
📌 Key Takeaways
Physical damage on corrugated packaging is a readable signal that translates directly into enforceable specification changes when diagnosed systematically.
- Classify Before You Blame: A consistent failure taxonomy—compression, puncture, seam, moisture, abrasion—transforms vague damage reports into diagnosable mechanisms.
- Rule Out Confounders First: Pallet overhang, clamp handling, or non-representative samples can mimic material failures, so isolation precedes specification changes.
- Name the Test Method: Citing ISO 3037 for ECT or ISO 2759 for burst transforms diagnosis from opinion into contractual language procurement can enforce.
- Update Specs With Evidence Packs: A spec delta note linking symptom, mechanism, and verification method prevents the same failure from recurring.
- Close the Governance Loop: Qualifying revised specs, verifying at receipt, and documenting exceptions creates institutional memory that stops repeat investigations.
Proof beats debate—a spec sheet with named test methods gives procurement something enforceable.
Packaging engineers and procurement managers responsible for heavy-duty corrugated sourcing will gain a repeatable forensic framework here, preparing them for the detailed diagnostic flowcharts and mapping tables that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The box arrived crushed. Again.
You stare at the collapsed corner, the bowed panel, the unmistakable signs of compression failure—and the finger-pointing begins. Was it the carrier? The pallet pattern? The corrugated box supplier cutting corners on board weight?
A damaged box is not a mystery. It’s a readable signal: classify the failure mode, map it to the dominant physics, confirm with a named test method, then update the spec sheet so it can’t recur. Effective packaging forensics identifies the physical triggers of failure, transforming anecdotal reports of damage into objective specification governance.
This guide provides a repeatable test method for translating visible damage on heavy-duty industrial packaging into measurable specs and named test methods.
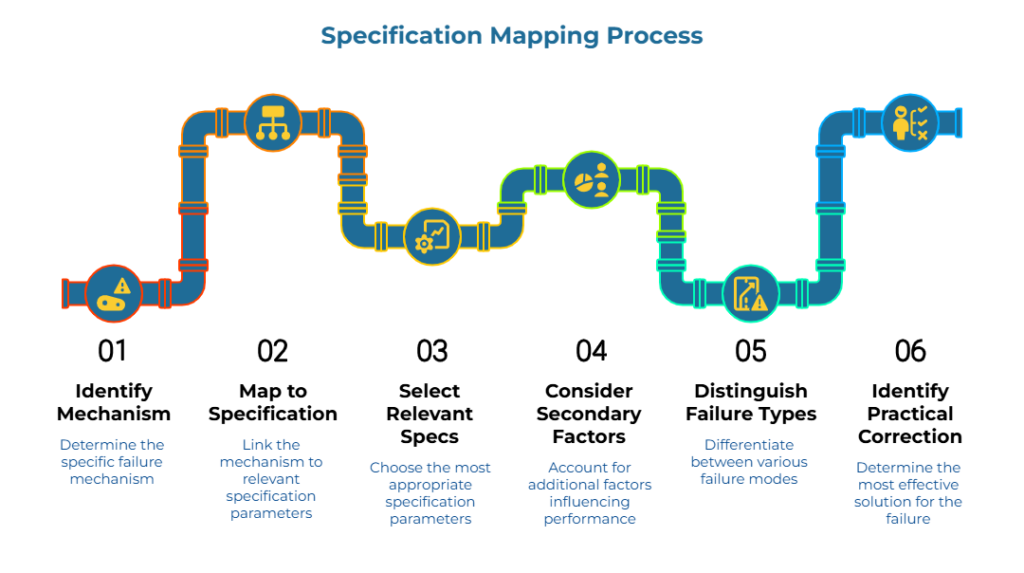
The Six-Step Forensic Process
- Photograph and measure the symptom—preserve a representative sample with lot IDs and conditioning context
- Classify the failure mode (compression, puncture, seam, moisture, abrasion)
- Identify the dominant force or mechanism
- Map the mechanism to spec lever(s)
- Confirm with a named test method and note conditioning requirements
- Update the specification plus receiving and qualification checks
What Is Packaging Failure Forensics?
Packaging failure forensics translates observable damage into measurable parameters and verification test methods—so the next production run is governed by specs, not guesses.
Why does this matter? Faster root-cause identification means fewer disputes and better spec governance. When you can demonstrate that bulging sides indicate a failure of stacking strength (BCT), or that punctures indicate a failure of linerboard burst strength (Mullen), the conversation shifts from blame to corrective action. Identifying the failure mode is the first step to correcting the specification.
Evidence Capture and Preservation
The first minutes after discovering damage determine whether you’ll have a defensible case or merely an opinion. Evidence that cannot be interpreted consistently cannot be used to improve specs.
What to record:
- Photographs from multiple angles showing damage in context, including close-ups and wider shots of pallet position
- Measurements of the damaged area—depth of crush or penetration, distance from edges
- Orientation details: which panel failed, whether damage concentrated at bottom tier
- Pallet pattern: box positioning, any overhang or gaps between stacks
- Environmental indicators: signs of moisture exposure, temperature stress, or extended dwell time
Preserve a representative sample. Pull at least one damaged unit and one undamaged unit from the same lot. Note lot ID, production date, and conditioning context.
The common mistake is logging “crushed” without geometry and location. That doesn’t tell engineering anything useful. “Top-load compression failure, panel bow on the long side, bottom tier, extended dwell in uncontrolled storage” tells a story that maps to specifications.
Conditioning matters here: a box that passes in a lab may fail in the field if moisture exposure or storage conditions shift the material response. Conditioning should be documented for any confirmatory testing.
Failure Mode Classification
Before translating damage to specs, you need a consistent taxonomy. Not all damage looks the same, and not all damage comes from the same cause.
| Failure Mode | Visual Indicators | Force Implicated |
| Bulging sides / panel bow | Outward curve on long panels; box wider at middle than edges | Top-load compression |
| Corner crush /edge collapse | Crumpled corners; vertical creases radiating from corners | Point-load compression or impact |
| Panel collapse | Inward buckling of a full panel; diagonal crease lines | Compression exceeding column strength |
| Puncture / penetration | Hole or tear through linerboard; exposed fluting | Impact or abrasion from sharp contact |
| Seam or joint failure | Separation at glue lines; flaps pulling apart | Shear stress or adhesive failure |
| Moisture softening / delamination | Soft board; layers separating; wavy panels | Moisture compromising fiber bonds |
| Abrasion / scuff damage | Surface wear; repeated contact marks; weakened outer liner | Handling contact and relative motion |
These mappings are directional, not absolute. A symptom suggests a shortlist of mechanisms; confirmatory testing and confounder checks come next.
Symptom-to-Mechanism Translation
Here’s where diagnosis requires care. The symptom might point to an obvious mechanism, but you need to rule out confounders that can mimic or amplify the failure.
Confounders to eliminate before concluding:
Pallet overhang causes boxes to lose edge support and fail at lower loads than spec predicts. Pallet gaps create unsupported spans that concentrate stress. Clamp handling can crush boxes even when stacking strength is adequate. A mis-sized box—too large for its contents—can’t develop proper column strength. Poor unit-load containment allows shifting that creates point loads and abrasion. Stacking beyond the designed scenario introduces creep effects—time-under-load matters, and performance varies accordingly. Non-representative samples can mislead: a single damaged unit treated as systemic failure may not reflect actual process capability. Atypical conditioning matters too: boards tested at standard laboratory conditions perform differently than boards exposed to high humidity for weeks.
The goal isn’t assigning blame. It’s isolating variables. If failure traces to handling or environmental conditions outside the spec’s assumptions, that’s still useful—it means the spec’s assumptions need updating. Confounders do not excuse a material issue; they clarify whether the spec should address robustness, the process should address handling, or both.
For deeper context on why damage typically traces to specification gaps rather than logistics alone, see why corrugated box damage is usually a sourcing/spec problem—not a logistics problem.
Specification Mapping
Once the mechanism is isolated, identify which specification parameters govern that performance attribute. This is the translation step: move from narrative (“it crushed”) to a parameter set that can be specified, tested, and enforced.
Core mechanism-to-spec mapping:
Top-load compression failure—evidenced by bulging sides or panel bow—points to box compression performance. The relevant spec levers include BCT targets, ECT of the combined board, and flute profile selection. Secondary considerations include safety factors applied to static versus dynamic loads and dwell time assumptions.
Puncture or penetration technically implicates Puncture Resistance (ISO 3036), though in common specification practice, this is often managed via Burst Strength (Mullen) and liner robustness. The primary commercial lever remains the Mullen burst of the kraft linerboard, though forensic analysis should distinguish between tensile burst and dynamic puncture energy.
Corner or edge collapse implicates ECT, board caliper, and flute profile rigidity. Die-cut versus slotted design and score quality affect performance here.
Seam or joint failure points to adhesive specification, joint overlap width, and flap design. Moisture resistance of the adhesive matters, as do storage humidity assumptions.
Moisture-related softening involves Cobb value, board moisture content at shipment, and sizing treatment. Wax coatings or moisture barrier treatments may be relevant.
Abrasion or scuff damage leading to weakness implicates unit-load containment, surface durability decisions, and handling protocols. When surface wear precedes puncture or collapse, the root cause may be relative motion rather than material deficiency.
A single failure mode can implicate multiple spec levers. Your job is identifying which lever offers the most practical correction. For guidance on how ECT and burst strength serve different protective functions, see why burst strength isn’t enough (ECT, flute profiles, and stacking performance).
Verification and Test Standards
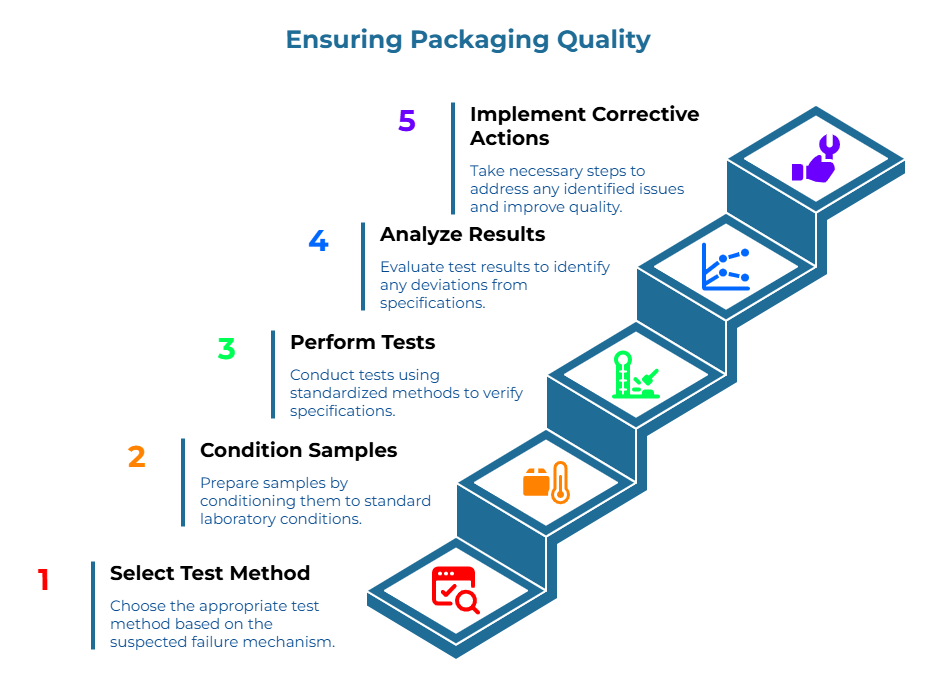
Now you move from hypothesis to verification. Each spec lever has a corresponding test method, and citing that method by name transforms diagnosis from opinion into enforceable specification. The principle here is method-first, not vendor-first: standards remove ambiguity and create comparability.
Primary test methods by spec lever:
| Spec Lever | Test Method | Standard |
| Edgewise Crush Resistance (ECT) | Edge crush test on combined board | ISO 3037 [1] |
| Box Compression Strength (BCT) | Compression test of complete packages | ISO 12048 [2] |
| Burst Strength | Mullen burst test | ISO 2759 [3] |
| Board Thickness / Caliper | Thickness measurement | ISO 3034 [4] |
| Simulation Testing | Performance testing under simulated transit conditions | ISTA procedures [5] |
Conditioning and sampling considerations: Test results are comparable only when conditioning matches. Standard laboratory conditioning (23°C ± 1°C, 50% ± 2% RH, creates a baseline, typically requiring 24 to 48 hours until equilibrium is reached, particularly for heavy-duty or double-wall grades. If failure occurred after tropical transit, testing at elevated humidity may be necessary to understand real-world performance. Sample size matters—multiple samples from the same lot reveal process capability and variation, while a single result is just a data point.
The specific test selection depends on context. The right confirmation plan varies based on whether the suspected mechanism is compression, penetration, moisture-driven loss of stiffness, or closure failure. The role of standards is to remove ambiguity, not to prescribe a single regimen for all scenarios.
Establishing a dock verification protocol catches specification drift before damaged boxes reach production. For a practical receiving inspection workflow, see how to verify corrugated box quality at the dock.
Specification Governance and Enforcement
Diagnosis without action is documentation. The goal is a spec change that procurement can hold suppliers accountable to—specification over negotiation.
Structure of a spec delta note:
| Element | Content |
| Symptom observed | Panel bow on bottom-tier boxes after extended dwell |
| Mechanism identified | Top-load compression exceeding BCT under extended storage |
| Spec lever change | Increase ECT target; revise safety factor (specific values per application) |
| Verification requirement | Supplier to provide ECT certification per ISO 3037 with each lot |
| Conditioning note | Testing to assume elevated humidity if shipments destined for humid climates |
When revising ECT targets, packaging engineers often need to upgrade the corrugating medium specification alongside linerboard changes, as both components contribute to edge crush performance.
What the updated spec should include:
Target value with explicit tolerance. Named test method with standard reference. Conditioning requirements if different from standard laboratory conditions. Sampling protocol specifying number of samples and acceptance criteria. Required report fields including lot ID, test date, and equipment calibration date.
Requiring suppliers to report results with test method names, units, and test conditions shifts disputes from interpretation (“strong enough”) to evidence (“tested to X under Y”).
For a complete template on structuring enforceable specifications, see how to create a mill spec sheet (step-by-step).
Diagnostic Logic Flow
The following logic flow summarizes the forensic sequence for corrugated boxes. Each branch connects observable damage to the verification path.
The Forensic Logic Sequence: Mapping Symptoms to Technical Verification
The following flowchart enables diagnosis in under 30 seconds when the failure mode is clear. Complex cases with multiple contributing factors require deeper investigation, but the logic remains: symptom leads to mechanism, mechanism leads to spec lever, spec lever leads to test method.
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Bulging sides or panel bow → Top-load compression exceeded → BCT/ECT targets, flute profile → ISO 12048 (BCT), ISO 3037 (ECT) → Photos of bow depth, pallet pattern, dwell duration, humidity exposure signs, lot ID
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Corner crush or edge collapse → Point-load impact or compression concentration → ECT, board caliper → ISO 3037, ISO 3034 → Photos of damage location, handling test method documentation, sample retention
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Edge collapse with crushed flutes → Edge damage reducing load path → Board construction, edge protection, ECT → ISO 3037, ISO 3034 → Photos of edge condition, pallet deckboard contact, handling impacts
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Puncture or penetration → Impact through liner → Burst strength, liner weight → ISO 2759 → Photos of puncture geometry, identification of contact source, sample with damage preserved
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Seam or joint separation → Shear stress or adhesive failure → Adhesive spec, joint design → Adhesion testing → Photos of separation pattern, humidity exposure history, sample of failed joint
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Moisture softening or delamination → Water ingress weakening fiber bonds → Cobb value, moisture content → ISO 535 (Cobb), moisture meter → Photos of affected area, storage conditions documentation, sample showing delamination
Symptom → Mechanism → Spec Lever → Test Method → Evidence
Abrasion or scuff leading to weakness → Surface wear from repeated contact and motion → Unit-load containment, surface durability → ISTA simulation testing → Photos of wear patterns, wrap/strapping condition, handling surface roughness
Failure Mode → Spec Lever → Test Method Map
When specification changes are required, sourcing from verified corrugated box manufacturers with documented quality systems ensures that updated specs translate into actual performance improvements.
| Observed Symptom | Most Likely Mechanism | Spec Lever(s) Affected | Verification Test | Confounders to Rule Out |
| Bulging sides / panel bow | Top-load compression exceeding BCT | BCT target; ECT; flute profile | ISO 12048; ISO 3037 | Pallet overhang; extended dwell; humidity exposure |
| Corner crush | Point-load impact or concentration | ECT; board caliper; flute rigidity | ISO 3037; ISO 3034 | Clamp handling; stacking misalignment |
| Edge collapse / crushed flutes | Edge damage reducing load path | Board construction; edge protection; ECT | ISO 3037; ISO 3034 | Handling impacts; pallet deckboard protrusions |
| Panel collapse | Column strength exceeded | ECT; flute profile; box design | ISO 3037 | Mis-sized box; internal void; poor containment |
| Puncture / penetration | Impact through liner | Burst strength (Commercial); Puncture Resistance (Forensic) | ISO 2759 (Burst); ISO 3036 (Puncture) | Sharp objects in load; pallet debris; fork contact |
| Seam or joint separation | Shear stress or adhesive failure | Adhesive spec; joint overlap | Adhesion testing | High humidity; aged adhesive; misalignment |
| Moisture softening / delamination | Water ingress weakening bonds | Cobb value; moisture content | ISO 535 | Condensation; outdoor storage; leaking containers |
| Abrasion / scuff leading to weakness | Surface wear from repeated contact | Unit-load containment; surface durability | ISTA simulation testing | Poor wrap/strapping; excessive motion; rough handling surfaces |
Prevent Recurrence: The Governance Loop
Diagnosing one failure is valuable. Preventing the next one is the real win. Once the spec changes, recurrence prevention is mostly an operational discipline built around four actions.
Qualify the revised spec with test method-named verification results by working with corrugated box suppliers who can provide test certifications. A spec change without supplier qualification is just a wish..
Verify at receipt through dock-side protocol to catch drift before acceptance. Visual inspection catches obvious damage; targeted testing catches drift before field failures occur.
Document exceptions with the same evidence pack used in the original forensics process—photos, lot IDs, conditioning notes. This creates institutional memory so the same failure isn’t re-litigated later.
Close the loop by updating the spec sheet and the receiving checklist together. Enforcement must match design intent. Drift detection means tracking test results over time—a supplier whose results trend downward, even if still in spec, may signal a process change warranting attention.
For guidance on structuring supplier accountability when specifications aren’t met, see how to use data to enforce specs in supplier non-compliance disputes.
Frequently Asked Questions
How do I choose between ECT and burst strength when specifying a corrugated box?
ECT (edgewise crush) predicts stacking performance—resistance to top-load compression over time. Burst strength (Mullen) predicts puncture resistance—protection against point impacts. Most heavy-duty industrial packaging failures involve compression, making ECT the primary lever for stacking applications. Puncture-prone environments (sharp contents, rough handling) may require burst strength emphasis. Many specifications address both, but understanding which failure mode you’re preventing determines which test result matters most for your application.
How can I demonstrate that damage resulted from a spec failure rather than handling?
Documentation is the key. Capture evidence immediately: photographs showing damage geometry and location, pallet pattern, and any environmental indicators. Preserve samples from the damaged lot and an undamaged comparison. Test both against the specification using named test methods. If the undamaged sample meets spec but the damaged sample shows material properties below target, you have evidence of specification drift or non-conformance. If both meet spec but failure still occurred, the spec’s assumptions (safety factor, conditioning, dwell time) may need revision.
Why does conditioning matter for test results?
Corrugated board is hygroscopic—it absorbs and releases moisture based on environmental humidity. Board strength varies significantly with moisture content. Standard laboratory conditioning (23°C, 50% RH) creates a repeatable baseline for comparing results, but real-world performance depends on actual transit and storage conditions. If your supply chain includes high-humidity environments, testing at those conditions—or specifying a larger safety factor—produces more realistic performance predictions.
Where can I source better-quality corrugated materials after identifying specification gaps?
After forensic analysis reveals material specification needs, sourcing upgraded materials requires accessing suppliers with documented quality systems. Kraft linerboard suppliers and corrugating medium suppliers on verified B2B marketplaces can provide method-named test reports and certifications aligned with ISO standards. When evaluating suppliers, request samples tested under your specific conditioning requirements and verify their capability to maintain tolerances consistently across production runs.
From Damage to Defense
Physical damage is data. The next time you’re standing over a crushed box, you have a choice: argue about fault, or read the signal the damage is sending.
By systematically documenting the failure and mapping it to specific ISO standards, engineers can move from defensive dispute management to proactive material optimization through B2B marketplaces that connect them with verified suppliers across global supply chains.
Proof beats debate. A spec sheet with named test methods and clear tolerances gives procurement something enforceable—and gives you documentation to prevent the same failure from recurring. When physical failure is decoded into mechanisms, and those mechanisms are codified as rigorous technical requirements, the system becomes repeatable—and preventable failures stop being mysteries.
Ready to turn diagnosis into an enforceable specification? Use the step-by-step mill spec sheet guide to document targets, tolerances, and test methods that hold up under scrutiny.
For operational follow-through, adopt a dock verification protocol so failures are detected before acceptance. When you’re ready to source materials that meet your updated specifications, explore corrugated box manufacturers, kraft linerboard suppliers, and fluting paper suppliers with documented quality systems.
References
[1] ISO 3037 — Corrugated fibreboard — Determination of edgewise crush resistance. https://www.iso.org/standard/80310.html
[2] ISO 12048 — Packaging — Complete, filled transport packages — Compression and stacking tests. https://www.iso.org/standard/20810.html
[3] ISO 2759 — Board — Determination of bursting strength. https://www.iso.org/standard/61488.html
[4] ISO 3034 — Corrugated fibreboard — Determination of thickness. https://www.iso.org/standard/51266.html
[5] ISTA Test Procedures — Simulation-based transport testing protocols. https://www.ista.org/test_procedures.php
Disclaimer:
This article is for informational purposes only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.