the vehicle absorbs into the fiber structure. Below 25 g/m², you may observe longer tack times and surface smearing unless you adjust ink viscosity or introduce wetting agents. Above 40 g/m², rapid absorption can cause color wash-out, requiring higher ink lay-down to achieve target optical density.
Solvent-based and UV-curable inks operate differently. They don’t rely on water penetration, so they tolerate lower Cobb values more gracefully. If your application demands Cobb60 below 20 g/m² for moisture resistance, switching to a UV flexo or screen-print system can maintain print quality. The trade-off is cost—UV inks and curing equipment represent significant capital and consumable expenses—and potential complications with downstream converting if the cured ink film is too brittle.
Machine-glazed kraft grades offer a practical path when you need a smooth print surface on uncoated stock. The MG side delivers lower PPS or Bendtsen roughness values naturally, improving halftone reproduction and small text legibility without requiring coating or heavy calendering.
Adhesive systems follow similar logic but introduce more variables. Pressure-sensitive adhesives bond through van der Waals forces and mechanical interlocking at the adhesive-substrate interface. Natural rubber PSAs are aggressive and work across a wide Cobb range, but they can show poor aging and may leave residue on heavily sized surfaces. Acrylic PSAs offer better aging and cleaner removal, but they require higher surface energy (typically ≥38 dynes/cm) to wet out properly. If your selected Cobb band includes heavy sizing that reduces surface energy below 36 dynes/cm, acrylic PSA performance may suffer unless you apply corona treatment or a primer coat.
Hot-melt adhesives, common in carton sealing and mailer flap closure, bond through mechanical interlocking as the molten polymer cools and solidifies. They’re less sensitive to surface chemistry than PSA systems, making them suitable for lower Cobb grades (20–30 g/m²). The primary concern is heat tolerance of the substrate; kraft papers with high lignin content can darken or embrittle when exposed to application temperatures above 180 °C. Verify your supplier’s grade can handle the specific hot-melt system and application temperature.
Water-based adhesives—glues, starch pastes, dextrin formulations—need moderate to high Cobb values (30–50 g/m²) to achieve penetration and mechanical bond. They’re inexpensive and safe to handle, but they introduce dimensional change as water enters the paper structure. For glued-seam wrap applications, this can cause edge wave or curl if one side of the sheet absorbs more moisture than the other. Controlling moisture pickup through Cobb selection and maintaining balanced humidity during adhesive cure minimizes this risk.
The practical workflow is to run benchtop compatibility tests once you’ve shortlisted grades within your target Cobb band. For printing, request sample rolls and run them through your flexo press or print trials at your converter’s facility. Measure dot gain with a densitometer, check drying time, and evaluate rub resistance after cure. For adhesion, conduct 180° peel tests using the actual tape or glue system, aged at application-relevant temperatures (23 °C for indoor use, 40 °C if the package will see summer warehouse conditions). These tests take a few hours but prevent the multi-week disruptions that follow specification mismatches.
RFQ Fields: Method-Named Tolerances That Prevent Debate
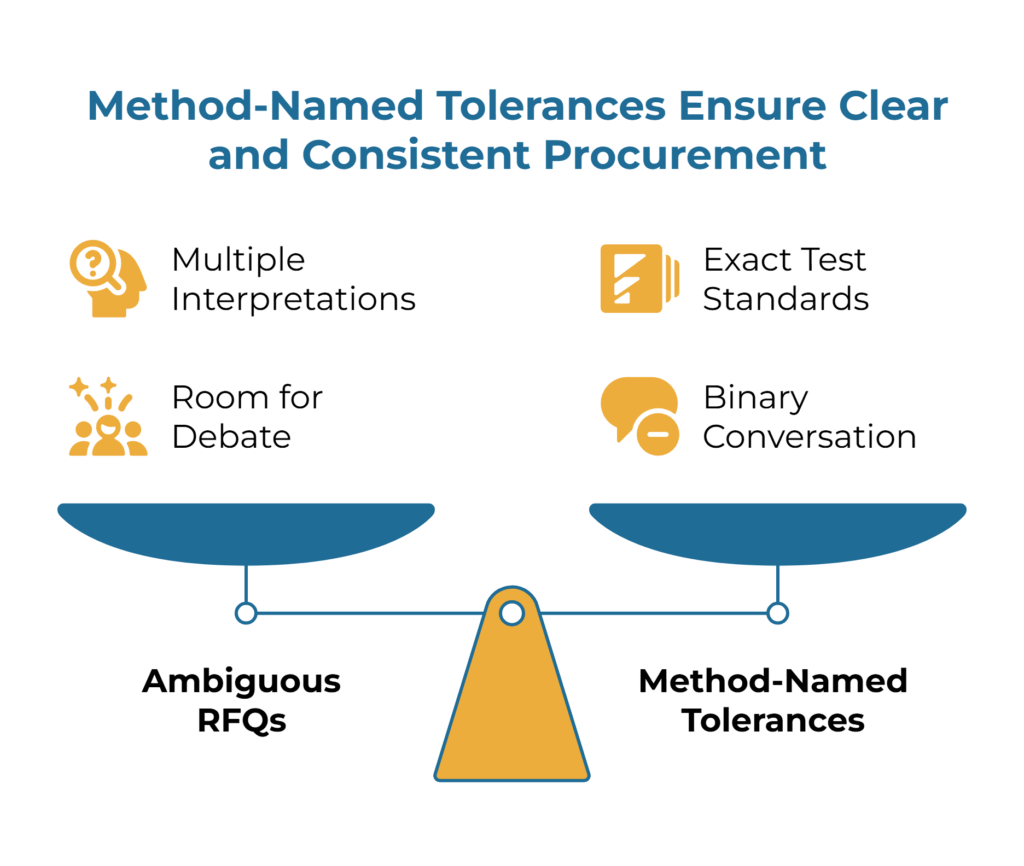
The most common failure mode in kraft paper procurement isn’t selecting the wrong Cobb band—it’s writing RFQs that allow multiple interpretations of what “specification compliant” means. Method-named tolerances eliminate this ambiguity by specifying the exact test standard, units, and acceptance window for every critical property. When receiving a shipment against an RFQ that states “Cobb60: 28 ± 3 g/m² by ISO 535,” the conversation is binary: either the lab report shows 25–31 g/m² using ISO 535, or it doesn’t. There’s no room for debate about whether TAPPI T 441 (an older, less common Cobb method) is equivalent, or whether testing at 30 seconds instead of 60 seconds “should be close enough.”
Your RFQ should include these method-named fields as a minimum:
Basis weight target + tolerance (ISO 536 or TAPPI T 410)
Specify both the nominal target and the acceptance window. Example: “80 ± 3 g/m² by ISO 536.”
Moisture 6.0–8.0% @ 23 °C/50% RH (ISO 287) with tolerance
Moisture content affects every downstream property. Request results at standard conditioning and specify the climate chamber conditions. Operations requiring tighter control may specify 5–7%.
Cobb60 target band (ISO 535) with g/m² and tolerance
State the band center and width. Example: “Cobb60: 30 ± 5 g/m² by ISO 535.”
Surface roughness: Bendtsen (ISO 8791-2) or PPS (ISO 8791-4)—specify max & method
Choose one method and specify the maximum acceptable value. For standard mailers targeting clean print, specify “PPS ≤ 4.5 μm by ISO 8791-4 at 10 kPa.” For label-ready applications requiring sharp barcodes, tighten to “PPS ≤ 3.5 μm.”
Surface strength: Dennison (TAPPI T 459) or IGT—specify min & method
Pick resistance is critical for print applications. Example: “Dennison wax pick ≥ 12A by TAPPI T 459.” Match the wax number to your ink system’s tack level.
Printing + ink system (e.g., aqueous flexo); adhesive type (PSA/hot-melt/water-based)
Describe the actual systems you’ll use. This context helps suppliers confirm compatibility.
Packaging/conditioning & test climate reference for all results
Require suppliers to state how samples were stored and tested. Standard is 23 °C / 50% RH per ISO 187.
After the checklist, refer to these resources for deeper guidance on writing RFQs that reduce post-award friction:
Kraft Paper RFQ Fields That Change the Quote
Method-named RFQs transform receiving from an investigative exercise into a verification checkpoint. When a shipment arrives with certificate-of-analysis values outside your stated windows, you have clear grounds for rejection or price adjustment. When values fall within spec, acceptance happens without negotiation or delay. This approach doesn’t eliminate supplier performance issues, but it concentrates disputes on verifiable facts rather than subjective interpretations.
Approval Workflow: Sample → Evidence Pack → Receiving Checks
Translating Cobb bands and RFQ specifications into actual supply relationships requires a structured approval workflow. The three-step process below balances risk reduction with procurement speed.
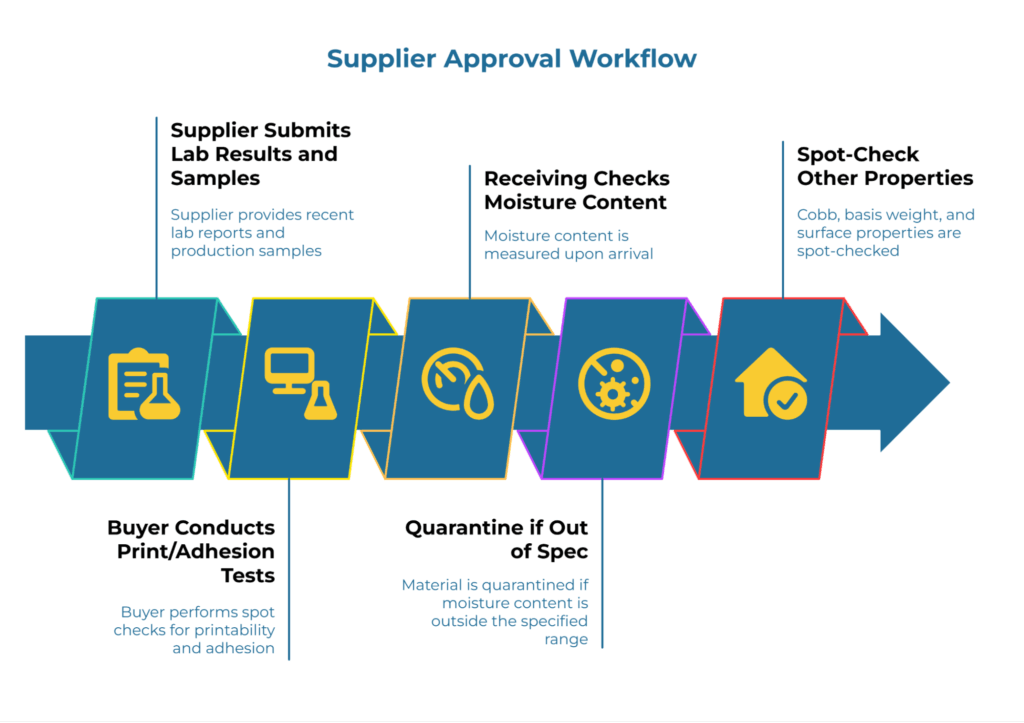
Step 1: Supplier submits recent method-named lab results + two production samples.
Request lab reports dated within the last 90 days showing all specified properties tested by the exact methods in your RFQ. Two samples should come from separate production lots to demonstrate consistency. If a supplier can only provide one sample or offers older test data, that’s a signal to proceed cautiously—either the mill doesn’t maintain testing discipline, or it’s running intermittently and consistency may be poor.
Step 2: Buyer runs print/adhesion spot checks (flexo strip, 180° peel, rub/offset).
Internal trials don’t require full production runs. A flexo strip test on a benchtop proofer or a short run at your converter confirms ink behavior. For adhesion, apply the actual tape or glue system to the sample, let it dwell for 24 hours at application temperature, then run 180° peel tests per ASTM D3330. Check for fiber tear (good—indicates strong bond) versus clean release (bad—indicates weak bond). Rub tests with a dry cloth or offset tests with another sheet detect incomplete ink cure or excessive tack.
Step 3: Receiving checks moisture first; quarantine if out of spec.
When the first commercial shipment arrives, measure moisture content (ISO 287) before testing other properties. Paper equilibrates with ambient humidity, and if receiving conditions differ significantly from testing conditions, you may see Cobb drift even if the mill shipped in-spec material. Moisture content outside 6.0–8.0% warrants quarantine and reconditioning before use. After moisture checks clear, spot-check Cobb, basis weight, and surface properties on a random sample per ISO 186 guidance. This three-step workflow ensures that the grade you qualified is the grade you receive.
For more detailed frameworks on supplier qualification and audit processes, see how to interpret lab test reports.
Quick Screening Checks Between Lab and Production
Lab testing delivers precision, but shop-floor screening checks keep incoming stock and trial runs on track without waiting days for external reports. These five methods correlate with formal test results and help catch obvious mismatches early.
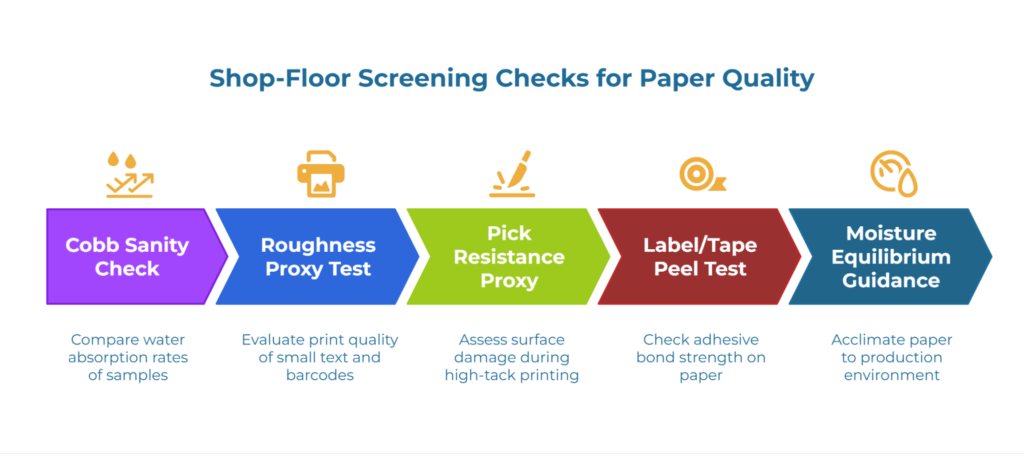
Cobb sanity check (ISO 535 context)
Place equal-sized water drops on your candidate grade and a known reference sample. Time how long each takes to fully wet out. Faster absorption generally indicates higher Cobb (more absorbent surface). This won’t give you a number, but it provides relative comparison when samples arrive without recent lab data. Confirm borderline cases in the lab.
Roughness proxy: 5–7 point text and 2D barcode test (ISO 8791 context)
Print small text (5–7 pt size) and a standard 2D barcode on both sides of the sheet using your production flexo setup. Compare edge acuity and solid density. The side with sharper edges and darker solids correlates with lower PPS or Bendtsen values—that’s your print face. This simple test helps identify which side to specify as outward-facing when machine-glazed grades arrive with asymmetric properties.
Pick resistance proxy: high-coverage solid (TAPPI T 459 context)
Run a full-coverage solid patch with your highest-tack ink at production speed. Look for fiber lift, coating pull, or “picking” marks in the printed area. Surface damage suggests insufficient strength for that ink system. Your options: reduce ink tack, slow press speed, or choose a higher-pick grade. This catches mismatches before you commit to a full production run.
Label/tape peel: 15-minute dwell test
Apply your production PSA tape or label using consistent pressure (hand roller or production applicator). Let it dwell for 15 minutes at room temperature, then peel at 180° angle. On uncoated kraft, look for cohesive fiber tear—small fibers pulled from the substrate indicate good mechanical bond. Clean adhesive lift with no fiber damage suggests the surface is too tight or too heavily sized for that adhesive chemistry. This quick check validates adhesive compatibility before warehouse-scale labeling begins.
Moisture equilibrium guidance (ISO 287 context)
Acclimate incoming reams in your production environment for 24–48 hours before press or gluing, especially during seasonal humidity swings. Unequilibrated paper can curl, mis-register, or show dimensional instability during adhesive cure. This practice is particularly important when receiving shipments that traveled through different climate zones or were stored in uncontrolled warehouse conditions.
These checks don’t replace formal lab testing—they supplement it by catching obvious problems at receiving or during trial setup. Use them to flag samples for deeper analysis rather than as acceptance criteria.
FAQ: Bands vs Basis Weight, Coated vs Uncoated, Humidity Effects
What Cobb60 range is best for aqueous flexo on uncoated mailers?
For single- or two-color flexo printing on uncoated kraft mailers, target Cobb60 between 25 and 35 g/m². This band allows aqueous inks to wet the surface without excessive feathering while maintaining enough moisture resistance for typical postal handling. If your design includes high-coverage solids or fine line work, bias toward the lower end (25–28 g/m²). For simple logos or text, the upper end (32–35 g/m²) may provide more forgiving print conditions.
How do moisture (ISO 287) and Cobb interact for tape adhesion?
Moisture content and Cobb are related but distinct. Moisture measures total water in the sheet, while Cobb measures surface uptake rate. A sheet can be at 7.0% moisture (ISO 287) but still show Cobb60 of 20 g/m² if it’s heavily sized, or 45 g/m² if it’s lightly sized. For tape adhesion, both matter. High moisture content (above 8.0%) softens the fiber structure and can reduce dimensional stability, causing tape to lift at the edges as the paper relaxes. Low Cobb (heavy sizing) reduces surface energy, which can limit PSA wetting. Controlling both—moisture at 6.0–8.0%, Cobb in your application band—provides the most consistent adhesion performance.
Which adhesives work better on low-Cobb (≤20) barrier papers?
Hot-melt adhesives and specialty high-tack PSA formulations handle low-Cobb substrates most reliably. Hot-melts bond through mechanical interlocking as they cool, so they’re less sensitive to surface energy limitations caused by heavy sizing. If you need PSA performance, look for rubber-based or hybrid formulations rated for low-energy surfaces (≥36 dynes/cm), or apply corona treatment to the paper surface before lamination. Standard acrylic PSAs often underperform on Cobb60 below 20 g/m² unless the sizing chemistry is specifically designed to maintain surface energy.
Bendtsen vs PPS: which roughness method should I specify?
Bendtsen (ISO 8791-2) and PPS (ISO 8791-4) measure surface roughness under different pressure regimes and will not yield identical numerical results. Bendtsen is more widely used for packaging grades and provides data across a broader roughness range, making it the safer choice if you’re unsure which your suppliers are equipped to run. PPS correlates more tightly with print quality at low roughness levels and is particularly useful for calendered or machine-glazed faces, so it’s preferred for high-end printing applications requiring sharp barcodes or fine halftones. Whichever method you choose, specify it by name in your RFQ and use the same method for all competitive quotes to ensure comparability. Avoid writing specs like “roughness ≤ 250” without naming the test—you’ll receive incomparable data.
How do I write method-named tolerances to avoid receiving debates?
State the property, the target or target range, the tolerance, the test method, and the test conditions in a single line. Example: “Cobb60: 28 ± 3 g/m² by ISO 535 at 23 °C / 50% RH per ISO 187 conditioning.” This format eliminates ambiguity. Receiving personnel can compare the certificate of analysis directly to the RFQ line item. If the certificate shows a different method (e.g., TAPPI T 441 instead of ISO 535), the material is non-conforming regardless of the numerical value, because the test protocols differ and results are not interchangeable.
Where do IGT tests fit in kraft paper evaluation?
IGT printability testers characterize pick resistance, set-off, and ink-paper interaction at controlled speeds and pressures. They’re primarily used by mills and labs for comparative R&D and troubleshooting when production issues arise. If you’re experiencing picking problems or ink transfer inconsistencies that wax-pick tests don’t fully explain, requesting IGT data from your supplier can help isolate whether the issue stems from surface strength variation, ink tack mismatch, or press speed limits.
Get Started with Spec-True Sourcing
Cobb value acts as a practical GPS coordinate for matching kraft paper properties to mailer and wrap applications—but only when paired with surface roughness, surface strength, and moisture controls. Use the application bands in this guide as starting points, then lock your selection with method-named RFQ specifications that move receiving from debate to verification. Structured approval workflows—sample evaluation, evidence packs, and moisture-first receiving checks—ensure the grade you qualified is the grade you use in production.
Ready to connect with suppliers who can deliver method-verified grades? Browse kraft paper suppliers, submit your RFQ to receive quotes from mills and converters who understand test-method-led procurement. Explore more technical guides at PaperIndex Academy.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.