
📌 Key Takeaways
Corrugated box storage problems usually start because no one defines who owns which part of the process — not because teams lack skill.
- Assign Ownership Before Delivery: Procurement, warehouse, and quality each need clear roles so no one assumes someone else is watching the boxes.
- Turn Supplier Instructions Into Floor Rules: Storage guidance buried in procurement folders never helps warehouse staff — convert it into simple, posted rules before the first shipment arrives.
- Don’t Trust Date Alone for Rotation: A newer pallet stored near a leaky dock can degrade faster than an older one kept in a dry zone — check condition, not just age.
- List Triggers Warehouse Staff Can Spot: Wet stains, soft panels, crushed corners, and broken wrap should prompt immediate isolation and a quality review — no guesswork needed.
- Close the Loop With Procurement: A simple issue log with photos, lot numbers, and quality decisions turns repeated storage problems into better supplier conversations and smarter reorders.
Defined roles + condition checks + a shared issue log = boxes that actually perform on the packing line.
Packaging, warehouse, and quality teams managing corrugated box inventory will find a ready-to-use responsibility framework here, guiding them into the detailed SOP controls that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
While manufacturing defects can occur during production, many corrugated box problems surface in the gap between the team that ordered the boxes, the team that stored them, and the team responsible for deciding whether those boxes are still fit for use.
Boxes arrive in acceptable condition, pass a brief receiving check, and go into storage. Weeks later, they reach the packing line with waviness, soft panels, or crushed edges — and nobody can say whether the issue traces back to the supplier, the warehouse, or handling. A corrugated box storage SOP addresses this by giving packaging, warehouse, and quality teams a shared operating routine that defines clear functional ownership, establishing condition-based quality holds, and feeding operational data back into procurement and supplier reviews.
SOP Control Areas
A practical storage SOP covers more than environmental conditions. It should define connected controls across the full storage lifecycle of corrugated boxes:
- Supplier storage instructions captured and converted into warehouse-ready rules
- Receiving checks documented before putaway
- Storage zone expectations covering moisture exposure, floor contact, and stacking
- Stock rotation driven by both date and observable condition
- Inspection triggers that tell warehouse staff when to escalate
- Hold and release authority assigned to quality teams
- Issue logging with enough detail for internal review and supplier conversations
- Corrective feedback connecting storage findings to future purchasing decisions
The SOP should avoid unsupported numeric limits. Specific environmental thresholds, structural load limits, and maximum dwell times must derive directly from supplier specifications or established technical baselines rather than generalized assumptions. Where supplier instructions are absent, the SOP should flag that gap rather than fill it with invented rules.
Any environmental threshold, stacking limit, or storage duration written into the SOP should reference the supplier’s technical documentation or a recognized standard — such as those published by TAPPI, ISO, ISTA for packaged-product distribution testing, or FEFCO for corrugated packaging technical context. These references should support technical criteria only when directly relevant, not create universal storage rules on their own.
Define Role Ownership Before Boxes Arrive
Many corrugated box storage failures stem not just from a lack of knowledge, but from undefined ownership. Packaging or procurement negotiates specifications, warehouse handles physical stock, and quality gets called in after something goes wrong. Each team may assume someone else is watching — and that assumption is where the process breaks down.
The SOP should establish three ownership lanes before any boxes arrive.
| Functional Unit | Primary Responsibility | Cross-Functional Information Flow |
| Packaging / Procurement | Supplier storage instructions, box specifications, expected use case, ordering pattern | Storage guidance documents, lot details, supplier technical sheets |
| Warehouse | Receiving condition checks, storage location, handling, rotation, visible condition monitoring | Damage notes, photographs, exposure concerns, stock status updates |
| Quality | Inspection criteria, hold/release decisions, complaint evidence, corrective action logic | Approved/rejected status, recurring issue patterns, supplier feedback needs |
Ownership does not mean isolation. The SOP only works when information moves between teams. Packaging shares supplier guidance so the warehouse knows what to watch for. Warehouses share condition observations so quality can make informed decisions. Quality shares recurring patterns so procurement can adjust specifications or reorder quantities.
This matrix matters because the buyer of the boxes is often not the person storing or using them. Procurement may focus on order details and supplier documents. Warehouse teams see the physical condition. Quality teams judge whether a condition affects use. The SOP should connect all three views.
Role-Based SOP Responsibility Matrix
| Operational Area | Packaging / Procurement | Warehouse / Receiving | Quality Assurance | Escalation Threshold |
| Supplier instructions | Capture and distribute storage guidance | Follow posted storage rules | Verify instructions match box grade and use case | Missing or unclear instructions |
| Receiving checks | Provide expected condition standards | Document visible damage, wetness, pallet condition | Define acceptance criteria | Visible damage or exposure at dock |
| Storage placement | Specify sensitivity or stacking cautions | Assign zone, control floor contact, manage exposure | Audit storage compliance periodically | Environmental exposure or misplacement |
| Stock rotation | Communicate expected turnover | Rotate by date and condition; flag slow-moving stock | Review condition of flagged stock | Stock exceeds expected dwell time or shows condition change |
| Inspection and hold | Provide specification references | Isolate, photograph, label, and notify quality | Decide: release, restricted use, or rejection | Any condition trigger observed by warehouse |
| Issue log and feedback | Receive quality findings; adjust future orders | Log issues with dates, locations, photos, suspected causes | Analyze recurring patterns; recommend corrective actions | Recurring issue or supplier-linked pattern |
Turn Supplier Storage Instructions Into Warehouse-Usable Rules
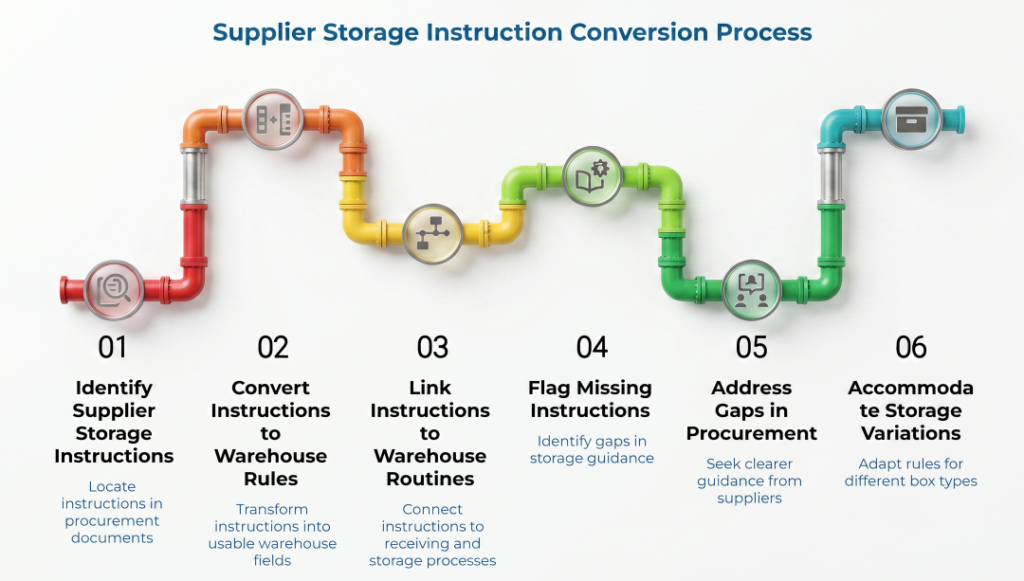
Supplier storage instructions often sit in a procurement folder or buried inside a technical data sheet that warehouse teams have never seen. The instructions may exist — they just never reach the warehouse floor in a usable form.
The SOP should require packaging or procurement to convert supplier notes into warehouse-ready fields before the first delivery arrives: keep-off-floor requirements, expected wrapping condition, stacking guidance, exposure triggers, and lot identification rules. If corrugated box suppliers provide technical sheets or handling instructions, those documents should be linked to receiving and storage routines.
Where instructions are absent or vague — particularly when buying corrugated boxes for humid storage conditions — the SOP should flag that as a buying-process gap. A missing storage instruction is a procurement issue, not a warehouse failure. Future supplier conversations can then ask for clearer guidance on storage, palletization, labeling, handling, and lot traceability.
When teams work with multiple corrugated box suppliers, storage requirements can vary by box grade, flute profile, and intended use. The SOP should accommodate that variation rather than applying a single set of rules across every SKU.
Build Receiving and Storage Handoffs Into One Flow
Receiving and storage are often treated as separate steps, but the SOP should connect them into a single handoff. The SOP should require documentation of visible damage, wetness, staining, waviness, crushed edges, broken wrap, and pallet condition at the dock — checks that align with a practical protocol for verifying corrugated box quality at the dock. Each delivery should leave receiving with a status: approved for storage, conditional hold for inspection, restricted application, or formal rejection. Warehouse teams should not be forced to make quality judgments without defined criteria.
A practical dock-level moisture assessment must cover specific evaluation steps before boxes move into storage.
Storage status should be assigned before stock enters normal use:
| Status | Meaning | Next Step |
| Ready for use | No visible concern under the receiving check | Store in the assigned zone and rotate normally |
| Hold for quality review | Visible concern or unclear exposure history | Isolate, label, photograph, log, and notify quality |
| Restricted use | Quality permits limited use for defined applications | Mark clearly and prevent accidental general use |
| Escalate | Condition may require supplier, transport, handling, or internal review | Preserve evidence and assign an action owner |
Control Storage Zones Without Overcomplicating the Warehouse
Properly defined corrugated box storage zones help teams separate ready stock from questionable stock. They also reduce repeated handling, which can create damage even when boxes originally arrived in acceptable condition. A practical SOP can define a small number of zones without requiring a warehouse redesign.
| Zone | Purpose | Control Needed |
| Ready-for-use zone | Stock cleared for normal picking | Lot label visible, wrap intact, normal rotation |
| Recently received zone | Stock awaiting putaway or final status | Receiving check completed before movement |
| Hold-for-quality-review zone | Stock with visible concern or uncertain condition | Clear hold label, no use until quality decision |
| Restricted-use zone | Stock approved only for defined uses | Use limitation visible to warehouse and production teams |
| Exposure-concern zone | Stock needing review because of location, handling, or wrap damage | Photo, issue log, and quality notification |
The SOP should reflect real warehouse conditions. Some SKUs move quickly. Others sit longer. Space may be limited. Mixed pallets and unclear labels can appear during busy periods. The control should be simple enough to use under receiving pressure, but strict enough that questionable stock does not disappear into normal inventory.
Use Stock Rotation Plus Condition Checks, Not Date Alone
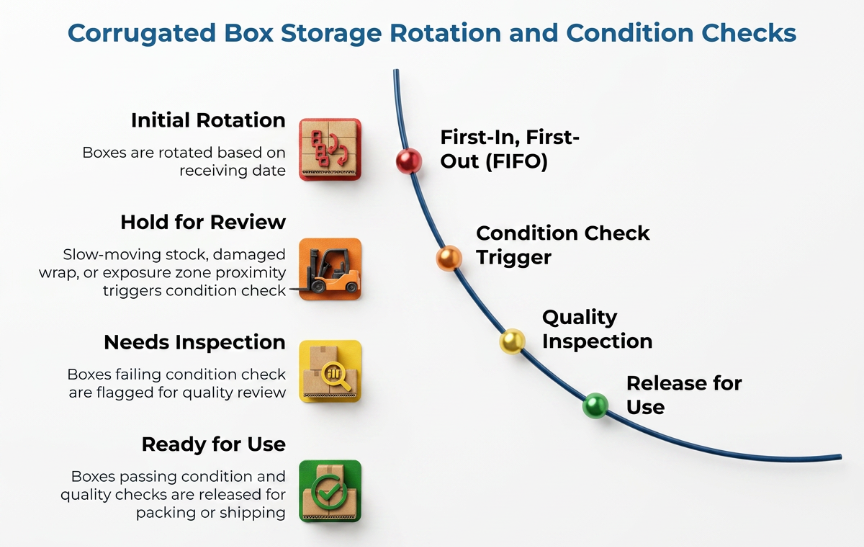
First-In, First-Out (FIFO) is a reasonable starting point, but not sufficient on its own for corrugated box storage. Corrugated board is a cellulose-based material whose structural properties can change depending on storage conditions, not just time — meaning boxes may look usable in storage but fail during packing or shipping.
The SOP should define what makes stock “ready for use,” “hold for review,” or “needs quality inspection” based on both age and observable condition. Slow-moving stock, pallets with damaged wrap, and boxes near known exposure zones should trigger a condition check before use regardless of receiving date.
For example, a new delivery stored near a high-traffic dock may experience rapid moisture degradation, while an older lot in a protected interior zone remains structurally stable. Condition-aware rotation prioritizes the compromised lot regardless of the delivery receipt date.
Avoid fixed shelf-life language unless supplier documents or approved internal standards support it. For many teams, the better rule is: rotate by date, then confirm conditions before release.
Set Inspection Triggers That Warehouse Teams Can Recognize
Inspection triggers need to be specific enough for warehouse staff to act on without interpreting technical standards. Observable conditions that should prompt action include wet or stained pallets, visible waviness or soft panels, crushed corners, broken strapping or torn wrap, pest or mold evidence, unclear lot identity, mixed pallets, repeated handling damage, and any mismatch between supplier instructions and actual storage condition.
When any trigger is observed, the SOP should define a clear sequence:
Observe issue → Isolate stock → Label status → Photograph condition → Log issue → Notify quality → Quality decides: release, restriction, reinspection, supplier feedback, or disposal
Quality then owns the decision. Acceptance or rejection criteria should come from the organization’s quality standards and the supplier’s technical documentation, not informal judgment. Without that support, the SOP should use “hold for quality review” rather than universal rejection rules.
Keep the Issue Log Simple Enough to Use
An issue log only works if staff can fill it out quickly and consistently. Neutral, condition-based language matters here — “torn outer wrap” or “visible damp staining” is more useful than blame-oriented wording. The SOP should define a minimal set of fields:
| Field | Why It Matters |
| Date | Shows when the issue was found |
| SKU or box style | Identifies the affected stock |
| Supplier or lot reference | Supports traceability |
| Quantity affected | Separates isolated issues from wider concerns |
| Storage location | Helps identify zone-related patterns |
| Visible issue | Records the inspection trigger |
| Photo reference | Preserves condition evidence |
| Suspected exposure or handling event | Adds context without assigning blame |
| Immediate action taken | Shows whether stock was isolated, moved, or labeled |
| Quality decision | Records release, restriction, reinspection, or escalation |
| Supplier feedback needed | Flags whether procurement should follow up |
| Corrective action owner | Prevents unresolved repeat issues |
The log does not need to replace a full quality management system. It needs to capture enough so that when the same issue reappears, the team can identify the pattern instead of treating it as new.
Close the Loop With Corrective Actions and Reorder Feedback
Storage findings lose their value if they remain in the warehouse. Recurring holds tied to a specific supplier, box grade, or delivery route should reach procurement — leading to updated storage instructions, different palletization requirements, or adjusted reorder quantities. Quality trends should also inform internal changes; the corrective action may not always point to the supplier.
If the same storage zone appears repeatedly in issue logs, warehouse teams may need to change putaway rules. If the same box style needs review often, packaging and quality may need to revisit specifications or supplier documents — a pattern that often signals deeper corrugated box procurement strategy risks. If reorder quantities exceed what the warehouse can protect, procurement may need to calculate true box usage and align ordering rhythm with storage capacity and turnover.
Supplier feedback should stay evidence-led. The strongest conversations are based on lot references, photos, delivery condition, storage history, and quality decisions. For situations where documented evidence supports a formal supplier discussion, teams should use a structured, data-driven approach for handling corrugated box vendor non-compliance disputes.
This feedback loop is where the SOP becomes a cross-functional improvement tool rather than a warehouse housekeeping document.
A Compact SOP Checklist Teams Can Start With
Each item below closes a specific gap in cross-functional storage control. Use this checklist to compare the current routine with the responsibilities packaging, warehouse, and quality teams already own.
- Capture and convert supplier storage instructions into warehouse-ready rules
- Storage zones defined with clear environmental and access expectations
- Receiving checks documented with photos and condition notes before putaway
- Putaway status assigned to every delivery (approved, hold, restricted, reject)
- Rotation rule defined using both date and observable condition
- Inspection triggers listed and posted where warehouse teams can reference them
- Hold and release authority named (quality team or designated reviewer)
- Issue log fields agreed upon and accessible to warehouse and quality staff
- Corrective action owner assigned for every logged issue
- Review cadence set to evaluate SOP effectiveness (monthly or quarterly)
The first version can be simple. A one-page control sheet, clear status labels, and a shared issue log are often enough to start improving consistency.
Frequently Asked Questions
Who should own corrugated box storage SOPs?
No single team should own the entire SOP. Packaging or procurement owns supplier instructions and ordering context, warehouse owns physical execution and visible condition checks, and quality owns inspection criteria, hold/release decisions, and corrective action logic. The SOP works when all three teams contribute to the same document.
Is FIFO enough for corrugated box storage?
FIFO helps prevent stock from sitting too long, but it does not account for condition changes caused by moisture exposure, handling damage, or storage zone differences. Stock with damaged wrap, visible staining, repeated movement, or unclear lot identity may need review even if it is not the oldest pallet. A practical SOP pairs FIFO with condition-based checks so compromised stock gets reviewed before use.
What should trigger a quality hold for stored corrugated boxes?
Common triggers include visible wetness, staining, waviness, soft panels, crushed edges, broken wrap, pest evidence, unclear lot identity, and repeated handling damage. The SOP should list these so warehouse staff can act promptly rather than waiting for quality to discover the problem downstream.
Are there universal humidity limits for corrugated box storage?
A universal limit should not be assumed. Numeric limits may vary by box grade, use case, supplier guidance, internal quality requirements, and storage environment. If a company needs a specific threshold, it should use supplier documentation or approved technical sources rather than a generic rule.
Should every corrugated box issue be sent back to the supplier?
Not necessarily. Some issues stem from internal handling, storage exposure, mixed pallets, or missing documentation. The issue log should capture enough detail for quality to determine whether the root cause is supplier-related, warehouse-related, or a combination. Supplier feedback is most useful when the log shows the lot, condition, quantity affected, photos, storage history, and quality decision.
Can one SOP apply to every box style?
A single framework can cover the general process. However, storage instructions and environmental sensitivity may vary by box grade, flute profile, and intended use. Supplier documents, box design, application, and internal quality criteria should determine whether certain SKUs need additional controls.
Shared Ownership Makes Storage SOPs Work
Storage SOPs often fail not simply because teams lack expertise, but because nobody defines who owns which part of the process, causing information to stop flowing between receiving, storage, quality, and purchasing.
The practical starting point is three things: define role ownership, list inspection triggers so warehouse staff know when to escalate, and maintain a simple issue log so findings inform future decisions rather than disappearing. Use the checklist above to compare current storage routines with the responsibilities that packaging, warehouse, and quality teams already own.
Disclaimer:
This article is for general informational purposes only. It is not a substitute for advice from a qualified professional, provider, or official source relevant to your situation. Always verify important storage, quality, safety, and purchasing decisions with the appropriate expert, authority, supplier, or service provider.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.