
📌 Key Takeaways
Corrugated box storage works best when packaging, warehouse, and quality teams share ownership instead of leaving it all to the warehouse.
- Storage Is a Team Job: Boxes fail when three departments each assume someone else handles handoffs between delivery, storage, and release.
- Record Conditions at the Dock: A quick photo and condition note at receiving can save weeks of finger-pointing when boxes show up soft or wavy later.
- Map Your Risky Zones: Areas near dock doors, exterior walls, and roof leaks expose boxes to moisture that interior spots don’t — flag them and store sensitive stock elsewhere.
- Age Alone Doesn’t Show Condition: A newer pallet stored near a leaky door may need inspection before an older one kept in a dry, stable zone.
- Log Issues Simply, Then Feed Them Back: A short, consistent record of each problem — linked to a lot, location, and decision — turns repeat failures into process fixes.
Shared visibility beats shared blame.
Warehouse, quality, and procurement teams managing corrugated box inventory will find a ready-to-adapt responsibility framework here, preparing them for the detailed workflow guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A shipment of corrugated boxes passes a basic receiving check, goes into storage, and two weeks later shows soft panels and waviness when the packing line pulls them. The warehouse team points to delivery conditions. Procurement says the supplier confirmed spec compliance. Quality has no photos from receiving, no record of which storage zone the lot occupied, and no way to determine when the exposure began.
Every team holds a fragment of the story. None has the full chain.
Departmental breakdowns frequently compound storage issues. Common failures include procurement failing to share supplier guidance, receiving teams rushing documentation, and quality teams lacking formal ownership of hold/release decisions. A storage SOP confined to one department misses the shared handoffs where most problems develop.
Treat Storage as a Shared Workflow, Not a Warehouse-Only Task
Corrugated box storage procedures work best when three functions share ownership rather than assuming the warehouse handles everything.
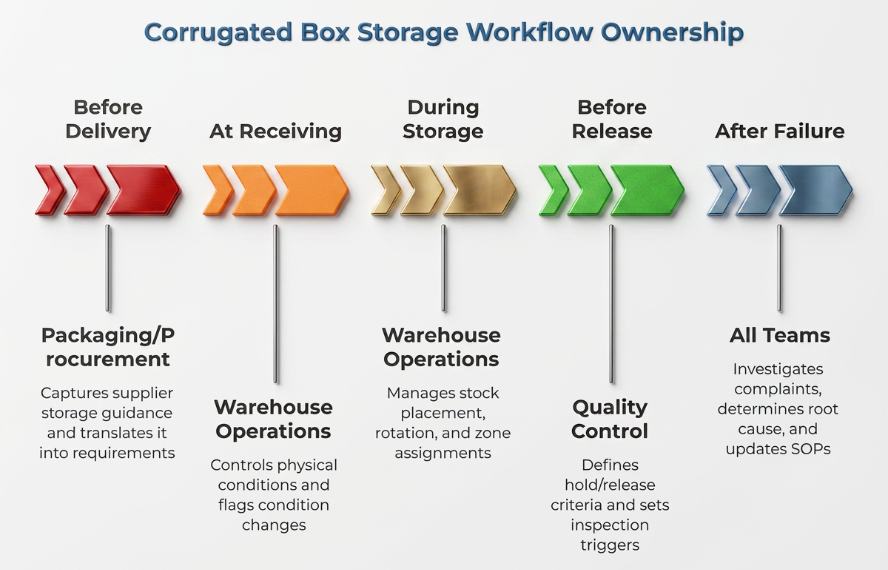
Packaging or procurement captures supplier storage guidance, translates it into receiving and storage requirements, and updates those requirements when recurring problems surface. Warehouse operations control physical conditions — stock placement, rotation, zone assignments — and flags condition changes. Quality defines hold and release criteria, sets inspection triggers, investigates complaints, and determines whether storage, handling, supplier quality, or usage variables contributed to a problem.
When ownership is unclear, each team may assume another department is responsible. Boxes end up stored wherever space is available rather than where risk is lowest. Quality receives a complaint weeks after the relevant storage event, without a documentation trail. Procurement reorders from the same supplier without knowing a storage-related issue was never fed back into purchasing notes.
The SOP should define what each team owns at each handoff point — before delivery, at receiving, during storage, before release, and after a failure — rather than treating storage coordination as a warehouse-only task.
Several SOP terms need shared definitions to prevent misalignment across departments:
- Storage trigger: a visible condition, record gap, location history, or handling event that requires review before normal use.
- Hold status: a temporary control state where boxes are not released for use until the required review is complete.
- Release decision: the documented decision that stock can be used under internal criteria, supplier guidance, or QA-approved limits.
- Issue log: a lean record of the condition, location history, evidence, action taken, owner, and outcome.
- Corrective action: a change to the SOP, receiving check, storage rule, supplier communication, or QA review process after an issue repeats or exposes a gap.
These definitions help all three teams operate from the same vocabulary, which matters most during escalation conversations where imprecise language can delay resolution.
Responsibility Matrix for Corrugated Box Storage SOPs
The matrix below outlines a general framework for dividing storage procedure responsibilities. Adapt the fields based on supplier guidance, internal quality procedures, and operational constraints relevant to each facility.
| SOP Area | Packaging / Procurement | Warehouse | Quality (QA) | Supplier Feedback Loop |
| Before-delivery guidance | Request storage, handling, and shelf-life guidance where relevant; attach supplier notes to purchase or item records | Review incoming instructions before put-away where the process allows | Confirm whether guidance affects hold, release, or inspection rules | Ask the supplier to clarify vague storage or handling instructions |
| Receiving check | Confirm order and spec alignment; ensure order, supplier, and lot references are available | Inspect visible condition, pallet/wrap integrity, lot/order ID; photograph questionable deliveries | Define receiving-check criteria; review flagged deliveries | Share receiving evidence if stock appears questionable at arrival |
| Storage location assignment | Communicate sensitivity or special handling needs before the stock arrives | Assign zone based on risk; keep sensitive stock away from high-exposure areas; record exceptions | Audit storage assignments periodically; review repeated issues linked to storage locations | Use recurring findings to request clearer supplier guidance |
| Stock rotation | Flag reorder timing and expected shelf life; align order quantity with storage capacity and expected use | Rotate stock; flag condition concerns before release; apply FIFO where suitable but flag condition-based exceptions | Confirm rotation policy and condition-based exceptions; define when aged, relocated, or unverified stock requires inspection before use | Discuss slow-moving or storage-sensitive stock concerns when patterns repeat |
| Inspection triggers | Share known risk factors from supplier history; capture supplier-specific triggers if provided | Trigger inspection before release when storage history is uncertain; escalate visible damage, torn wrap, staining, soft panels, unusual odor, or uncertain history | Define trigger criteria based on QA-approved limits; decide whether the trigger leads to release, hold, investigation, or corrective action | Provide evidence when supplier review is needed |
| Issue logging | Update supplier records with recurring issues; require traceable order and vendor references where possible | Record lot, date, zone, condition, photos, action taken; record movement history | Review logs for patterns; confirm investigation findings; add QA decision, investigation notes, and final disposition | Use the log to support factual supplier conversations |
| Retention, Authorization, and Escalation | Support evidence gathering for supplier conversations; clarify who should be contacted when guidance is missing or unclear | Place stock on hold when flagged; do not release without documented clearance | Decide hold, release, or escalation; document rationale | Respond to evidence-based questions rather than general complaints |
| Remedial Protocol | Update purchase specs or supplier communication; update reorder practices | Adjust storage layout, zone controls, or handling procedures | Update SOP triggers, acceptance criteria, or inspection frequency | Confirm revised handling or storage expectations |
This is a general framework, not a rigid template. Its primary value is making each team’s responsibilities visible — including the supplier-facing actions that often fall between procurement and quality — so that handoff gaps can be identified before they turn into blame.
Receiving-to-Storage Handoff: What to Record Before Stock Goes into Storage
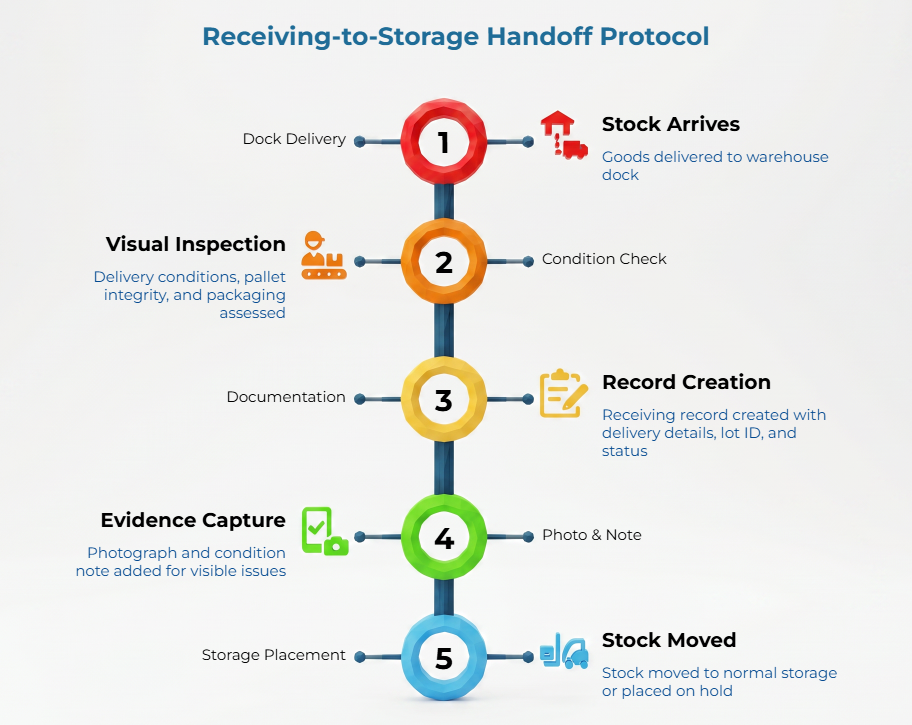
The window between dock delivery and storage placement is where baseline evidence is easiest to capture and hardest to reconstruct later.
At minimum, a receiving record should cover delivery conditions (dry, damp, stained, or damaged wrap), pallet and packaging integrity, lot or purchase order identification, and whether the stock enters normal storage or requires a hold status. When a delivery shows visible moisture signs, unusual odor, or compromised outer wrap, a quick photograph and condition note attached to the lot record can save weeks of investigation later.
This protocol favors immediate, high-yield documentation over exhaustive analysis to accommodate real-time receiving velocities. The goal is a short, documented baseline that warehouse, quality, and procurement can reference if questions arise after storage.
The following checklist provides a general guide for the receiving-to-storage handoff:
| Checkpoint | What to Record | Why It Matters |
| Delivery identity | Supplier, order reference, lot or batch reference where available | Links the stock to purchasing and supplier records |
| Pallet and wrap condition | Torn wrap, crushed pallet edges, broken strapping, exposed boxes | Shows whether protection was compromised before storage |
| Visible box condition | Staining, waviness, soft-looking panels, crushed edges, unusual odor | Creates an early record before condition changes |
| Questionable exposure | Any observed dampness, wet unloading context, or unclear condition | Helps decide whether normal storage is appropriate |
| Photo evidence | Photos when condition is questionable | Preserves evidence for QA or supplier review |
| Initial status | Normal storage, restricted storage, or hold pending review | Prevents silent release of questionable stock |
| Storage destination | Planned zone, temporary staging area, or quarantine/hold area | Creates storage history from the start |
If a delivery appears questionable, the key control is not a complex test — it is a status decision. Stock should not disappear into normal inventory when the receiving team already has a reason to flag it.
Operations requiring detailed dock-level humidity assessments should implement a structured checking approach. Teams that want to add a formal quality screen at the point of receipt can also verify corrugated box quality at the dock using a practical testing protocol.
Where technical testing is required beyond visual assessment, samples must typically be routed to a controlled QA laboratory. Recognized standard testing methods—such as FEFCO’s Edge Crush Resistance test method, ISO 3037 (Corrugated fibreboard — Determination of edgewise crush resistance), or TAPPI T 804 (Compression test of fiberboard shipping containers)—require specialized compression equipment and strict environmental conditioning prior to evaluation.
Warehouse Controls: Zones, Rotation, and Inspection Triggers
Once stock is placed in storage, warehouse controls determine how much additional exposure risk corrugated boxes face before they reach a packing line. Warehouse storage is rarely ideal — teams may need to use temporary overflow spaces, doorway-adjacent areas, wall-adjacent rows, or staging zones during busy receiving periods. A good SOP should recognize those constraints and make risk visible rather than assume perfect conditions.
Storage Risk Zones
Not every warehouse location carries the same risk. Areas near loading dock doors, exterior walls, known roof leak points, HVAC vents, and high-traffic zones with frequent door openings can expose corrugated stock to moisture, temperature fluctuations, or physical handling damage that interior locations do not — conditions that dictate warehouse storage planning.
A practical first step is a simple zone map that flags higher-risk areas, paired with a storage assignment rule that keeps humidity-sensitive corrugated stock in lower-risk zones. Where environmental monitoring exists, it should inform zone decisions. Where it does not, general awareness of which areas sit closest to moisture sources or temperature variability is a reasonable starting point. The SOP should not assign universal humidity or temperature limits unless those limits are supported by supplier guidance, internal QA criteria, or technical review.
Stock Rotation and Condition-Based Review
First-in, first-out (FIFO) rotation is a useful default. However, FIFO alone may not account for situations where storage conditions vary by zone — a challenge explored in depth in our guide to managing corrugated box storage for slow-moving packaging stock. A lot stored near a dock door during a period of wet weather may carry more condition risk than a newer lot placed in a controlled interior zone — a situation where corrugated boxes appear usable in storage but fail during packing or shipping. A newer pallet with torn wrap or uncertain exposure history may need review before an older pallet stored in a stable, protected zone.
Condition-based review adds a practical exception: checking stock appearance and feel before release when storage history is uncertain, when a lot has been stored longer than usual, or when zone conditions have changed. The practical rule is to rotate by age unless condition-based triggers require inspection first. This supplements FIFO for situations where age alone does not reflect actual condition.
Inspection Triggers
Defining clear triggers for pre-release inspection keeps the procedure consistent. Common triggers include extended storage beyond a defined period, placement in a flagged risk zone, visible changes (waviness, soft panels, discoloration, or odor), known environmental events such as a roof leak or HVAC failure, complaints tied to a stored lot, repeated relocation, or missing location history.
These triggers do not prove the root cause. They simply tell the team that normal releases may need review. When these triggers are built into the SOP, warehouse teams can act without waiting for quality to intervene on each decision.
QA Escalation: When to Hold, Release, Investigate, or Correct
Quality’s role in a storage SOP is to define the decision framework — not to inspect every box. The goal is a set of QA-approved criteria that warehouse and procurement can reference for routine decisions, with clear escalation paths for situations that fall outside normal parameters. Without a defined escalation path, warehouse teams may release questionable stock informally, procurement may call the supplier without evidence, or quality may receive a complaint too late to reconstruct what happened.
The following decision flow provides a general SOP model:
| Condition | SOP Action | Typical Owner | Evidence Needed |
| Stock has no visible concern and storage history is clear | Normal release under internal criteria | Warehouse or Quality Assurance teams as designated | Receiving record and location status |
| Visible concern or uncertain storage history appears | Place on hold pending review | Warehouse initiates; QA reviews | Photos, lot/order reference, storage zone, condition notes |
| Concern may affect performance or release decision | QA review before use | QA | Supplier guidance, internal criteria, inspection record |
| Issue is recurring or cause is unclear | Investigate before assigning cause | QA with warehouse and procurement | Issue log, movement history, receiving notes, affected/unaffected stock comparison |
| Supplier input may be needed | Build supplier evidence pack | Procurement / QA | Photos, lot/order data, condition history, QA decision, requested response |
| Process variance or systemic vulnerability is identified | Corrective action | Process owner assigned by SOP | Updated receiving check, storage rule, escalation trigger, or purchase note |
A visual check is useful, but it may not replace QA-approved criteria for questionable stock. If the concern appears physical, structural, or specification-related, teams may need to trace physical failures back to corrugated box specifications rather than treating every symptom as a storage issue.
When escalation requires supplier involvement, the evidence pack should be factual and brief: order reference, lot or delivery reference, photos, receiving notes, storage zone history, visible condition, internal action taken, and the specific question being asked. This keeps the supplier conversation focused on evidence rather than accusation.
One principle matters throughout: do not assign root cause before reviewing storage, handling, supplier, and usage variables separately. A practical triage guide for corrugated box damage can help teams structure that review. Moisture exposure can affect corrugated performance depending on material, duration, and conditions — but it is not always the explanation. Premature conclusions create disputes and miss the actual gap.
Issue Logs and Feedback Loops That Prevent Repeat Failures
A storage SOP that does not learn from its own failures will produce the same disputes repeatedly.
What an Issue Log Should Capture
The log should be lean enough that warehouse teams will actually use it. Overcomplicating documentation creates resistance; keeping fields consistent makes patterns visible.
| Field | What to Capture | Why It Matters |
| Date and time found | When the concern was noticed | Establishes the event sequence |
| Supplier and order reference | Supplier, purchase order, delivery, or item reference | Connects issue to procurement records |
| Lot or batch reference | Available lot, batch, pallet, or delivery identifier | Helps compare affected and unaffected stock |
| Storage zone | Normal rack, overflow, doorway area, hold zone, or other internal location | Shows location history |
| Condition observed | Neutral description of what was seen (soft panels, waviness, staining, crush damage) | Avoids premature root-cause language |
| Photos | Images when condition may change later | Preserves visual evidence for QA and supplier review |
| Action taken | Released, held, moved, inspected, escalated, or rejected under internal procedure | Shows control status |
| Owner | Person or function responsible for follow-up | Prevents handoff gaps |
| QA decision | Release, hold, investigate, or corrective action | Documents the final internal decision |
| Corrective action | Updated SOP step, receiving check, storage rule, or supplier question | Turns the issue into process improvement |
A shared spreadsheet or simple digital form works if the fields are consistent and entries are reviewed regularly. The point is traceability — connecting each issue to a lot, location, and decision so that recurring patterns become visible.
Feeding Issues Back Upstream
Issue logs create value only when findings flow back to the teams that can act on them.
To procurement: recurring issues tied to a specific supplier should update supplier review notes or reorder specifications.
To warehouse operations: if logs show that a specific zone, handling practice, or rotation gap contributed to repeated problems, storage layout or inspection triggers should be updated.
To quality: if hold/release criteria or escalation triggers need adjustment based on investigation findings, the SOP should be revised accordingly.
A periodic review of issue log data — even a brief quarterly check — can surface patterns that individual reviews miss. The feedback loop turns a static procedure into one that improves with each cycle.
Start With One Handoff Gap
No corrugated box storage SOP needs to be built from scratch in a single effort. The practical starting point is the weakest handoff — the place where evidence, ownership, or communication breaks down most often.
Review one recent storage-related issue and map which handoff lacked documentation: supplier guidance, receiving record, storage location assignment, QA decision, or corrective action. That gap is where a more coordinated procedure begins.
Once teams working with corrugated boxes can see each other’s responsibilities clearly, storage stops being a blame problem and becomes a shared workflow that each department can strengthen from its own side. Explore corrugated box suppliers only after storage and quality requirements are clear.
Disclaimer:
This article is for general informational purposes only and does not constitute compliance, safety, technical, or professional advice. Requirements, risks, and best practices may vary by context, product specification, warehouse conditions, supplier guidance, and quality procedures. Confirm important storage, inspection, hold/release, and escalation decisions with the appropriate qualified professional, supplier, quality team, or technical expert.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.