
📌 Key Takeaways
Delivery disputes don’t start at the receiving dock—they start with vague purchase orders that list properties without stating how to measure them or what variation is acceptable.
- Test-Method-Named Tolerances Eliminate Ambiguity: Specify ISO 536 for basis weight, ISO 287 for moisture, ISO 2758 for burst, and TAPPI T 441 for Cobb, each with units and exact tolerance bands, so verification becomes objective measurement rather than negotiation.
- AQL Sampling Matches Inspection Effort to Business Risk: Use AQL 0.0 for critical defects like contamination, 1.0-2.5 for functional properties affecting converting, and 4.0-6.5 for cosmetics, applying ISO 2859-1 tables to convert lot size into the right sample size.
- The Seven-Step Triage Flow Turns Receiving Into Verification: Pre-check documents, select samples per statistical tables, test using agreed methods, compare to limits, decide (accept/accept-with-concession/reject), capture photographic evidence, and close the loop through your CAPA system.
- Evidence Attached at Quote Time Shifts the Burden of Proof Upstream: Require recent lab results dated within 7-14 days, instrument calibration photos, and COA format samples before awarding orders, so suppliers confirm their process can hold your tolerances before the first shipment.
- Documented Governance Closes the Quality-Cost-Performance Loop: Assign clear roles (proposing party, validation lead, finance reviewer, final approver) and retain inspection records for three years to support both continuous improvement and dispute resolution.
Prepared = objective verification and fewer rejected loads. Converter procurement and QA teams at small to mid-sized packaging operations will find a practical framework here, preparing them for the detailed implementation templates and decision thresholds that follow.
Shipping containers arrive. The forklift unloads pallets of containerboard. Your team opens the first reel, and someone notices the moisture feels off. Another person checks the basis weight certificate—it lists a number, but which test method did the mill use? Your procurement manager pulls up the purchase order. The tolerances say “acceptable quality,” but what does that actually mean when the reel in front of you sits at the edge of spec?
This is where most delivery disputes begin. Not from catastrophic defects, but from ambiguous acceptance criteria that turn receiving into an argument instead of a verification process.
Clear, test-method-named acceptance criteria combined with a simple triage flow turn receiving from argument into verification. When you define exactly what you measure, how you measure it, and what constitutes acceptable variation before the first container ships, you eliminate the vast majority of disputes before they start.
What “Acceptance Criteria” Mean in Paper Receiving

Acceptance criteria are the explicit, measurable standards you use to decide whether an incoming delivery of paper or containerboard passes quality inspection. They answer three fundamental questions: Which properties matter for your converting process? What measurement methods will you use to verify them? What range of variation is acceptable?
Within the broader framework of quality and specification tolerances, acceptance criteria serve as your receiving team’s decision rulebook. They connect the specifications you negotiated during sourcing to the physical verification you perform at your dock. Without them, every delivery becomes a negotiation.
The most effective acceptance criteria share three characteristics. First, they reference specific test methods by their ISO or TAPPI designation rather than generic property names. Second, they include units and tolerance bands stated as percentages or absolute ranges. Third, they establish clear sampling procedures and decision thresholds that match the severity of potential defects to business impact.
If you’re building your first acceptance framework, start with the foundational guide on QA acceptance without debate, which shows how to set tolerances and attach results at quote time.
Specify What You Measure: Method-Named Tolerances
Generic specifications create disputes. When your purchase order lists “basis weight: 125 g/m²” without additional context, you’re setting up a problem. Did the supplier test according to the recognized standard or a different method? What sample size did they use? Is 124.8 g/m² acceptable, or does that warrant rejection?
Method-named tolerances eliminate this ambiguity by stating exactly which test method applies and what variation you’ll accept. The internationally recognized standards include:
ISO 536 — Paper and board: Determination of grammage. This standard specifies the conditioning requirements and calculation method for basis weight, requiring you to report the average of at least 10 test pieces.
ISO 287 — Paper and board: Determination of moisture content of a lot or test piece by oven-drying. The method requires you to report both the moisture percentage and the temperature and conditioning environment used during testing.
ISO 2758 — Paper: Determination of bursting strength. This standard defines the burst test procedure and instrument calibration requirements that ensure comparable results across laboratories.
TAPPI T 441 — Water absorptiveness of sized (non-bibulous) paper, paperboard, and corrugated fiberboard (Cobb test). This method measures surface water absorption over a specified contact time, typically 60 seconds.
Here’s how a complete specification block looks when you include method-named tolerances:
| Property | Method | Unit | Target | Tolerance / Limit | Notes |
| Grammage | ISO 536 | g/m² | 175 | ±5% | Report average of ≥10 sheets |
| Moisture | ISO 287 | % | 7.5 | 6.5–8.5 (range) | Report temperature, conditioning |
| Burst | ISO 2758 | kPa | — | ≥300 (minimum) | Set minimum per board grade |
| Cobb₆₀ | TAPPI T 441 | g/m² | — | ≤35 (maximum) | Specify test time (e.g., 60 s) |
The values in this table are illustrative examples. You’ll need to set your specific targets and tolerances based on your grade requirements and converting equipment capabilities. The critical element is the structure: every property tied to a named method, expressed in consistent units, with clearly defined acceptance limits.
When you require these method-named tolerances at the RFQ stage, you accomplish two things. You force suppliers to quote on directly comparable specifications, and you establish the measurement framework for receiving inspection before any material ships. Learn more about structuring your RFQ data pack to include these critical specifications.
Sampling That Matches Risk (AQL Setup You Can Copy)
Not every defect carries the same business risk. Contamination that could shut down your line demands stricter inspection than a cosmetic blemish on the reel’s outer wrap. Acceptance Quality Limit (AQL) sampling plans let you match your inspection intensity to the severity of potential defects.
AQL works by classifying defects into categories and assigning each category a different acceptable defect rate. To implement this system properly, you’ll use attribute sampling standards like ISO 2859-1 or ANSI/ASQ Z1.4, which provide statistical tables that convert your lot size and chosen inspection level into a specific sample size.
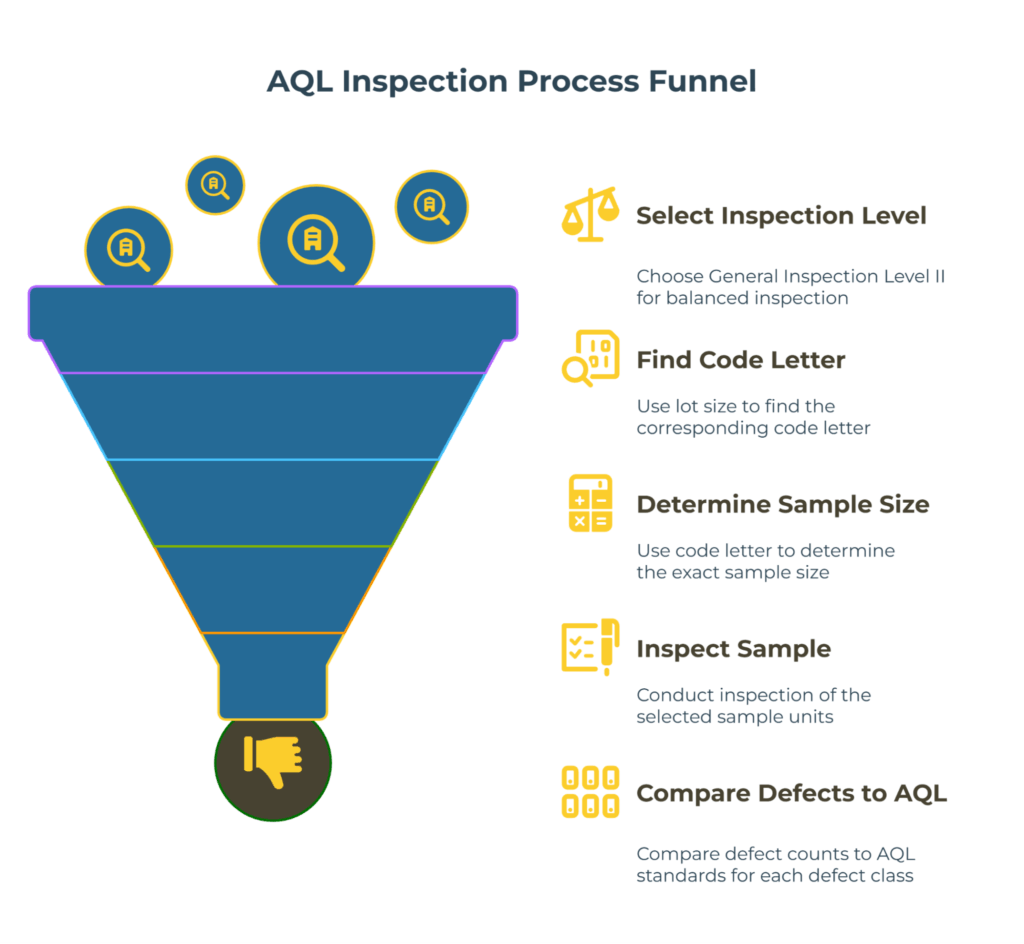
The standard approach uses General Inspection Level II, which balances inspection cost against detection capability for most industrial applications. Here’s how the process works:
- Determine your lot size (the number of rolls, pallets, or sheets in the delivery)
- Select General Inspection Level II from the standard’s table
- Find your code letter based on lot size
- Use the code letter to determine the exact sample size for each AQL level you’ve chosen
Map defect classes to business risk using these recommended AQL bands:
| Defect Class | Examples | Suggested AQL |
| Critical | Foreign contamination, mold, severe odor | 0.0 |
| Major (functional) | Moisture out of window, burst below minimum, delamination | 1.0–2.5 |
| Minor (cosmetic) | Slight shade variation, minor dirt specks | 4.0–6.5 |
Critical defects (AQL 0.0) are conditions that make the material completely unusable or create safety hazards. An AQL of 0.0 means you’ll reject the entire lot if you find even one instance during sampling. For these defects, inspect every reel or use 100% sampling from random positions within the delivery.
Major defects (AQL 1.0–2.5) are specification failures in functional properties that will cause converting problems or reduce end-product performance. At AQL 2.5, you’re allowing up to 2.5% of units to have these defects. The ISO 2859-1 tables will tell you the precise sample size and accept/reject numbers based on your lot size.
Minor defects (AQL 4.0–6.5) are cosmetic issues or documentation problems that don’t affect converting performance. At AQL 6.5, you’ll accept lots where up to 6.5% of units show these issues.
For each inspected unit, count attribute defects by class and compare the counts to the accept/reject numbers from the standard’s tables. This systematic approach reduces your rejection risk while maintaining quality standards. You’ll find detailed guidance on choosing AQL levels for different paper grades and converting applications.
The Triage Flow: Accept, Accept With Concession, or Reject
Once you’ve measured incoming material against your method-named tolerances and completed your AQL sampling, you need a decision framework. This seven-step verification routine turns receiving into a systematic process tied to documented standards:
Step 1: Pre-check documents. Before unloading begins, verify you’ve received the Certificate of Analysis. Confirm the COA lists methods by name, includes units for all measurements, and shows results dated within your specified timeframe (typically 7–14 days of production per your quality agreement).
Step 2: Select sample set. Use the ISO 2859-1 or ANSI Z1.4 tables to derive your sample size from your lot size and chosen inspection level. Document which units (by reel number, pallet ID, or position) you’ll inspect.
Step 3: Run spot tests or verify supplier certificates. For critical and major properties, conduct independent verification testing. Confirm the test methods match what you specified, the units are consistent, and you’re following the same conditioning requirements. Record the instrument make and model you’re using.
Step 4: Compare acceptance limits. Pull out the specification table you agreed to at RFQ—the same one your supplier acknowledged in writing. Don’t invent new standards at the dock.
Step 5: Apply decision thresholds.
- Accept when all results fall within your method-named tolerances and defect counts stay at or below the accept number for each AQL level you specified. Document the acceptance with receiving inspection records that include test results, inspector name, date, and purchase order reference. This should be your outcome for 85–90% of deliveries when you’ve properly qualified your suppliers.
- Accept with Concession handles situations where material falls slightly outside specification but remains usable for your production requirements. This might occur when moisture content measures 8.7% against your 6.5–8.5% specification, but your production schedule allows 24 hours of conditioning before converting. Get authorization from both your QA lead and production manager, photograph the material condition and test readings, create a nonconformance record, and negotiate a price adjustment appropriate for the nonconformance. This path should account for 5–10% of deliveries.
- Reject when material fails critical specifications, exceeds major defect AQL limits, or presents defects that make it completely unsuitable for your production requirements. Stop unloading immediately, photograph defective material and instrument readings, notify your supplier promptly (e.g., within one business day, or as defined in your quality agreement) with specific test results and method references, and segregate the material physically with clear “Rejected – Do Not Use” marking.
Step 6: Capture evidence. Take photos of labels, packaging, any defects, and your test instruments displaying their settings. Attach test printouts or electronic records to your receiving documentation. This evidence protects you if disputes escalate.
Step 7: Close the loop. Log your findings to your corrective and preventive action (CAPA) system. Share results with your supplier through your established validation and approval workflow. Track patterns over time to identify suppliers who need process improvement.
Edge case protocols: When moisture readings fall near your upper limit, note the storage conditions in your receiving area and take photos of both the material and your hygrometer readings. If burst strength sits right at your minimum threshold, rerun the test following ISO 2758 conditioning rules precisely and record both the initial and repeat readings. These extra steps provide the documentation you need if the borderline case becomes a dispute.
When you’ve established method-named tolerances up front and your supplier has agreed to them in writing, rejection disputes become straightforward. The test results either meet the specification or they don’t. This is why requiring test method alignment during supplier pre-qualification is so effective at preventing downstream conflicts.
Evidence Upstream: Close Disputes Before They Start
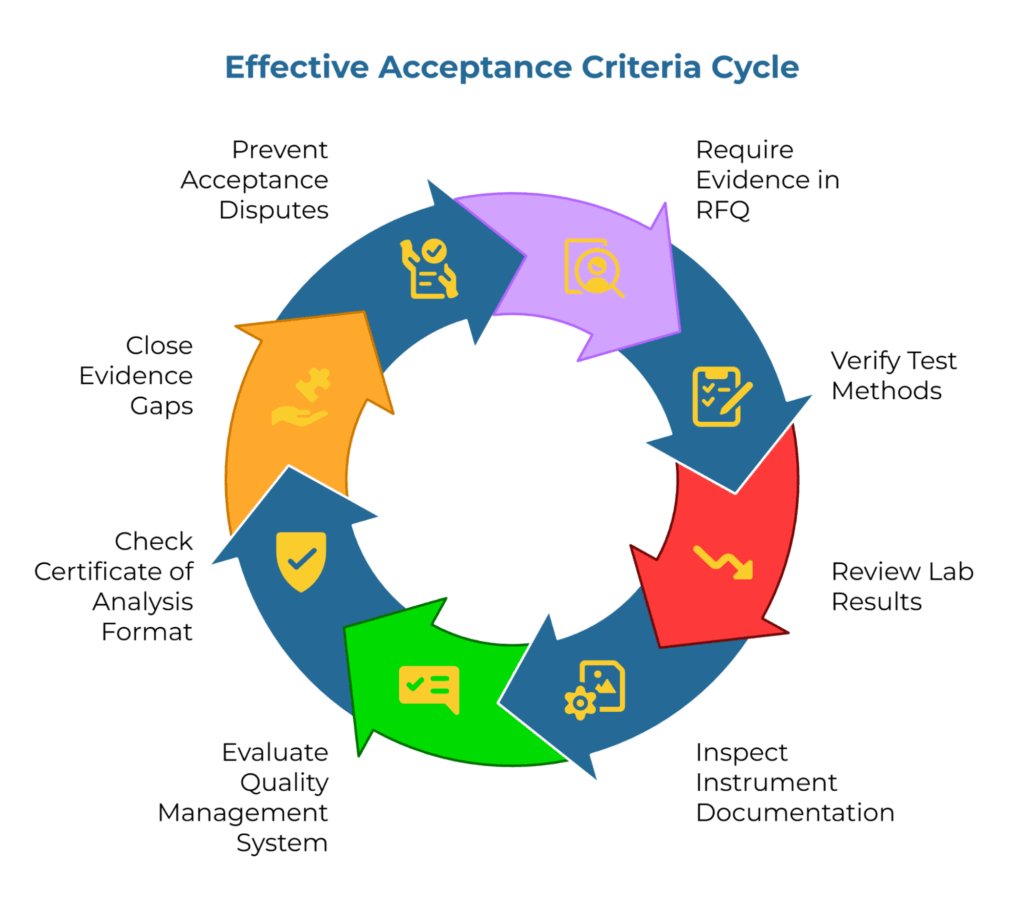
The most effective acceptance criteria system doesn’t just work at receiving—it prevents problems during sourcing. When you require suppliers to attach evidence to their quotes, you shift the burden of proof upstream and eliminate most technical disputes before the first order ships.
An effective RFQ evidence pack includes five elements. First, test method identification for every specified property. Your supplier should confirm they’ll test using ISO 536 for basis weight, ISO 287 for moisture, and so forth. If they use different methods, they need to state that explicitly so you can evaluate whether the methods produce comparable results.
Second, recent lab results from the actual mill that will produce your order. These should be dated within the timeframe specified in your quality agreement—commonly 7 to 14 days of production—and show the mill’s capability to hold your specified tolerances. If a supplier quotes containerboard at 125 g/m² ±3% but their recent production runs show actual variation of ±5–7%, you’re looking at a process capability mismatch that will cause acceptance problems later.
Third, instrument documentation. Ask for photos of their test equipment with visible calibration tags and instrument nameplates showing make and model. This confirms they have the proper instruments and maintain them according to the test method requirements. A burst tester without current calibration stickers is a red flag.
Fourth, a documented quality management system. ISO 9001 certification isn’t mandatory, but you should verify that your supplier has written procedures for process control, testing frequency, and corrective action. Request their internal specification sheet for the grade you’re ordering—it should match or exceed your requirements.
Fifth, Certificate of Analysis format samples. Before you place an order, get a blank COA form from your supplier and verify it includes all the fields you need: test method designations, units, actual test values, testing date, and responsible technician signature. Confirm the COA layout aligns with your acceptance table so verification at receiving becomes a straightforward comparison rather than a translation exercise.
When you close these eight evidence gaps during the RFQ phase, your supplier understands exactly what you’ll verify at receiving and how you’ll measure it. More importantly, they confirm their process can consistently meet your requirements before you commit to an order. This is the single most effective way to prevent acceptance disputes.
Governance & Roles for SMB Converters
Acceptance criteria don’t enforce themselves. Small to mid-sized converters need clear role assignments and documented workflows to make the system work consistently.
The proposing party—typically your Procurement Manager or QA Lead—drafts the initial acceptance criteria document based on your converting equipment requirements and product specifications. They research the appropriate test methods and tolerance bands for each grade you purchase.
The validation lead—usually your Supply Chain Manager or senior Procurement professional—confirms the proposed methods are feasible, that qualified suppliers can meet the requirements, and that your receiving team has access to the necessary test equipment or can verify supplier certificates appropriately.
The finance reviewer—your Controller or Accounting Manager—validates that your accept-with-concession rules include clear price adjustment formulas and that the accrual impacts of potential rejections are manageable within your working capital constraints.
The final approver—the business Owner, Operations Director, or Plant Manager—signs off on the master acceptance criteria document, authorizing it as the official standard for all receiving decisions. They also approve all accept-with-concession decisions above a threshold dollar value (typically set at $2,000–5,000) and sign off on supplier rejections to ensure legal and financial implications are properly managed.
Document retention matters for both operations and dispute resolution. Keep the signed acceptance criteria one-pager with your master specification documents. Retain incoming inspection records, Certificates of Analysis, and nonconformance reports for a period defined by your organization’s quality policy and any relevant legal or industry-specific requirements. Store test equipment calibration certificates for the life of the equipment plus two years. Re-verify your standard references at least every 12 months or whenever ISO or TAPPI publishes method revisions.
This governance layer closes the loop between your sourcing decisions, receiving verification, and production outcomes. It also creates an audit trail that supports both continuous improvement and legal defense if a supplier dispute escalates.
When you connect these acceptance criteria practices to your broader cost management framework and upplier evaluation process, you create an integrated system where quality, cost, and supplier performance reinforce each other rather than competing.
Download: Acceptance Criteria One-Pager (Fill-In-The-Blanks)
Put your acceptance criteria framework into immediate action with this fill-in-the-blanks template. Print this one-pager and post it at your receiving dock. Fill in your specific tolerances for each grade you purchase. Train your receiving team to follow the process without exception.
Method-Named Tolerance Fields:
- Grade / GSM: ____ g/m² (ISO 536; ±____%)
- Moisture: ____% (ISO 287; window ____–____%)
- Burst: ≥ ____ kPa (ISO 2758)
- Cobb (time ___ s): ≤ ____ g/m² (TAPPI T 441)
- Additional property: ___________ per __________
Sampling Plan:
Use ISO 2859-1 or ANSI/ASQ Z1.4, General Inspection Level II.
| Defect Class | Your Examples | AQL Level | Sample Size |
| Critical | _____________ | 0.0 | 100% |
| Major | _____________ | ____ | ___ reels |
| Minor | _____________ | ____ | ___ reels |
Seven-Step Triage Process:
- Pre-check documents → COA received with method IDs and units?
- Select sample set → Use ISO 2859-1/ANSI Z1.4 tables for your lot size
- Run spot tests → Verify methods, units, conditioning match your spec
- Compare to limits → Use the table you agreed at RFQ
- Decide: Accept (all pass) / Accept with Concession (minor deviation, usable, authorize + adjust price) / Reject (fails critical or exceeds AQL)
- Capture evidence → Photos of material, instruments, test printouts
- Close the loop → Log to CAPA, share with supplier
Evidence Checklist (Attach With Quote):
- ☐ Test method IDs confirmed for all properties
- ☐ Recent lab results (dated per agreement, e.g., ≤14 days)
- ☐ Instrument calibration photos with nameplates
- ☐ COA format sample that matches your acceptance table
- ☐ Quality system documentation reviewed
When disputes arise, point to this document—which your supplier acknowledged during RFQ—as the single source of truth for acceptance decisions.
Ready to connect with verified suppliers who understand quality specifications? Find suppliers in our global directory, or submit an RFQ to receive quotes from qualified mills and converters. For more guidance on procurement and quality management, explore the PaperIndex Academy.
Frequently Asked Questions
What are acceptance criteria for paper deliveries?
Acceptance criteria are explicit, method-named measurement tolerances (such as ISO 536 for grammage or ISO 287 for moisture), a sampling plan based on Acceptance Quality Limits (AQL), and a documented triage flow used at receiving to accept, accept-with-concession, or reject incoming material based on measurable standards rather than subjective judgment.
What AQL should be used for paper defects?
Map defect classes to business risk: use AQL 0.0 for critical defects like contamination that could shut down your line; approximately 1.0–2.5 for functional properties like moisture or burst strength that affect converting performance; and 4.0–6.5 for cosmetic issues that don’t impact production. Use ISO 2859-1 or ANSI/ASQ Z1.4 tables to derive specific sample sizes based on your lot size and General Inspection Level II.
How do ISO/TAPPI tolerances get set in an RFQ?
Name the specific test method and unit next to each specification line, and state the exact tolerance window. For example: ISO 536 grammage ±5%, ISO 287 moisture range 6.5–8.5%, ISO 2758 burst minimum 300 kPa, TAPPI T 441 Cobb maximum 35 g/m². This eliminates ambiguity about measurement methods and creates directly comparable supplier quotes.
What belongs in a COA for containerboard?
A complete Certificate of Analysis should include test method IDs (such as ISO 2758 for burst), units for every measured property, test results dated according to your quality agreement timeframe (commonly within 7–14 days of production), the testing technician’s signature, and instrument documentation with calibration status where applicable. The COA layout should align with your acceptance criteria table to enable straightforward verification at receiving.
Disclaimer: This article is educational. PaperIndex is a neutral, non-transactional connector; we don’t broker deals, handle payments, or sell market intelligence or pricing indices.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.