
📌 Key Takeaways
Most kraft paper parent roll damage happens inside your own facility — not at the supplier’s mill or during shipping.
- Document Every Handoff: Timestamped photos and condition records at each transfer point let you prove exactly when and where damage started.
- Short Moves Cause Hidden Damage: Quick transfers near production lines skip safety steps and cause damage that gets blamed on suppliers or carriers.
- Match Equipment to the Roll: Wrong clamp pressure, worn pads, or mismatched attachments can crush or mark rolls in ways operators won’t notice until converting.
- Walk the Route Before Writing Rules: A desk-written procedure misses floor-level hazards like cracked thresholds, blind corners, and tight staging areas that cause real damage.
- Train for Rolls, Not Just Trucks: Standard forklift certification doesn’t cover roll-specific risks like edge damage, clamp positioning, or what to do when wrap tears mid-move.
Evidence turns finger-pointing into problem-solving.
Warehouse supervisors, production leads, and quality managers in kraft paper converting facilities will gain a ready-made damage prevention framework here, preparing them for the detailed handling protocols that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A kraft paper parent roll clears inbound inspection without a single flag. Two days later, production peels back the wrap. Crushed edges. Scuffed outer layers. Three departments pointing fingers — procurement at the supplier, production at the warehouse, the warehouse at the carrier.
Who actually damaged this roll?
Without timestamped condition records at every internal handoff, nobody can prove a thing. The dispute stalls, the waste gets absorbed, and the same sequence repeats next month.
The brown kraft paper parent rolls you accepted at the dock may have been fully within specification. What happened after acceptance — inside your own facility — is what determines whether those rolls reach the converting line intact. The controls that follow are general operating principles. Exact clamp pressure, storage orientation, inspection intervals, and roll clamp settings should be verified against the facility’s equipment manuals, supplier recommendations, and quality procedures. With a controlled internal handling process and a few practical documentation habits, you can trace damage to its actual source, resolve disputes with evidence, and stop preventable waste before it reaches your operators.
Structural Vulnerabilities: Edges, Wraps, and Core Integrity
Parent rolls are large, heavy, and exposed at the points most likely to contact the warehouse environment: edges, outer wraps, core areas, and the roll surface. A routine warehouse move — the kind nobody thinks twice about — can inflict damage that stays hidden until wrap removal.
Edges take the hardest hits. Contact with dock plates, floors, walls, racking, pallets, or adjacent rolls can crush or chip them. Once an edge is compromised, the converting line loses usable material. Sometimes the damage extends several layers deep, and each lost layer multiplies waste across a production run.
Wrap damage runs a close second. Torn or punctured wrapping strips the roll of its only defense against moisture, dust, and surface contamination. Even a minor surface gouge or scuff can generate outer-layer waste that accumulates across dozens of rolls per shift.
Clamp force is the third common damage source. Excessive pressure deforms or marks the roll body. Insufficient pressure allows slipping during transport. Both outcomes create problems the forklift operator may not notice during the move itself — but the converting operator will notice when the roll refuses to unwind cleanly.
Every time a roll is handled — lifted, rotated, transported, set down — the risk of damage increases. Industry authorities, including the Technical Association of the Pulp and Paper Industry (TAPPI), note that every manipulation of rolls and pallets creates an inherent risk of accidents and damage. A parent roll in a typical converting facility may pass through five or more handling steps before reaching the line—that is five or more opportunities for something preventable to go wrong.
Common Handling Mistakes That Damage Rolls Before They Reach the Line
Damage rarely stems from catastrophic accidents; it is the byproduct of routine handling performed without calibrated procedural oversight.
- Skipping inbound condition checks. Receiving teams accept rolls without photographing edges, wrap condition, and visible impact points. For a structured approach to dock-side verification, refer to our guide on testing protocols: how to verify brown paper quality upon arrival. When damage surfaces later, there is no baseline record to prove whether it existed at delivery or originated internally.
- Using incorrect equipment or attachment setup. Forks, clamps, pads, truck capacity, load center, clamp pressure settings, roll dimensions, roll orientation, and paper grade all matter. Cascade Corporation, a manufacturer of paper roll clamp attachments, publishes an operator guide covering fixed-frame roll clamp use for paper products — including vertical, horizontal, and bilge handling, transport, stacking, breakout, and loading applications. Using generic settings across different roll types raises the chance of clamp marks or deformation.
- Poor clamp positioning. Operators who clamp too close to the roll edge, clamp unevenly, or fail to align the roll before lifting create localized pressure damage. Over-clamping can mark or deform the roll. Under-clamping can allow slipping. The correct setting is site- and equipment-specific, so it should come from the OEM manual or an approved internal procedure.
- Dragging, bumping, or nudging rolls. Small corrections with the truck or clamp — the kind that feel insignificant in the moment — can crush edges or tear wrapping. These micro-impacts add up.
- Rushing short internal transfers. When the destination is nearby, teams often drive faster, skip route checks, or take tighter turns. These “quick moves” account for a disproportionate share of internal damage, precisely because they receive less procedural discipline than dock unloading.
- Staging rolls in congested areas. Rolls placed near traffic lanes, production queues, or temporary storage zones are more likely to be struck by passing equipment. A roll parked in the wrong spot for 20 minutes can collect the same damage as a roll handled carelessly.
- No handoff accountability. Without documented condition checks at each transfer point, damage discovered at production cannot be traced to a specific handling stage. The finger-pointing cycle continues.
Map the Roll’s Internal Route Before Writing Your SOP
A damage-prevention SOP written at a desk rarely matches the reality on the warehouse floor. Before drafting procedures, assemble a small team — a supervisor, an experienced operator, a production lead, and a quality representative — and walk the actual route a roll takes from unloading dock to converting line. Walk the actual route, not the route shown on a clean layout drawing.
The route typically includes these stages: trailer or container unloading, dock inspection, initial handling and orientation, movement to storage, storage placement, re-handling for production, short internal transfer, production staging, and final handoff to the converting line.
During the walk, the team should identify specific hazards at each stage. Look for tight turns, floor cracks and slopes, dock plates and thresholds, wet areas, debris, blind corners, narrow aisles, doorways, dock edges, inadequate roll-to-roll clearance, congested staging lanes, temporary parking spots, and any areas where operators rotate or reposition rolls. Each of these is a potential damage point. The SOP must address each one with a specific control — not a general instruction to “handle with care.”
Operators identify floor-level hazards—cracked thresholds or blind corners—that are invisible on a site map, transforming vague safety warnings into site-specific controls.
Standardized Protocols for the Internal Value Chain
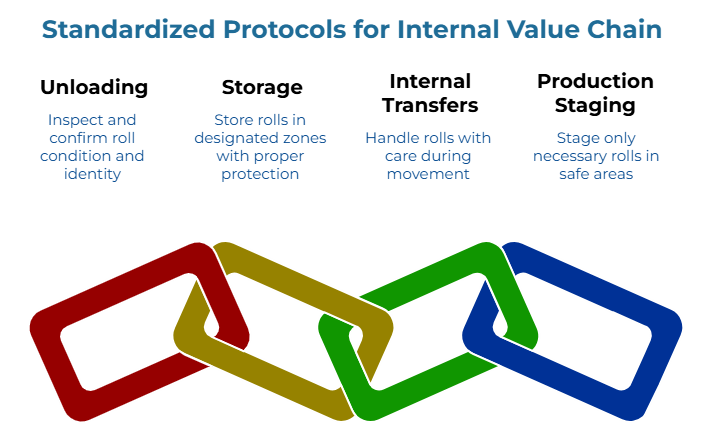
These rules form the operational foundation of a parent roll handling SOP. They apply regardless of kraft grade, roll weight, or facility size.
At unloading: Inspect roll condition before the first internal move. Photograph visible damage, wrap condition, labels, and roll edges. Confirm roll identity and orientation. Use only approved equipment operated by trained personnel. Avoid dragging or rolling the parent roll on the floor unless the facility’s documented process specifically allows it and the roll is protected.
In storage: Store rolls only in designated zones with clean, level floors. Maintain safe spacing between rolls and protect edges from contact with walls, posts, racks, pallets, and adjacent rolls. Define stacking, nesting, and orientation rules based on material type, equipment capability, and kraft paper manufacturer recommendations. Moisture is a particular concern in storage — facilities converting kraft paper should be aware that storage and conditioning practices directly affect runnability on the converting line.
During internal transfers: Treat every move — including short ones — as a formal handling event. Confirm route clearance before departing. Use controlled travel speeds. Avoid tight turns without adequate clearance. If a roll is not aligned properly at the destination, stop and reset rather than bumping or nudging it into position.
At production staging: Stage only the quantity production needs for the current run. Avoid placing rolls in high-traffic zones or temporary obstruction areas. Reinspect each roll before handoff and record any newly discovered damage before converting begins.
For related incoming inspection discipline, standard quality assurance practices typically require receipt-side controls, including seal verification, moisture screening, and core integrity checks. A practical evidence chain linking COAs, samples, and incoming inspection can formalize these steps into a repeatable 30-minute workflow. For specification discipline, operations managers generally rely on establishing comprehensive mill specification sheets tailored to their facility’s specific runnability tolerances.
Train Operators on Roll-Specific Risks
General powered industrial truck certification does not prepare operators for the specific risks of handling kraft paper parent rolls. The U.S. OSHA powered industrial truck eTool links training to safe truck operation, vehicle types, workplace hazards, and certification requirements. The full regulatory text for powered industrial trucks is found in 29 CFR 1910.178. That regulatory baseline is necessary — but it is not sufficient for parent roll handling.
Facilities need to build on that foundation with site-specific and attachment-specific training. Roll-specific training should cover the following areas:
- Roll anatomy and common damage types — why edge damage matters to converting yield
- Out-of-round roll risk and how to identify it before handling
- Proper clamp positioning and pressure basics, verified against the equipment manufacturer’s documentation
- Handling vertical versus horizontal and bilge-positioned rolls
- Turning radius and route clearance for loaded trucks
- Stacking and staging rules specific to the facility’s layout
- Pre-shift equipment checks for clamps, pads, hydraulics, and visibility
- What to do when a roll slips, contacts an object, or arrives already damaged
Scenario-based training builds judgment, not just compliance. Ask operators: “You notice torn wrap before unloading — what do you document before moving the roll?” or “The roll is slightly misaligned in a tight staging area — what should you do instead of nudging it?” or “Clamp pads are worn or contaminated — who do you notify?” These exercises prepare operators for the real decisions they face every shift. The right answer should be consistent across operators — that is the point of the SOP.
A common pitfall is limiting training to a single classroom session and never revisiting it. Refresher training that incorporates actual incident photos from the facility is far more effective than repeating the same slides every year.
Use Inspection Checkpoints to Separate Supplier, Carrier, and Internal Damage
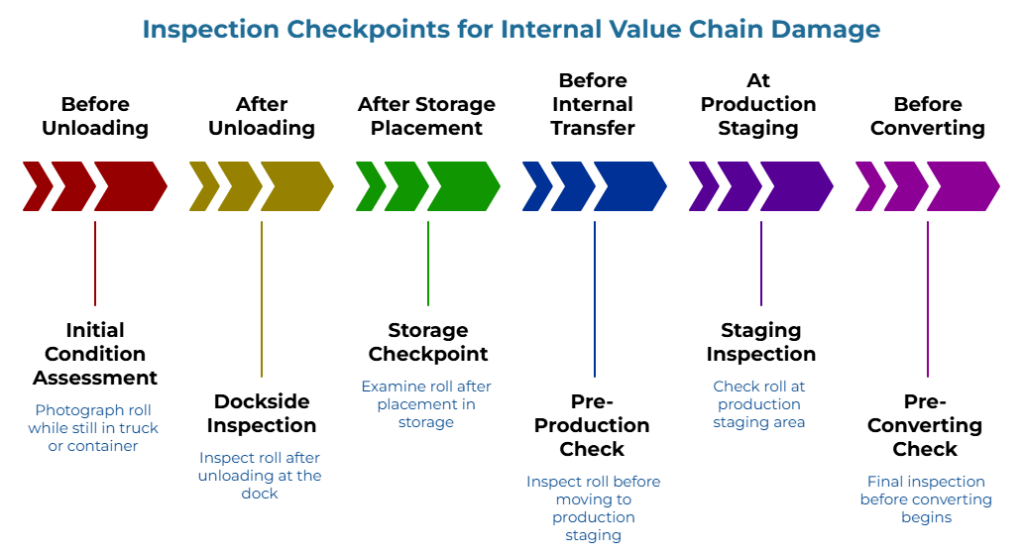
Dispute resolution depends on documentation at every transfer point. Without it, even a legitimate supplier claim becomes unprovable. Recommended checkpoints are:
- Before unloading — photograph visible condition while the roll is still in the truck or container
- After unloading at the dock
- After storage placement
- Before internal transfer to production
- At production staging
- Before converting begins
At each checkpoint, record the roll ID, supplier, carrier, date and time, operator, equipment used, storage location, photo evidence, damage description, damage location on the roll, suspected damage stage, corrective action taken, and supervisor approval if the roll is still used despite noted condition issues.
This documentation trail allows the facility to pinpoint when damage first appeared. A roll photographed with clean edges after dock unloading but showing crushed edges after storage placement narrows the investigation to a single handling stage. That precision transforms dispute resolution from assumption-based arguments into evidence-based conversations — with the supplier, the carrier, or with internal teams.
If a buyer-seller dispute escalates to sampling or lot-level testing, ISO 186:2002 specifies a method for obtaining representative paper and board samples to determine whether average quality complies with specifications. For contract-level protection against these scenarios, facilities should consider contract clauses that protect against off-spec kraft paper deliveries. It is a sampling standard, not a warehouse handling SOP, but it is relevant when formal quality verification is required.
Internal quality records also matter. Damage logs, non-conformance reports, trimming records, downtime reports, and production complaints help identify recurring damage points. Ground all cost and waste claims in actual facility data — do not invent cost-per-roll or waste-percentage figures without documented evidence to support them.
Reduce Damage During Short Internal Transfers
Short-distance moves are a hidden failure point in many converting facilities. They are performed under time pressure, in congested areas near production lines, and without the procedural discipline applied to dock unloading. Operators skip route checks because the destination is close. Tight turns, temporary staging, and repeated handling increase cumulative risk.
Damage from short transfers is frequently discovered late and misattributed to the supplier or carrier. By then, the evidence trail is cold.
These controls cost nothing to implement. They require procedural discipline, not capital equipment. The shift from casual to controlled short transfers is one of the highest-impact changes a facility can make, because it addresses the handling stage where damage is most likely and least visible. Prioritize ‘Damage-Averse’ routing over travel speed; paths must minimize congestion even at the cost of cycle time. Priority must be given to paths that minimize contact and congestion, even if they marginally extend travel time.
Match Equipment and Attachments to the Job
Every piece of roll-handling equipment — lift trucks, clamps, pads, hydraulics, and rotation mechanisms — should be verified against the rolls being handled. Equipment matching should cover truck capacity, roll clamp type, clamp pad type and condition, hydraulic function, rotation control, visibility, load center relative to roll dimensions, and preventive maintenance schedules.
Cascade Corporation’s paper roll clamp operator guide describes damage-reduction options and covers transport, stacking, breakout, and loading applications. For broader industrial truck safety context, the ITSDF B56 standards address safety requirements related to the design, operation, and maintenance of low lift and high lift trucks. TAPPI’s roll handling and wrapping module describes the need to protect paper or board rolls from physical damage, moisture, and foreign debris during handling, transport, and storage. The facility’s own equipment manuals remain the best source for clamp force settings, pad selection, inspection intervals, and attachment compatibility for the specific roll sizes and weights in use.
Pre-use inspections should check clamp pad condition, hydraulic function, rotation control, visibility, and load center relative to roll dimensions. Worn or contaminated pads are a frequent and avoidable cause of surface damage. A pad that looked acceptable last week can degrade enough over a few shifts to leave marks on every roll it contacts. Habit is not a specification.
When procurement teams are evaluating kraft paper parent roll suppliers, it is worth coordinating with warehouse operations to confirm that the facility’s handling equipment can accommodate the supplier’s standard roll dimensions and weights. A specification mismatch between the roll and the clamp is a damage risk that no amount of operator training can fully compensate for. Comparing kraft paper makers on their standard roll dimensions and packaging formats during supplier evaluation helps prevent these mismatches from the outset.
Build a Parent Roll Damage-Prevention Checklist
A checklist keeps handling discipline consistent across shifts, operators, and urgency levels. It prevents the kind of drift where procedures gradually relax until the next major damage incident forces a reset.
Before movement: Roll ID confirmed. Visible damage photographed. Wrap and edge condition checked. Route clear of obstructions. Equipment approved for the roll type, size, weight, and orientation. Clamp pads clean and in serviceable condition. Operator trained and certified for parent roll handling.
During movement: Roll lifted and clamped per site and OEM procedure. Travel speed controlled. Turns made with adequate clearance. No dragging, bumping, or pushing. No unplanned temporary parking.
After movement: Roll placed in approved location with proper spacing. Roll stable and protected from contact with adjacent objects. Any new damage recorded immediately. Handoff completed with the receiving team — whether receiving, storage, production, or quality — including verbal and written condition confirmation.
This checklist is a starting point. Each facility should adapt it to match site-specific hazards identified during the route walk-through described earlier. The goal is a document that operators actually use on the floor, not a binder that lives in the quality office.
What to Do When Damage Is Found
Stop movement if continuing could worsen the damage or create a safety issue. Secure the roll in a designated inspection area — not in a traffic lane where it risks further contact.
Photograph damage from multiple angles. Record the roll ID, time, location, operator, and equipment used. Determine whether the damage was present at the previous checkpoint by comparing current photos against prior records.
Notify quality, warehouse supervision, and production planning. Decide whether the roll can be used as-is, downgraded for a less demanding application, trimmed to remove damaged material, quarantined for further assessment, or rejected and returned. Do not trim damage before documentation.
Feed the incident into operator coaching, route review, or SOP improvement. The emphasis should be on traceability and honest root-cause analysis — not blame. A facility that punishes damage reporting will stop getting damage reports long before it stops getting damage. A facility that treats every incident as a learning opportunity builds the kind of handling culture that prevents repeat failures.
Frequently Asked Questions
What causes kraft paper parent roll damage before production?
Common causes include poor clamp positioning, excessive or insufficient clamp force, tight turns during transport, wrap damage from contact or puncture, edge contact with floors or fixtures, rushed short transfers, congested staging areas, and weak handoff documentation between handling stages. Once rolls reach the line, even minor moisture shifts can drive significant downtime.
How can warehouse teams tell whether roll damage happened internally?
Use inspection checkpoints at each handling stage — before unloading, after unloading, after storage, before transfer, at staging, and before converting. Timestamped photos, roll IDs, and operator records help identify when damage first appeared and narrow the investigation to a specific stage.
Are short internal transfers really a major damage risk?
They can be. Short moves are often treated as low-risk, but they frequently occur in congested production areas where tight turns, temporary staging, and time pressure increase the chance of edge or wrap damage. Because they receive less procedural attention, damage from short transfers is often discovered late and misattributed.
Should forklift operators receive special training for parent roll handling?
Yes. General powered industrial truck training establishes the regulatory baseline, but it should be supplemented with site-specific and attachment-specific instruction covering parent roll handling, clamp use, route hazards, staging rules, and damage documentation. Scenario-based exercises are particularly effective for building operator judgment.
What should be included in a parent roll movement SOP?
A parent roll movement SOP should include approved equipment, operator requirements, receiving inspection procedures, route controls, clamp handling rules, storage rules, staging rules, short-transfer procedures, damage documentation protocols, escalation steps, and quality handoff points. For a broader operational governance structure, see from guesswork to governance: a standardized framework for sourcing kraft paper. Start with a route walk-through to identify the specific hazards your SOP must address.
What should operators do if they damage a roll during movement?
Stop, secure the roll, notify supervision, photograph the damage, record the roll ID and location, and follow the facility’s quality procedure. The emphasis should be on reporting and prevention. A culture that encourages transparent reporting identifies problems faster than one that discourages it.
How often should roll handling procedures be reviewed?
Review procedures after damage incidents, equipment changes, layout changes, new product types, new operators, or recurring production complaints. A fixed annual interval is less effective than event-triggered reviews that respond to actual operational changes.
The Controlled Workflow That Prevents Avoidable Damage
Parent roll damage prevention is not a single operator skill. It is a controlled workflow.
Inspect the receipt. Use the right equipment. Move rolls through approved routes. Train operators on roll-specific risks. Document every handoff. Treat short transfers with the same discipline as unloading.
That is how acceptable kraft paper parent rolls stay acceptable before production starts.
Disclaimer:
This article is for educational and informational purposes only. It does not replace professional safety guidance, equipment manufacturer instructions, or applicable regulatory requirements. Facilities should consult their own equipment manuals, safety programs, and qualified professionals when developing handling procedures. All negotiations and transactions occur directly between buyers and suppliers.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.