
📌 Key Takeaways
A roll that passes receiving can still fail at converting — storage and handling create new problems that only a pre-production check will catch.
- Inspect Before Converting: A roll that looks fine at arrival can develop real problems during storage, so always check it again before staging.
- Use a Release Decision: Every stored roll needs a clear status — release, caution, or hold — before it reaches the converting line.
- Separate Storage from Supplier Blame: Compare receiving photos and movement logs before assuming a supplier caused the damage.
- Document Every Handling Step: Photos and incident notes taken early are far stronger evidence than records created after multiple moves.
- Act on Repeated Patterns: When damage keeps appearing, map each roll’s full journey — damage that clusters by zone, shift, or equipment points to an internal cause.
A questionable roll should never drift into production as an unanswered question.
Procurement managers, quality leads, and warehouse supervisors responsible for kraft paper converting operations will find a practical framework here, setting up the release checklist and decision matrix that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A kraft paper parent roll passes receiving, sits in storage, gets moved twice, then reaches the converting line with a scuffed wrapper, a soft-looking edge, and no clear record of when the damage appeared. Production wants to run. Quality wants evidence. Procurement wonders whether the supplier should be notified.
The ‘good at receiving, bad at converting’ gap often stems from invisible storage degradation. This guide explains how to protect kraft paper roll quality between receiving and converting, separate storage-related risks from supplier-related ones, and create a pre-production release check that helps teams make better decisions before the roll reaches the line. For the conditioning side — settling moisture and reducing curl before unwind — see our guide on storage & conditioning for kraft reels.
Why Roll Quality Protection Should Not End at Receiving
A roll that looks acceptable at arrival can present real production risk weeks later. Storage and handling conditions can create new issues, reveal latent ones, or worsen problems that were marginal at receiving. The real operational question is not, ‘Did this roll arrive in good shape?’ but rather, ‘Is this roll ready to convert right now — or does it need inspection, conditioning, documentation, or escalation first?”
A practical plant process should answer five questions before a stored roll reaches the line:
- Is the roll correctly identified?
- Is the wrapper intact?
- Has the roll been moved, exposed, or damaged after receiving?
- Is there enough evidence to release, hold, or escalate?
- Has production been told what risk, if any, is attached to the roll?
For teams strengthening the receiving step itself, the guide on testing brown paper quality upon arrival is a useful companion. The release check described below starts after that first checkpoint.
The Difference Between “Stored Correctly” and “Ready to Convert”
Production readiness is not the same as warehouse compliance. “Stored correctly” describes warehouse practice. “Ready to convert” describes actual roll conditions at staging. That distinction depends on time in storage, handling events, environmental exposure, roll movement, visible damage, labelling accuracy, and staging conditions.
Paper properties are sensitive to environmental conditions. Standards such as ASTM D685 define standard atmospheres and handling procedures for conditioning paper products before testing. The ISO 187 standard generally specifies conditioning and testing atmospheres for pulp, paper, and board, including monitoring procedures for temperature and relative humidity. Before converting, roll readiness also depends on how well conditioning was managed — a topic covered in depth in the PaperIndex guide on moisture windows for kraft paper converting, which explains why staying within a moisture range matters more than hitting an exact target. These standards support the general principle that conditioning matters; they should not be used to claim that one warehouse condition always causes one specific converting defect.
A roll stored for weeks near a high-traffic loading door may warrant closer scrutiny than one stored briefly in a controlled area, even if both passed receiving. Both may still run. The difference is the level of evidence needed before release.
Where Kraft Paper Roll Problems Can Enter the Chain
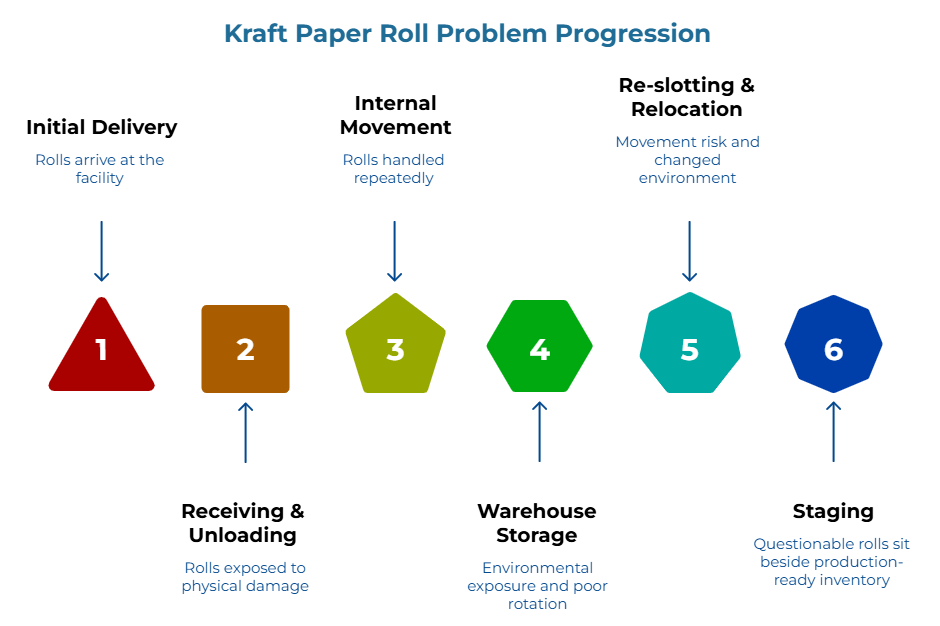
Roll problems become expensive at converting, but they can enter the chain much earlier. Each handoff point introduces its own risks.
- Receiving and unloading expose rolls to impact damage, crushed edges, wrapper tears, fork contact, and clamp marks. Risks at this stage also include incomplete delivery notes, missing photos, damaged labels, or defects that go unrecorded while the carrier is still present.
- Internal movement introduces repeated handling — abrasion, edge contact, core stress, and confusion over roll location.
- Warehouse storage adds time-dependent environmental exposure, poor rotation, contamination, moisture, or traffic contact.
- Re-slotting or relocation combines movement risk with changed environmental position, and the same roll may be moved without an updated condition note.
- Staging without a condition check means a questionable roll may sit beside production-ready inventory because no one made a formal release decision.
- Loading onto the converting line introduces risks from incorrect rotation, poor identification, or careless handling. Contamination and uncertain exposure history can enter at any stage.
The converting line is where the cost becomes visible, but the problem often entered earlier. When repeated issues appear, map them across the full chain rather than investigating only at the last failure point.
Storage-Related vs. Supplier-Related Roll Problems: How to Separate the Signals
The goal is not to assign blame quickly — it is to preserve evidence so the right conversation can happen later. Compare: condition at receiving versus before converting; unloading photos versus current damage; supplier paperwork, roll labels, and lot numbers; damage location and pattern; movement logs; storage duration; environmental exposure records; similar issues across multiple rolls or suppliers; and whether defects appeared before internal handling or only during converting.
Case Study — Diagnosing Recurrent Edge Damage: Quality notices edge damage on several rolls from the same warehouse zone. Receiving records show none at arrival. All affected rolls were relocated using the same clamp truck. Unaffected rolls from the same shipment, stored elsewhere without relocation, show no damage. The evidence points to internal handling. Without this comparison — receiving records versus current condition, affected versus unaffected rolls, movement logs versus damage pattern — the default assumption would be supplier quality failure.
Scenario — Production Blames Warehouse for Every Roll Issue: A converting supervisor flags three rolls in one week as “damaged from storage.” Quality reviews: one had edge damage at receiving (supplier issue), one was relocated four times (handling issue), one had no documented issues at any stage (unresolved). Without structured documentation, the warehouse carries blame for all three — and the actual problems go unaddressed.
Decision logic: if multiple rolls from the same shipment show issues before internal handling, review the supplier or transit leg. If damage appears after relocation, staging, or clamping, investigate internal handling. Cluster analysis: If damage correlates to specific warehouse zones, audit environmental controls and traffic patterns. If defects are inconsistent and undocumented at receiving, avoid conclusions without more evidence.
For specification-related supplier discussions, internal standards should connect back to a documented technical baseline. Our guide on defining and enforcing kraft paper technical specs can support that upstream discipline.
Avoid false-attribution bias: converting failures are often trailing indicators of multi-stage handling degradation rather than isolated supplier defects.
What to Include in a Pre-Production Release Check for Stored Parent Rolls
A pre-production release check evaluates whether a roll is still suitable to run after storage and handling — catching issues that receiving could not see because they had not yet occurred. It is the most useful control in this workflow. Efficiency is the primary driver of compliance; a release check must integrate into existing mobile scanning workflows without exceeding a 180-second window.
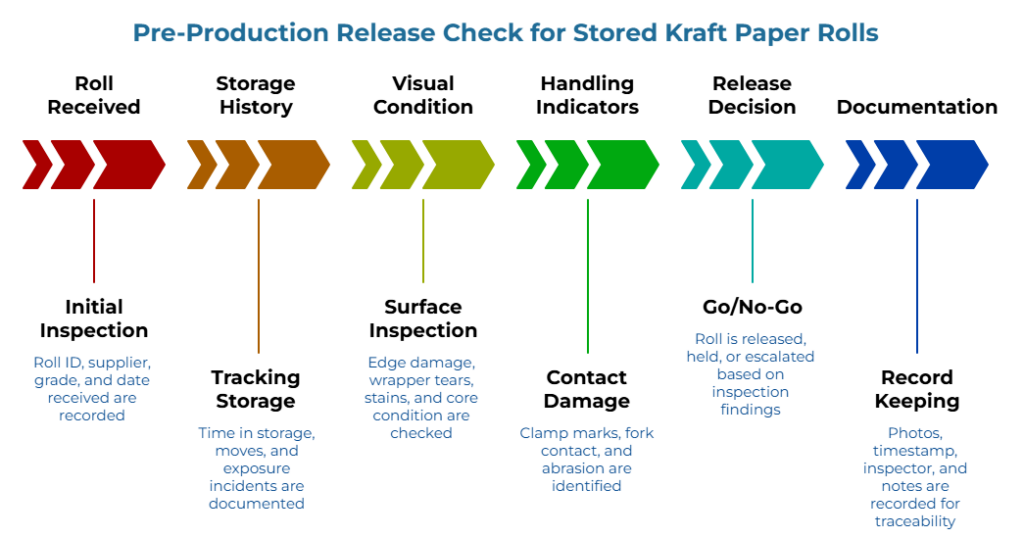
A practical checklist covers six categories:
- Identification: Roll ID, supplier, grade or specification, basis weight or roll size where applicable, date received, current storage location, intended converting job.
- Storage history: Time in storage, number of moves, known relocations, exposure incidents, wrapper integrity throughout storage.
- Visual condition: Edge damage, crushed areas, out-of-round appearance, wrapper tears, wet marks, staining, contamination, core condition, label condition.
- Handling indicators: Clamp marks, fork contact, abrasion, impact signs, damage aligned with storage or transport contact points.
- Release decision: Release to converting; release with caution and operator note; hold for quality review; escalate to supplier or logistics; reassign to less critical job if internal policy allows; or condition before converting where moisture or temperature concerns exist.
- Documentation: Photos, inspection timestamp, inspector name or role, roll location, production job number, notes for the converting operator.
- Scenario — roll fine at receiving, questionable before converting: A roll received three weeks ago now shows wrapper tears and discoloration after storage near a loading dock — conditions that the reel and core fit preflight checklist is specifically designed to catch before threading. The release check catches it. The roll is tagged “caution” and reassigned to a less critical run — avoiding a surprise at the line.
Not every roll needs equal scrutiny. A risk-based approach works: high-value jobs, long-stored rolls, rolls moved multiple times, rolls with visible damage, and lots with prior issues warrant closer checks.
A Practical Release Decision Matrix
This matrix is a sample framework; plants should adapt it to supplier specifications, internal quality procedures, safety rules, customer requirements, and the criticality of the converting job.
| Finding | Risk | Action |
| Correct ID, intact wrapper, no visible damage | Low | Release |
| Minor wrapper scuff with no paper exposure | Low to moderate | Release with operator note |
| Edge damage or uncertain impact history | Moderate | Quality review before staging |
| Wet marks, contamination, missing ID, or severe deformation | High | Hold and investigate |
| Repeated issue across same lot, supplier, location, or line | Variable | Compare receiving records and escalate with evidence |
The matrix prevents drift. A questionable roll should not move forward simply because no one wanted to stop the job. Rolls on “hold” should be physically separated from production-ready stock and tagged clearly.
How Warehouse Teams Can Reduce Converting-Line Surprises
Separate storage zones for rolls awaiting inspection, approved rolls, caution-status rolls, and held rolls eliminate ambiguity. Damaged or questionable rolls should be physically separated from production-ready inventory. First-in-first-out rotation reduces long-storage risk where it fits the grade, order plan, and plant policy. Minimizing unnecessary movement reduces handling exposure. Preserving labels and traceability ensures rolls can be linked to their receiving record and supplier documentation.
Train operators to photograph and report damage consistently. Record handling incidents immediately — a photo taken after four internal moves is weaker than a photo taken when the damage is first observed. Communicate known risks to converting supervisors before staging.
OSHA 29 CFR 1910.176 covers mechanical handling clearances, clear aisles, and safe storage. The UK HSE warehousing guidance offers a complementary perspective on manual handling and workplace transport. These sources are safety references, not kraft paper quality specifications, but they reinforce the need for controlled movement and storage practices.
How to Investigate Repeated Kraft Paper Roll Damage
Recurring kraft paper roll damage should be handled as a root-cause problem, not a weekly argument between warehouse and production.
Define the defect clearly. “Edge damage” is better than “bad roll,” but “edge compression on operator-side face before unwind” is better still. Identify where it is first observed. Gather photos and roll IDs. Compare affected and unaffected rolls. Map each roll’s path from receiving to converting. Review handling equipment and operator steps at each stage. Check whether damage clusters by shift, zone, clamp truck, carrier, lot, supplier, grade, or job type. Is it isolated, or has it appeared 11 times in 6 weeks? Determine whether the issue is recurring or isolated, then decide on containment and corrective action. Verify whether the action actually reduced recurrence.
Containment should come before debate. Hold suspect rolls, review handling steps, notify production of caution-status inventory, and preserve supplier-facing evidence.
Consolidate these data points into a single Master Roll File (MRF) that links receiving timestamps with specific internal transit telemetry. Internal plant quality records often reveal patterns that individual incidents miss.
ISO 9001 corrective action guidance — reacting to nonconformity, evaluating causes, taking action, and reviewing effectiveness — fits repeated roll damage well. Supplier technical documentation (handling guides, storage specs, claims procedures) and equipment manufacturer manuals (for clamps, forklifts, conveyors) are often the most directly relevant references.
Near misses matter too. If a roll still runs but shows damage that almost caused a problem, record it. Near misses often reveal the pattern before downtime does.
What Buyers Should Ask Before Blaming the Supplier
Supplier escalation may be justified. It may also be premature.
Scenario — buyer wants to file a supplier claim: A procurement manager receives complaints about three rolls from the same lot. Before escalating: Was the issue visible at receiving? Were photos taken before internal handling? Are multiple rolls from the same lot affected, and is the damage pattern consistent? Did the supplier provide handling or storage recommendations, and were they followed? Was the roll moved, clamped, rewrapped, staged, or exposed after receiving? Is the problem tied to one supplier, grade, warehouse zone, or line? Is there enough evidence to open a claim?
If the answers are uncertain, gather evidence first. The strongest supplier conversations are specific — they refer to roll ID, lot, shipment documents, receiving photos, storage history, pre-production release notes, converting run notes, and the exact point where the issue was first observed. Poor evidence leads to blame cycles. Better evidence protects both sides of the relationship.
For buyers building supplier evidence files, the guides on interpreting kraft paper lab test reports and replacing supplier promises with verifiable evidence are directly relevant. For evidence-based supplier capability assessment, see the guide on kraft paper makers capability and CAPA workflows for kraft paper sellers.
Common Mistakes That Make Roll Problems Harder to Solve
Inspecting only at receiving, not before converting. Moving questionable rolls into staging without a release decision. Photographing damage after moves but not at receiving. Losing traceability between roll ID, storage location, and production job. Treating operator observations as informal comments. Blaming suppliers without separating transit, storage, handling, and staging evidence. Failing to document near-misses. Creating a checklist too long for real use. Ignoring repeated small damage because each incident seems minor in isolation.
How to Build a Simple Roll Quality Handoff Between Warehouse and Converting
The warehouse inspects the roll before staging and logs any issue with a photo. The roll is tagged release, caution, or hold. Production is notified before loading. The converting operator records run issues against the roll ID. Quality reviews patterns weekly or monthly. Procurement receives evidence only when escalation is justified.
Common Objections — and Practical Responses
“We already inspected the receipt.” Receiving inspection is necessary, but it does not cover what happens after arrival. A release check confirms whether the roll is still ready for converting.
“This will slow production.” A focused release check is meant to prevent larger delays at the line. Keep it short, risk-based, and tied to visible conditions.
“Operators can tell if a roll is bad.” Operator judgment is valuable. It becomes more useful when observations are recorded against roll ID, job number, and run outcome.
“It is the supplier’s problem.” Possibly — but only if the evidence shows the issue existed before internal handling, not after storage, movement, staging, or line setup.
“We lack environmental monitoring.” Start with practical observations and incident documentation. Then verify environmental expectations against supplier guidance, internal quality procedures, and relevant conditioning or testing standards.
Frequently Asked Questions
Can storage cause kraft paper roll problems at converting?
Storage can contribute, particularly when wrapper damage, exposure, poor rotation, contamination, or repeated movement is not controlled. It should not be treated as the automatic cause without evidence.
How to determine if a problem is supplier- or storage-related?
Compare receiving records, photos, roll IDs, lot patterns, internal movement history, storage duration, damage location, and when the issue was first observed.
What should be checked before releasing a stored roll?
Check identity, storage history, wrapper condition, edge damage, visible deformation, contamination, core condition, label condition, handling marks, and whether quality review is needed.
Should every stored roll be inspected?
A risk-based approach is practical. High-value jobs, long-stored rolls, previously moved rolls, rolls with visible damage, and lots with prior issues warrant closer checks.
What documentation supports supplier conversations?
Receiving photos, delivery notes, supplier paperwork, roll labels, storage records, movement history, inspection notes, converting notes, and photos of the issue.
What is the most common mistake?
Waiting until converting before documenting damage or assigning a release status.
Is a release checklist the same as receiving inspection?
No. Receiving evaluates the roll at arrival. A release check evaluates suitability after storage and handling.
The Roll Should Reach the Line With a Decision
A kraft paper roll should not arrive at converting as an unanswered question.
The plant does not need a complicated system to improve roll quality before converting. It needs a disciplined handoff: inspect the roll, preserve evidence, assign a status, communicate risk, and review patterns when problems repeat.
Release it. Hold it. Document it. Escalate it with evidence. The worst choice is letting a questionable roll drift into production unknown.
To explore verified brown kraft paper sellers, kraft paper producers, or to submit an RFQ, visit PaperIndex.com.
Disclaimer:
This article is educational. For plant-specific tolerances, consult supplier documentation, internal quality standards, and applicable standards from ASTM, ISO, and TAPPI. The AF&PA provides a broader industry context.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.