
📌 Key Takeaways
Supplier quotes become comparable only when your plant’s physical requirements are translated into mandatory quote fields before outreach begins.
- Define Specifications Before Sourcing: Lock in exact targets, tolerance bands, and test methods at the plant level—vague requirements invite incomparable quotes.
- Turn Every Specification into a Quote Rule: Each plant requirement should become a mandatory field, acceptance boundary, or verification gate in the RFQ.
- Named Test Methods Prevent Disputes: A moisture reading tested at 50% humidity cannot be compared to one tested at 65%—require the same test method from every supplier.
- Both Teams Must Sign Off: Plant and procurement should review and initial the checklist together before any supplier request goes out.
- Visual Samples Are Not Specifications: A sample roll that looks fine proves nothing about batch-to-batch consistency or whether the next shipment will run.
Aligned specifications = comparable quotes and fewer line surprises.
Tissue converters and procurement managers struggling with quote confusion or unexpected runnability problems will find a practical alignment framework here, preparing them for the detailed checklist that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Plant specifications do not protect production until procurement turns them into normalized comparison rules that force every supplier quote onto the same technical baseline. That is the core problem this checklist solves.
A shipment arrives. The pallet wrap is intact. The Certificate of Analysis shows 18 g/m².
So why is the converting line jamming every forty minutes?
The maintenance team checks the tension systems. The operator adjusts the unwind speed. Someone suggests the humidity in the plant might be off. But the problem is not the machinery, it started weeks earlier, when procurement compared supplier quotes on stated GSM and price—while the plant’s actual moisture window and bulk requirements never made it into the evaluation criteria.
This is the gap that kills production schedules. Physical specifications defined by the converting plant are useless if they are not translated into procurement normalization fields. Cost-effective bids often bypass scrutiny when technical baselines remain unaligned across the sourcing pool.
This checklist exists to close that gap—connecting tissue paper parent roll specifications to parent roll specification normalization so plant and sourcing teams compare suppliers on identical criteria before anyone compares price.
Why Is This Checklist Needed?
The converting plant manager knows what must run. Procurement knows how to evaluate suppliers. But without a formal bridge between those two functions, critical requirements vanish somewhere in the handoff.
The plant manager specifies a target GSM, a moisture window, and a bulk expectation based on what the line actually needs.
Procurement receives these requirements, builds an RFQ—or uses tools to submit RFQs directly to qualified suppliers—and sends it to five suppliers. When quotes come back, you need to find suppliers capable of meeting your exact specifications. One supplier quotes FOB Shanghai. Another quotes CIF destination. A third tested moisture at 50% relative humidity; the fourth tested at 65%. The fifth does not mention a conditioning protocol at all.
Procurement picks the most competitive number from available paper suppliers.
The rolls arrive on day eleven of a thirteen-day production window. They meet stated GSM. But the moisture content sits at 8.2%—outside the 5–7% window the plant actually needs. The line jams, maintenance investigates, and the plant blames the supplier—while the supplier simply points to the Certificate of Analysis. Procurement wonders why nobody flagged this earlier.
Nobody flagged it because the moisture window was never translated into a mandatory quote field with a named test method. The specification existed in the plant manager’s head. It never became a procurement rule.
These costs show up in rejected shipments, emergency reorders, unplanned downtime, and the slow accumulation of distrust between plant and procurement teams. The hidden toll is internal friction—two functions that should be aligned, instead operating on parallel assumptions that never intersect until something breaks.
Lock the Physical Baseline First
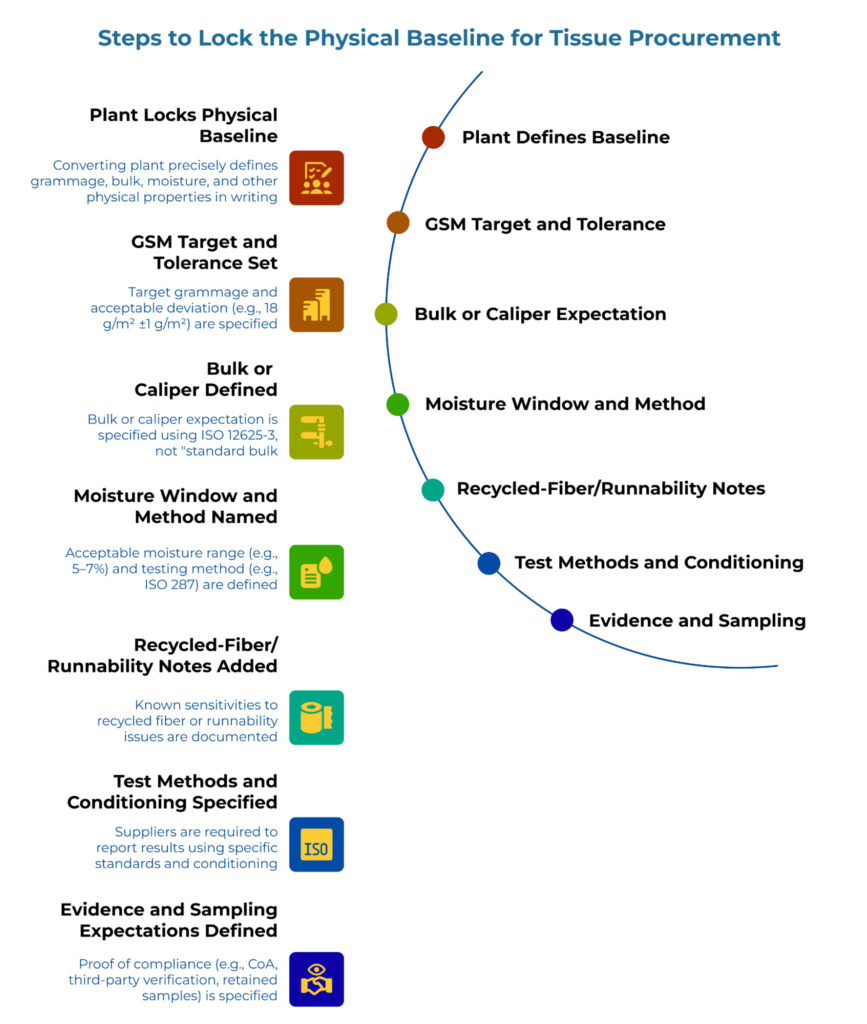
Procurement cannot normalize what the plant has not defined. Before any supplier outreach, the converting plant must lock the physical baseline in writing. Not approximately. Not “around this range.” Precisely.
GSM target and tolerance band. State the target grammage and the acceptable deviation. “18 g/m² ±1 g/m²” is a specification. “Around 18 GSM” is a suggestion that invites interpretation. Grammage testing should reference ISO 536 for consistency across suppliers.
Bulk or caliper expectation. High-speed tissue converting lines punish thickness variation. A parent roll that looks identical to the last shipment but runs 0.3 mm thinner can cause tension inconsistencies, web breaks, and wasted material. Specify bulk or caliper using ISO 12625-3, which addresses tissue thickness and bulk measurement. Do not accept “standard bulk” without a number.
Moisture window and named method. Moisture affects curl, converting behavior, and downstream product quality. Define the acceptable range—say, 5–7%—and require testing per ISO 287. A quote stating “moisture: normal” cannot be compared to one stating, “moisture: 5.8% per ISO 287 on an as-received basis.” The first is an opinion. The second is data. While physical tests like bulk and grammage require standard conditioning per ISO 187 (23°C/50% RH), moisture testing must reflect the as-received state to ensure shipment accuracy.
Recycled-fiber or runnability-critical notes. If your line has known sensitivities—certain recycled content percentages that cause dusting, specific fiber blends that affect softness targets—document them. These notes may not fit neatly into a single field, but they must travel with the specification.
Named test methods and conditioning requirements. Require suppliers to report results using specific standards. For tissue-specific thickness, TAPPI T 580 provides a relevant method. Standardized conditioning ensures that physical variances reflect material quality rather than environmental fluctuations. A result without conditioning context is a number without meaning.
Evidence and sampling expectations. Define what proof you need from paper manufacturers before awarding business. A Certificate of Analysis per shipment? Third-party lab verification for the first three orders? Retained samples for dispute resolution? If measurement traceability matters, ISO/IEC 17025 accreditation establishes the globally recognized credibility framework for testing and calibration laboratories.
Translate Specifications into Procurement Normalization Fields
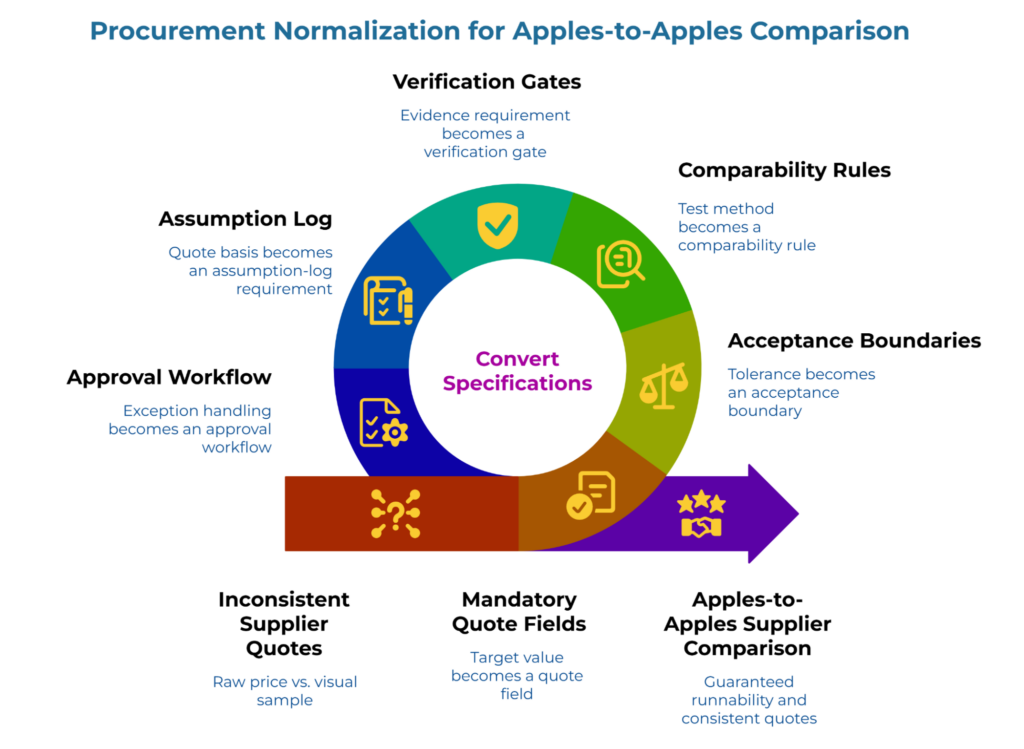
The plant has locked the baseline. Now procurement must convert those physical requirements into quote-comparison rules. This is where raw price versus visual sample thinking—the current industry habit—gives way to guaranteed runnability and apples-to-apples supplier comparison.
Each plant-side requirement becomes a buyer-side control.
Target value becomes a mandatory quote field. If the plant requires 18 g/m², every supplier quote must state the offered GSM in identical units and format. No quote proceeds to evaluation without this field completed.
Tolerance becomes an acceptance boundary. The ±1 g/m² tolerance is not guidance. It is the line between compliant and non-compliant. Quotes offering products outside the tolerance band are rejected regardless of price advantage.
Test method becomes a comparability rule. If the plant requires ISO 287 for moisture, all suppliers must report moisture using that method. A quote stating “moisture: 6%” with no test method reference cannot be compared to “moisture: 5.8% per ISO 287.” The assumption gap creates a misleading quote gap.
Evidence requirement becomes a verification gate. If the plant requires a Certificate of Analysis per shipment, procurement includes that requirement in the RFQ and verifies compliance before approving any supplier. No documentation, no approval.
Quote basis becomes an assumption-log requirement. Procurement must require suppliers to state Incoterms, delivery assumptions, conditioning protocols, and any other variables that affect comparability. Two quotes at different Incoterms are not comparable until normalized to the same delivery basis. The assumption log forces this discipline.
Exception handling becomes an approval workflow. If a supplier cannot meet a specification exactly—say, they can deliver 18.5 g/m² but not 18 g/m²—the deviation must be documented, reviewed by the plant, and formally approved before procurement proceeds. No informal exceptions. No verbal agreements.
The One-Page Specification-to-Normalization Checklist
This checklist is designed to be printed, shared between plant and procurement, and completed before any supplier outreach. It bridges plant-side specification definition and procurement-side quote comparison without losing the physical baseline.
| Technical Specification | Sourcing Normalization | Verification Standard |
| SKU or product scope: Define product family or specific SKU | Mandatory quote field | Quote must reference exact scope; mismatched scope disqualifies |
| Target GSM and tolerance: State target and ± range (e.g., 18 ±1 g/m² per ISO 536) | Mandatory quote field with acceptance boundary | Out-of-tolerance offers rejected |
| Bulk or caliper: State target, tolerance, and test method (e.g., ISO 12625-3) | Mandatory quote field | Test method must match; deviations flagged |
| Moisture window and method: State range and test method (e.g., 5–7% per ISO 287) | Mandatory quote field | Test method must match; out-of-range rejected |
| Fiber or recycled content: State acceptable % or constraints if applicable | Mandatory quote field where relevant | Supplier must confirm compliance in writing |
| Runnability-critical notes: Document known line sensitivities | Shared with supplier in RFQ | Supplier must acknowledge receipt and understanding |
| Named test methods: List required standards (ISO, TAPPI) | Quote must reference identical test methods | Non-matching test methods require plant approval |
| Conditioning requirements: State required conditions (e.g., 23°C/50% RH) | Quote must confirm conditioning protocol | Deviation requires documented approval |
| Sampling and evidence: Define COA, third-party, or retained sample needs | RFQ must include evidence requirement | Verification gate before supplier approval |
| Quote basis and assumption log: N/A for plant | Require Incoterms, delivery basis, freight assumptions | Normalize all quotes to identical basis before comparison |
| Deviation handling: Define who approves exceptions | Document approval owner and workflow | No informal exceptions; all deviations require sign-off |
Both teams initial this checklist before supplier outreach begins. That signature is the alignment moment.
How Plant and Procurement Should Use the Checklist Together
The checklist works only if both teams own it. Here is a practical handoff model that does not require new software or complex workflows—just discipline and a shared document.
Plant defines the non-negotiables. The converting plant manager fills in every physical requirement: GSM, bulk, moisture, fiber content, runnability notes, test methods, conditioning, and evidence needs. This is not procurement’s job. The plant owns runnability. The plant manager initializes the left column.
Procurement translates and extends. The procurement lead converts each physical requirement into a mandatory quote field, an acceptance boundary, a comparability rule, or a verification gate. Procurement adds the quote basis requirements and the deviation approval workflow. The procurement lead initializes the middle and right columns.
Both teams review together. Before any RFQ goes out, plant and procurement sit down with the completed checklist. Fifteen minutes. This is where disagreements surface—not after shipments arrive. If the plant wants a tighter moisture window than procurement thinks suppliers can meet, that tension gets resolved here.
Sign-off before outreach. No supplier requests go out until both functions have signed off on the checklist. The signature means: “We agree this is the baseline. We will hold suppliers to it. We will hold each other to it.”
Exceptions require reapproval. If a supplier responds with a deviation—they can meet 18.5 g/m² but not 18 g/m²—that deviation comes back to the checklist. The plant reviews whether the deviation affects runnability. Procurement documents the decision. Both initial the exception. No verbal approvals. No “let’s just try it.”
Common Failure Points When Teams Skip the Bridge
When the specification-to-normalization bridge is missing, failure arrives in predictable forms.
Trusting visual samples. A sample roll looks fine. The color is right. The hand feel seems acceptable. But a sample is not a specification. It does not guarantee batch-to-batch consistency. It does not tell procurement how to compare quotes. It does not protect the converting line when the third shipment arrives 0.4 g/m² heavier than the sample.
Comparing the stated GSM alone. Two suppliers quote 18 g/m². Standard advice says compare them directly. But one tested at 50% relative humidity, and the other at 65%. The numbers are not comparable. The assumption gap creates the illusion of equivalence.
Omitting named test methods. A quote says “bulk: 8.5 cm³/g.” Tested how? Conditioned how? Sampled from where in the roll? Without test method references, the number floats free of context.
Leaving tolerance bands vague. “GSM should be around 18” gives procurement no boundary for rejecting non-compliant offers. Every supplier can claim compliance because no compliance standard exists.
Mixing quote assumptions. One supplier quotes FOB origin. Another quotes CIF destination. Procurement compares the numbers directly because both say “18 g/m² at $X.” The cheaper quote wins—until the true landed cost reveals it was never cheaper. Transit assumptions matter. Freight assumptions matter. The specification-to-normalization checklist forces these into the open.
Blaming machinery for what is actually a spec-normalization failure. The converting line jams. Maintenance investigates tension systems, humidity controls, roller alignment. But the problem is not the machinery. It is a parent roll that met stated GSM but sat outside the moisture window because no one required moisture reporting in the first place.
When It Is Not the Machine: Diagnosing the System
High-speed converting lines amplify small inconsistencies. A moisture variation that would go unnoticed in a slower process causes tears, breaks, and costly downtime at full speed. When something goes wrong, the instinct is to blame the equipment.
But the real diagnosis often points elsewhere.
Teams skip rigor by trusting visual checks. A roll looks the same as last month’s delivery. The plant accepts it without requiring the COA that would have revealed a different fiber blend. Procurement accepts quotes without test method alignment because the price looks competitive and nobody wants to slow down the sourcing cycle.
The plant assumes procurement understands the physical requirements. Procurement assumes the plant already embedded those requirements in the RFQ. Both assumptions fail silently—until the line jams and everyone wants to know whose fault it was.
The answer is usually systemic rather than individual. The checklist exists to make the system explicit, so failures get caught before they reach the converting floor.
Next Steps Before the Next Supplier Round
If the last supplier comparison led to unexpected issues—rejected shipments, runnability problems, or quote confusion—use this sequence before the next round.
Review the last comparison. Pull the RFQ and the quotes that came back. Identify which physical requirements were defined by the plant but never translated into mandatory quote fields. Look for the gaps: Was moisture specified but not the test method? Was bulk expected but not the tolerance?
Build the first version of the checklist. Use the template above. Fill in every field that applies to your operation. Leave nothing as “to be determined.” If a field does not apply, mark it explicitly as N/A with a reason.
Align plant and procurement owners. Schedule one meeting. Thirty minutes maximum. Review the checklist together. Resolve disagreements before outreach. The signature at the bottom means both functions are accountable.
Use the checklist before the next RFQ cycle. No supplier requests go out until both teams have signed off. If a supplier asks a clarifying question about specifications, the answer comes from the checklist—not from memory, not from the last shipment, not from “what we usually do.”
Iterate after each round. When the next sourcing cycle completes, review what worked and what did not. If a new failure point emerges—say, a supplier met all specifications but transit damage ruined the rolls—add a transit-protection requirement to the checklist for the next cycle. The goal is a repeatable process that improves over time.
For additional methodology guidance on specification-first sourcing, explore the PaperIndex Academy. The article comparability before price: the spec-true mindset that reduces kraft paper RFQ chaos applies the same specification-to-normalization logic to a different product category.
When the checklist is complete and both teams have signed off, find suppliers through PaperIndex’s global marketplace. The directory includes tissue paper mills and toilet tissue jumbo rolls suppliers across multiple regions.
Disclaimer:
This article is for educational purposes only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.