📌 Key Takeaways
Food-grade packaging paper can silently lose its protective qualities when stored near heat, humidity, or chemicals—even while looking perfectly fine.
- Paper Absorbs Its Surroundings: Food wraps soak up moisture and fumes from nearby dishwashers, steam vents, and cleaning supplies without showing visible damage.
- FIFO Doesn’t Protect Quality: Rotating stock by age only manages how old paper is—it can’t stop humidity or heat from weakening every roll in the queue.
- Zone Your Storage Space: Create a protected “Clean/Dry Zone” away from wet areas and chemical storage, then ban paper from those risky spots entirely.
- Document What You Control: A simple daily checklist, a one-page storage SOP, and a corrective action log prove to auditors that you actually manage conditions.
- Fix It in Five Days: Map your zones, move problem stock, train staff, launch a checklist, and run a mock audit—that’s a working protocol in one week.
Where you store paper matters as much as what you buy.
Food facility managers and food safety coordinators responsible for audit readiness will find a ready-to-use storage framework here, preparing them for the detailed implementation guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The auditor stops mid-aisle.
Her clipboard hovers over a pallet of burger wrappers stacked near the dishwashing station. Steam drifts across the storage corner each time the rinse cycle runs. The shrink wrap looks intact. The boxes appear dry. But she’s already writing.
You know this moment. The packaging paper passed every supplier check. It arrived with certificates. Your team rotated stock properly. Yet here you are, watching an audit finding materialize over something no one thought to control—where the paper sat between receiving and the prep line.
This gap exists because most food facilities treat packaging paper as an inert supply. It gets stored wherever space allows, managed like napkins or dry goods, and checked only when something visibly fails. The assumption feels reasonable: if the paper arrived food-grade certified and the pallet looks fine, what could go wrong?
The problem is that food packaging paper is not inert. It is a hygroscopic material—meaning it actively absorbs and releases moisture from the surrounding air. Barrier coatings designed to block grease or prevent migration can degrade silently when paper sits in humid conditions, near heat sources, or close to chemical storage. By the time a wrapper fails during service, the damage happened days or weeks earlier, in a storage corner no one monitored.
A facility-level protocol—zoning paper away from heat, moisture, and chemicals; controlling humidity; and documenting checks—turns storage into an audit-ready preventive control.
With the framework in this guide, you can identify the specific storage risks your facility faces, establish clear zones that protect packaging paper from environmental and cross-contact hazards, and build the documentation that proves control during any audit.
The Framework Objectives: Moving Beyond FIFO
Food-grade packaging paper storage and handling protocols for commercial food facilities must go beyond simple stock rotation. FIFO ensures you use older inventory before newer stock, but it does nothing to prevent the environmental damage that degrades barrier performance before the paper ever reaches the prep line.
This framework replaces one weak control idea with a stronger one. The weak idea is “keep it clean and rotate FIFO.” The stronger idea is “protect it like a food-contact input whose condition can change in storage.”
The framework introduces a control model built on three pillars. The Dry-Goods Firewall establishes physical separation between packaging paper and the environmental hazards that cause silent degradation—humidity sources, heat zones, and chemical storage areas. Environmental monitoring creates simple, repeatable checks that catch conditions drifting outside acceptable ranges before paper quality suffers. Audit-ready documentation provides the evidence trail that proves your facility maintains consistent control.
The result is a protocol where packaging paper receives the same protective attention as temperature-sensitive ingredients—because from a food safety perspective, that’s exactly what it is.
The ‘Inert Supply’ Myth (and Why Food Facilities Keep Repeating It)
The myth persists because packaging paper arrives looking stable. Unlike raw proteins that spoil visibly or frozen goods that thaw, paper shows no obvious signs of environmental stress. A pallet stored near the loading dock for two weeks looks identical to one kept in climate-controlled conditions. This visual stability creates a false sense of security.
Facilities develop informal storage habits. Pallets get placed wherever floor space opens up. Partial rolls sit unwrapped between shifts. Nobody assigns ownership for monitoring conditions in the storage corner. The paper is “just packaging”—not an ingredient, not a safety-critical input, not something that needs the rigor applied to food itself.
Three common assumptions drive this pattern.
The first assumption is that food-grade means storage-proof. Certification confirms the paper meets food-contact standards at the point of manufacture. It does not guarantee those properties remain intact through weeks of improper storage at your facility. The certificate is a snapshot, not a warranty.
The second assumption is that if the pallet looks fine, the paper is fine. Hygroscopic moisture absorption and barrier coating degradation are invisible processes. By the time paper feels soft, shows edge curl, or displays water staining, the damage is severe. Subtle degradation that compromises grease resistance produces no visible warning.
The third assumption is that FIFO rotation is sufficient control. Rotation manages age. It does not manage the humidity spikes when the dock door stays open during summer deliveries, the heat radiating from the cook line into adjacent storage, or the chemical vapors drifting from the sanitizer cage. Paper that rotates perfectly through stock can still fail if environmental conditions silently degrade every unit in the queue.
This is the same broader mistake behind the failure of generic sourcing in food packaging paper: teams rely on a broad label and skip the conditions that determine real-world performance.
Effective oversight begins with a site walkthrough to determine if current storage locations were selected based on risk-mitigation protocols or mere operational convenience
Why Paper Storage Is a Food-Safety Control
Understanding why storage matters requires understanding how paper interacts with its environment. The mechanism is straightforward, and once you see it, the need for controls becomes obvious.
Hygroscopic Behavior in Plain Terms
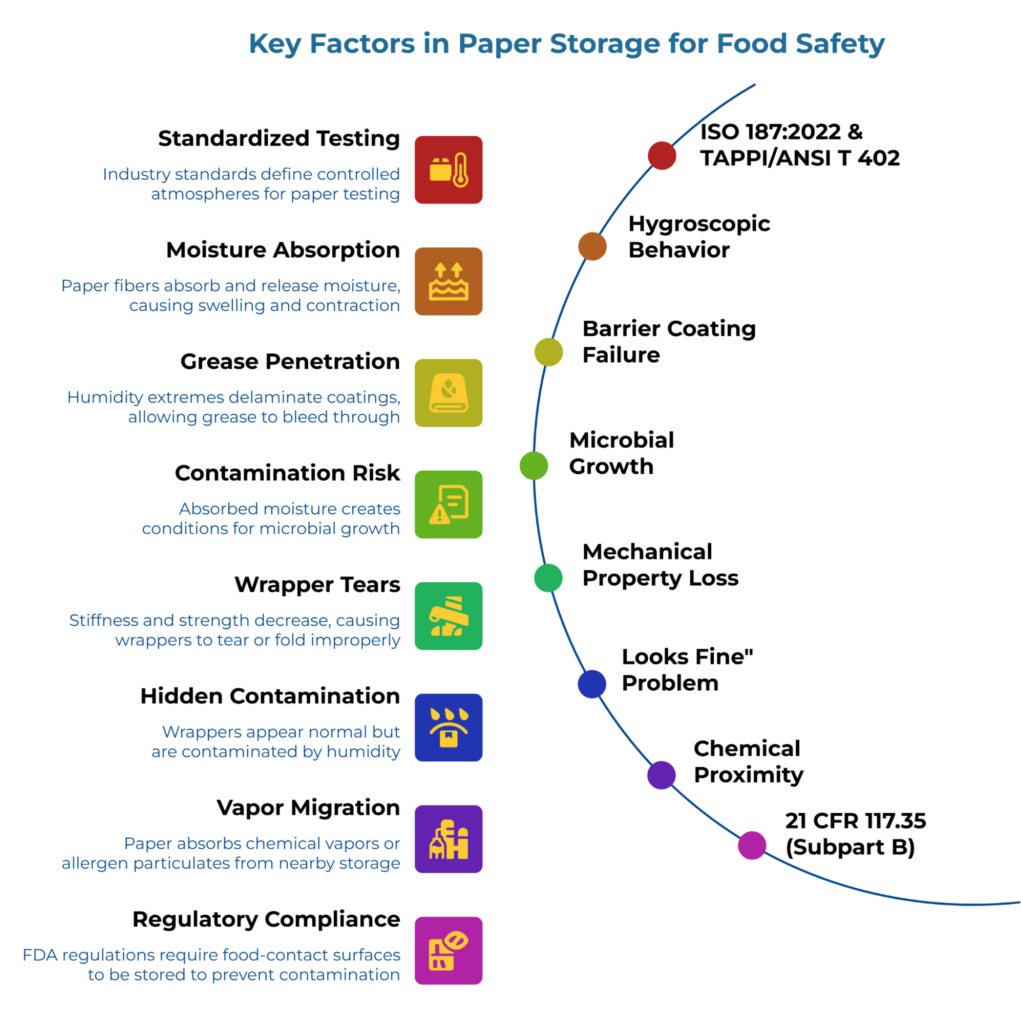
Paper fibers naturally absorb moisture from humid air and release moisture into dry air. This is called hygroscopic behavior. The paper is constantly trying to reach equilibrium with its surroundings.
In a stable environment with moderate humidity and consistent temperature, this causes no problems. Industry testing standards like ISO 187:2022 and TAPPI/ANSI T 402 specify controlled atmospheres precisely because paper properties change with conditions—a principle explored in depth in TAPPI/ISO in plain english: which test methods to require in your kraft paper RFQ. When paper absorbs excess moisture, fibers swell. When it dries rapidly, fibers contract unevenly. Both stress the barrier coatings applied to food-grade papers.
What Actually Breaks Down
Grease-resistant papers, including greaseproof paper, rely on specialized treatments to prevent oil migration. These barriers are engineered for specific performance ranges. When paper cycles through humidity extremes or absorbs moisture beyond design limits, several failure modes emerge—the same principle behind runnability and moisture: how small spec shifts drive big downtime.
Barrier coatings can delaminate or develop micro-cracks that allow grease penetration. Moisture absorbed into the fiber structure can carry contaminants or create conditions for microbial growth. Papers designed for specific stiffness or strength lose their mechanical properties, causing wrappers to tear or fold improperly during service.
The “Looks Fine” Problem
A pallet of wrappers stored near the dishwashing area for two weeks may show no visible change. The boxes remain dry. The paper inside appears normal. But every steam cycle pushed humidity into that storage corner, and the paper absorbed moisture gradually, stressing the barrier layer repeatedly.
When those wrappers hit the serving line, grease bleeds through. The customer sees a stained wrapper. The facility blames the supplier or the paper grade. Nobody connects the failure to storage conditions that no one monitored or documented. This is the false diagnosis trap that leads facilities to chase the wrong problem. For sourcing professionals, similar diagnostic errors occur when evaluating suppliers—see why corrugated box damage on arrival is a sourcing failure, not a logistics issue for the parallel in packaging quality attribution.
Chemical Proximity as a Contamination Vector
Moisture is not the only threat. Food facilities store cleaning chemicals, sanitizers, and allergen-containing ingredients in the same general areas as packaging. Chemical vapors migrate. Aerosol sprays drift. Particulates settle.
Paper stored adjacent to a chemical cage can absorb volatile compounds from sanitizers or degreasers—a contamination risk that parallels the barrier failures discussed in why ‘food safe’ isn’t enough: the hidden risks of generic food packaging paper. Paper stored near allergen staging areas can pick up airborne particulates. These are cross-contact risks that contaminate food-contact surfaces before the paper ever touches the product.
Compliance with 21 CFR 117.35 (Subpart B) requires that all food-contact surfaces, including packaging, be stored in a manner that protects against contamination—requirements detailed in audit-ready food packaging paper: understanding FDA & ISEGA safety standards for food service.
Prioritize storage based on environmental exposure risk rather than physical proximity to the production line
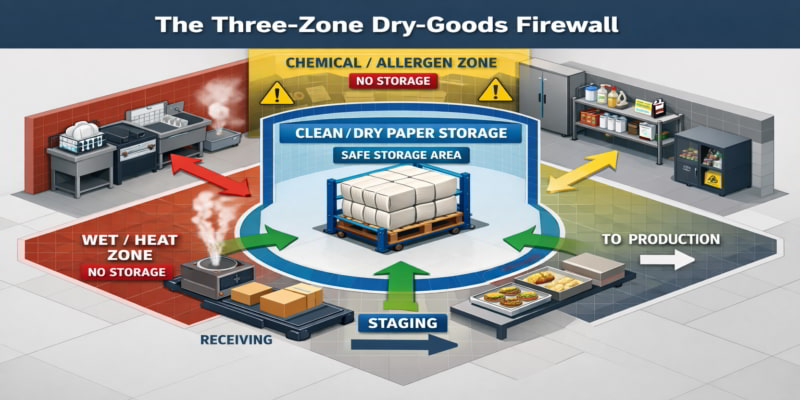
The Dry-Goods Firewall Framework for Packaging Paper
The Dry-Goods Firewall is a zoning concept that creates physical and procedural separation between packaging paper and the hazards that degrade it. Instead of managing storage by where there’s space, you define zones based on risk and enforce boundaries that protect food-contact materials.
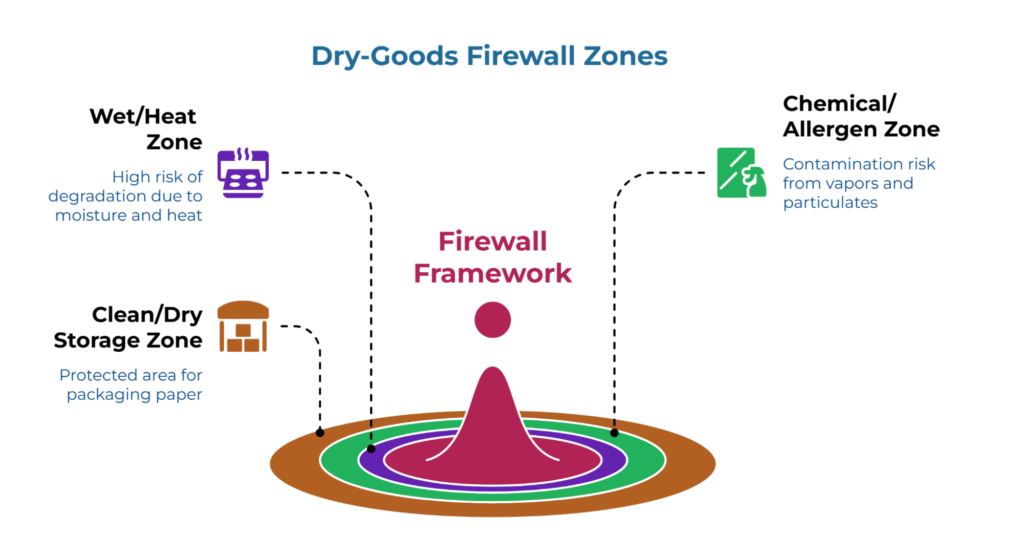
Zone 1: Wet/Heat Zone (High Risk)
This zone includes cook lines, ovens, steamers, dishwashing stations, floor drains, prep sinks, and any area where moisture or heat concentrates. Paper stored in or adjacent to this zone faces the highest degradation risk.
The rule is simple: no packaging paper storage within this zone. Paper may transit through during delivery to the line but cannot be staged or stored here.
Zone 2: Chemical/Allergen Zone (Contamination Risk)
This zone includes chemical cages, sanitizer storage, cleaning supply areas, and allergen staging or prep areas. The risk here is cross-contact rather than moisture—vapors, aerosols, and particulates that can transfer to packaging surfaces.
The rule: no packaging paper storage within this zone. Maintain physical separation and, where possible, physical barriers between chemicals and food-contact materials.
Zone 3: Clean/Dry Paper Storage Zone (Protected)
This is your designated packaging storage area. It should be physically separated from Zones 1 and 2, climate-stable, and organized for proper stock rotation and access.
All packaging paper is stored here. Paper remains in protective packaging until moved to staging for immediate use. Partial rolls or opened cases receive secondary containment.
Separation Principles Over Magic Distances
Facilities often ask for specific distances. How far from the dishwasher? How many meters from chemicals? These questions miss the point. The right distance depends on your facility layout, ventilation patterns, and operational realities. Use a zoning principle, not a fake precision rule.
Structural barriers offer superior protection to linear distance; a physical partition between the paper storage and the sanitation zone effectively mitigates the risk of ambient vapor absorption where floor space alone allows for free atmospheric drift. Traffic flow creates exposure—paper stored in a high-traffic corridor near the cook line gets hit with heat and moisture every time staff passes. Vertical separation helps because elevated storage reduces exposure to floor-level humidity, splashes, and cleaning chemical residue.
Map your facility with these zones in mind. Identify where your current packaging storage sits relative to Zone 1 and Zone 2 hazards. The gaps between current practice and protected storage become your action items.
Facility Storage Blueprint
This blueprint translates the Dry-Goods Firewall concept into a facility-specific implementation plan. Use it to map your operation, establish storage rules, and build monitoring routines.
Facility Zone Map
Sketch your facility layout showing all Wet/Heat Zone areas including dishwashing, cook lines, steam equipment, floor drains, and dock doors. Mark all Chemical/Allergen Zone areas including chemical cages, sanitizer storage, and allergen prep. Identify your designated Clean/Dry Paper Storage Zone. Trace the traffic flow paths from receiving through storage to staging and the service line.
Mark “No-Store Boundaries” around Zone 1 and Zone 2 areas. These are the lines packaging paper cannot cross for storage—only for transit.
Storage Rules
Apply these rules within your Clean/Dry Paper Storage Zone.
Store packaging paper on pallets or racks—never directly on the floor. This protects against floor-level moisture, cleaning solution residue, and pest contact.
Keep shrink wrap, boxes, and manufacturer packaging intact until paper moves to staging. This is your first barrier against humidity absorption.
Partial rolls or opened cases must be resealed or placed in protective containers. Leaving paper exposed between shifts accelerates moisture absorption and invites contamination. This secondary containment requirement is non-negotiable.
Organize inventory so older stock is accessible first. Date labels or receiving marks should face outward for quick verification.
Separate packaging paper from ingredients, equipment parts, or other supplies that could transfer odors, moisture, or contaminants.
Traffic Flow and Staging
Define the path paper follows from receiving to the line: Receiving → Inspection → Clean/Dry Storage Zone → Staging → Service Line.
At each transfer point, verify that paper remains protected and does not sit in transitional locations longer than necessary. Staging areas near the line should hold only what will be used within the current shift—not multi-day supplies.
For shipment-related moisture context, stop wet cargo: preventing moisture damage in paper bag shipments and defeating container rain: a practical moisture defense framework for paper shipments provide useful upstream context. Storage control starts before the pallet reaches the shelf.
Environmental Monitoring
You do not need laboratory-grade instruments. Simple awareness and response triggers are sufficient.
For humidity awareness, if your facility does not have HVAC humidity control, identify the seasons, weather conditions, or operational cycles that spike humidity in storage areas. High-volume dishwashing during events is a common trigger. During these periods, increase inspection frequency and verify protective packaging integrity.
For temperature stability, note areas where heat migrates from cook lines or exterior walls. If paper storage is near these areas, consider relocation or additional barriers.
During routine walkthroughs, check for condensation on surfaces near paper storage, visible steam drift, or pooling water. These are immediate flags that the Clean/Dry Zone is compromised.
When the environment triggers fire, the response is immediate: move affected paper to a protected area, inspect for damage, document the incident, and correct the source if possible.
Five-Step Daily Checklist
Copy this checklist into your facility’s Standard Operating Procedures:
Daily Packaging Paper Storage Check
- Verify all packaging paper is elevated on pallets or racks with nothing on floor
- Confirm protective packaging is intact on all stored stock with no exposed rolls or open cases
- Check that partial or opened rolls have secondary containment
- Scan storage zone for visible moisture, condensation, or water intrusion
- Confirm no packaging paper is staged in Wet/Heat or Chemical/Allergen zones
Include a sign-off line with date and time for each check.
Update receiving logs to include an environmental-risk field, ensuring staff document exposure concerns immediately upon arrival.
Audit-Ready Checks and Documentation
Audit readiness means you can prove control—not just claim it. The documentation package for packaging paper storage is minimal but specific.
The Evidence Pack
Your storage SOP should be a single page covering the designated storage zone location, storage rules for elevation and protective packaging and secondary containment, prohibited storage locations, environmental monitoring triggers and response, staff responsibilities, and check frequency—similar documentation principles apply when structuring your compliance audit checklist for packaging suppliers. Keep this document accessible in the storage area, not buried in a binder in the office.
Your daily and weekly checklist creates a running record that conditions were verified. Weekly review by a supervisor adds a verification layer.
Your training acknowledgment is a simple sign-off sheet confirming that staff handling packaging paper have been trained on why storage controls matter, the Dry-Goods Firewall zones and no-store boundaries, daily check requirements, and what to do when they observe environmental risks.
Your corrective action log documents what was found when checks reveal problems, when it was found, and what corrective action was taken. This log demonstrates that your system catches issues and responds.
For teams that want additional context on evidence retrieval and documentation structure, food packaging paper trail: 3 documents you need to pass a health inspection helps teams think about fast retrieval and evidence readiness.
Showing Control Across Multiple Zones or Facilities
For operations spanning multiple locations or large facilities with multiple storage points, use the same SOP template across all sites adapted only for site-specific zone maps. Consolidate checklists in a central digital log or shared folder for supervisory review. Conduct periodic cross-site audits using the same checklist your external auditors would apply. Track corrective actions centrally to identify recurring issues or training gaps.
The goal is consistency. An auditor at any site should see the same framework, the same documentation structure, and evidence of the same controls in practice.
A control is only considered audit-ready when supported by documentation; verbal confirmation of process is insufficient for compliance.
Common Failure Modes (and How to Prevent Them)
These scenarios describe real-world failures that audits and operational experience reveal. Use them to train staff and audit your own facility.
Dock Door Staging
A delivery arrives mid-morning. The receiving team breaks down the pallet but leaves burger wrappers staged near the loading dock while they handle other deliveries. The dock door cycles open and closed all day. By afternoon, the paper had absorbed humidity from outside air and experienced temperature swings.
Move paper to the Clean/Dry Storage Zone immediately after receiving inspection. Dock areas are transitional—never storage. If inspection requires time, conduct it inside the protected zone.
Dishwashing Steam Drift
The storage corner nearest the dishwashing area looked dry because it was several meters away. But the vent hood over the dish machine doesn’t capture all steam, and humid air drifts into the corner throughout service hours. Paper stored there softens gradually, barrier coatings lose integrity, and wrappers fail weeks later.
Map actual steam and humidity drift patterns during peak operation—not during quiet hours when ventilation seems adequate. If drift reaches the storage area, relocate paper or install physical barriers.
Chemical Cage Proximity
A central kitchen stores packaging paper on shelving directly adjacent to the chemical cage where sanitizers and degreasers are kept. Over time, off-gassing from stored chemicals migrates to the paper. An audit tests the paper surface and detects trace chemical residues—a cross-contact finding.
Establish physical separation between chemical storage and packaging paper. Enclosed shelving or cabinets for paper provide an additional barrier. If space constraints make separation difficult, evaluate whether the chemical cage can be relocated or enclosed instead.
Partial Roll Exposure
A crew uses part of a roll of wrap during lunch service, then leaves the remainder unwrapped on the prep counter until dinner rush. The exposed paper absorbs moisture from the humid kitchen environment for hours. When the roll is used again, grease bleeds through onto sandwiches.
Establish a strict protocol: partial rolls get rewrapped or placed in a sealed container immediately after use. Secondary containment is not optional. Train staff that exposed paper degrades—it is not still good just because it looks unchanged.
Operational Audit Note: Review the previous week’s storage exceptions. Recurring ‘temporary’ shortcuts indicate a systemic process failure rather than isolated deviations.
Frequently Asked Questions
Is FIFO enough for food-grade packaging paper?
No. FIFO manages stock age but does not control the storage environment. Paper that rotates properly through inventory can still fail if humidity, heat, or chemical exposure degrades every unit in the queue. FIFO must be combined with environmental controls and protected storage zones to be effective.
What should a receiving log capture for packaging paper?
At minimum, capture date received, supplier or lot identification, quantity, visual inspection results confirming intact packaging with no water damage or odor, and confirmation that paper was moved to the designated Clean/Dry Storage Zone—for arrival testing protocols, see testing protocols: how to verify kraft paper quality upon arrival. Some operations also note ambient conditions if receiving occurs in transitional areas like loading docks.
How should single-service paper items be stored to prevent contamination?
Single-service items including food-packaging paper must be stored to protect against splash, dust, and other contamination. This aligns with FDA Food Code guidance and 21 CFR 117.35 requirements for sanitary operations. Store elevated off floors, keep in protective packaging until use, maintain separation from chemicals and wet processes, and provide secondary containment for opened packages.
What humidity range is acceptable for packaging paper storage?
This framework does not assume a universal number. The right condition depends on the paper specification, barrier system, and facility environment. Use the product specification where it exists. Where it does not, treat visible condensation, repeated dampness, and known steam-prone areas as escalation triggers rather than waiting for a failure event.
How do we prove control during an audit without overcomplicating it?
The auditor needs to see three things: a written SOP that defines your storage controls, routine checklists showing the controls are executed consistently, and a corrective action log demonstrating you catch and address deviations. This documentation package takes minutes per day to maintain and provides clear evidence during inspection.
Next Steps: Make This Protocol Real in One Week
Implementation does not require months of planning. Use this five-day rollout to move from concept to operational control.
Day 1: Map Your Zones. Walk your facility with the three-zone model in mind. Walk your facility with the three-zone model in mind. For facilities sourcing food packaging paper or greaseproof paper, this mapping exercise identifies where current storage practices create risk. Mark all Wet/Heat Zone areas, all Chemical/Allergen Zone areas, your current packaging paper storage locations, and any no-store boundaries that current storage violates. This takes 30 to 45 minutes and should be owned by the Food Safety Coordinator or Warehouse Manager.
Day 2: Relocate Problem Stock. Move any packaging paper currently stored in Zone 1 or Zone 2 to a protected Clean/Dry area. If no suitable area exists, create one—even a dedicated section of dry storage with clear boundaries is an improvement. This takes one to two hours depending on volume.
Day 3: Train the Team. Brief all staff who handle packaging paper on why storage matters, the three zones and no-store boundaries, the daily check requirement, and what to do when they see environmental risks. Use the failure scenarios from this guide as training examples. Get sign-offs on the training acknowledgment sheet. A 15 to 20 minute team briefing is sufficient.
Day 4: Deploy the Checklist. Print the five-step daily checklist. Assign responsibility for completing it at the start or end of each shift. Place the checklist in the storage zone where it will be used, not in an office. Each check takes about five minutes.
Day 5: Conduct an Internal Audit Walk. Walk the facility as if you were the external auditor. Check whether paper is stored in the Clean/Dry Zone only, whether protective packaging is intact on all stock, whether partial rolls are contained, whether the checklist is completed and signed, and whether staff can explain why these controls matter. Document your findings. Address any gaps immediately. This creates your first corrective action log entry and proves the system is active. Allow 20 to 30 minutes.
The goal is not perfection in five days. The goal is to make the storage rule visible, enforceable, and repeatable. Once that happens, the culture around packaging changes. The team stops asking where paper fits and starts asking what the exposure risk is.
The Facility Storage Blueprint serves as the primary instrument for internal verification walkthroughs. For foundational context on how paper specifications affect storage needs, read food packaging paper specifications 101: a beginner’s guide to GSM, coatings, and pulp — understanding GSM, coatings, and pulp types helps you match storage rigor to material sensitivity. For the specifications-first mindset applied to sourcing, revisit the failure of generic sourcing in food packaging paper: using the specifications-first protocol to build brand safety.
For more on how moisture affects paper performance, see moisture windows: why ‘within range’ matters more than absolute values for kraft paper converting and storage & conditioning for kraft reels: reduce curl, settle moisture, run cleaner.
For more audit-ready protocols and compliance frameworks, explore the PaperIndex Academy.
Make storage placement a controlled decision, not a space decision.
References
- FDA Food Code — Retail Food Protection
- 21 CFR 117.35 — Sanitary Operations (Subpart B – Current Good Manufacturing Practice)
- Codex Alimentarius — General Principles of Food Hygiene (CXC 1-1969)
- ISO 187:2022 — Standard Atmosphere for Conditioning and Testing Paper
- TAPPI/ANSI T 402 — Standard Conditioning and Testing Atmospheres
Disclaimer:
This article provides general information for educational purposes only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.