📌 Key Takeaways
Frozen food packaging needs barrier specifications defined field by field—not just a “frozen grade” label—before comparing suppliers.
- Map Real Conditions First: Know whether food touches packaging directly, how fatty or moist it is, and what temperatures it faces before writing specs.
- Name the Barrier Job: Spell out whether the folding carton must block moisture, resist grease, handle condensation, or survive rough cold-chain handling.
- Set Measurable Targets: Specify Cobb values, coating types, and basis weights with tolerances so every supplier quotes against the same standard.
- Certificates Prove Systems, Not Fit: A quality certificate shows a supplier follows a process—it does not prove the folding carton works for your specific product.
- Verify Before You Award: Ask suppliers to confirm each specification field with documents; reject vague answers like “our board is food grade.”
Specification clarity before quotes prevents late-stage failures and compliance surprises.
QA managers and packaging engineers defining frozen food folding carton requirements will find a ready-to-use specification sheet and verification checklist below.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A folding carton labeled “frozen grade” tells a supplier nothing about the moisture load it must resist, the grease exposure it will face, or the temperature swings it must survive. The result is specification gaps that surface as QA rejections, moisture damage, or compliance questions that arrive too late to fix without cost.
This protocol establishes a six-step framework for quantifying contact barriers prior to supplier evaluation. Think of the barrier specification as the nutritional label for the packaging itself: it should state what the material is, what it is expected to do, and what proof should support that claim. By the end, you will have a usable specification framework that names the fields suppliers must match—and the questions that confirm whether they can.
Why Frozen Food Folding Carton Packaging Needs Defined Contact Barriers
Generic certificates prove a supplier participates in a quality system. They do not prove a specific folding carton run will protect your specific product under your specific conditions.
A folding carton rated for dry goods at ambient temperature is not automatically suited for a fatty frozen product that will cycle through condensation during retail handling. Frozen food applications demand distinct moisture and grease barrier specifications. The packaging must resist condensation during temperature transitions, maintain structural integrity through freeze-thaw stress, and prevent migration where direct food contact occurs.
None of these requirements are addressed by broad “food safe” language or a general ISO certificate. This is why certificates alone do not qualify a folding carton supplier for a specific application.
The fix is straightforward: define the barrier job before asking for quotes. Specification clarity separates an objective supplier data from unsubstantiated claims.
“Undefined requirements yield unquantifiable results. Specify performance metrics before soliciting bids.”
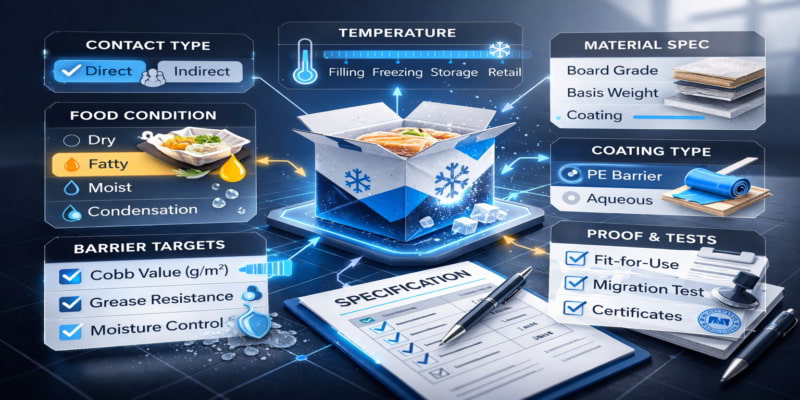
Map the Actual Food-Contact Scenario
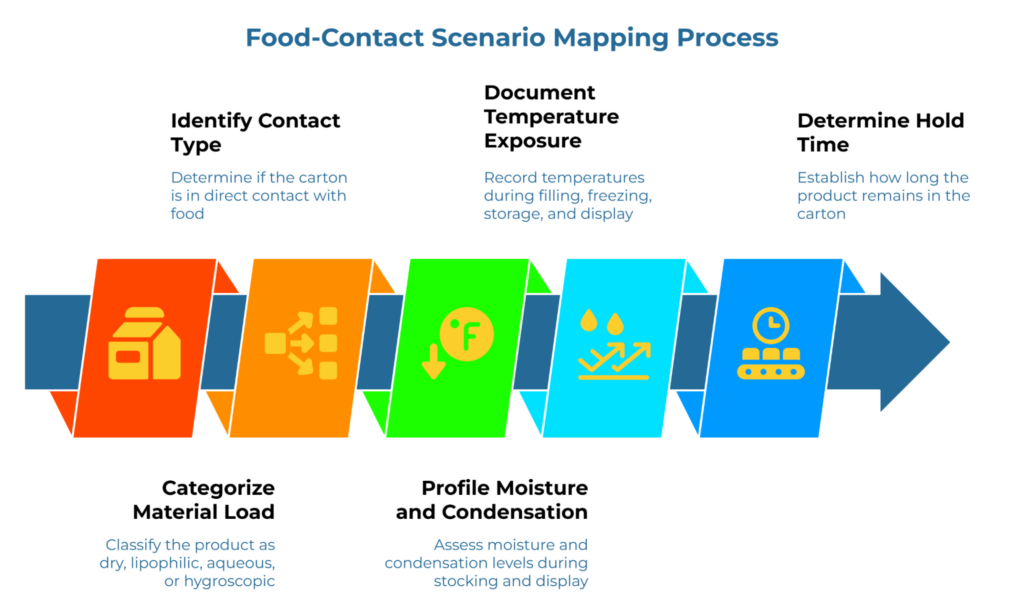
Before selecting materials, map exactly how the folding carton will interact with the product.
Contact type. Is the folding carton in direct contact with the food, or does a liner, tray, or inner bag separate them? Direct contact triggers specific regulatory mandates: in the U.S., substances must comply with FDA 21 CFR Parts 170-189, while in the EU, materials must adhere to Framework Regulation (EC) No 1935/2004 and Commission Regulation (EC) No 2023/2006 on good manufacturing practice. Notably, while the EU has specific measures for plastics (EU 10/2011), paper and board currently rely on national legislations (like Germany’s BfR Recommendation XXXVI) or Council of Europe guidelines. Secondary packaging may be exempt only if a functional barrier effectively prevents migration of substances to the foodstuff (refer to EU 10/2011 Art. 13 for barrier logic benchmarks). Treating them as interchangeable is a common source of specification failure. A frozen bakery item in an inner bag creates one barrier problem. A condensation-prone product with direct or near-direct contact creates another. Understanding the difference between food grade and food safe is essential before proceeding.
Material Load Profile: Categorize product as dry, lipophilic (fatty), aqueous (moist), or hygroscopic (condensation-prone). A frozen pastry and a frozen butter-based entrée stress barriers differently.
Temperature exposure. Document the temperatures the folding carton will experience during filling, blast freezing, cold storage, distribution, and retail display. Include any expected temperature fluctuations.
Moisture and condensation profile. Will the folding carton face condensation when removed from freezers for stocking? Will it sit in humid retail cases? These conditions determine how aggressively moisture resistance must be specified.
Hold time. How long will the product remain in the folding carton under each condition? Longer exposure increases barrier demands.
Mapping these variables first prevents the mistake of specifying a barrier for an imagined use case instead of the real one.
Define the Barrier Performance Requirements
Translate the contact scenario into explicit barrier objectives.
Moisture resistance. If the folding carton must block condensation absorption or prevent softening under humidity, this becomes a named requirement—not an assumption.
Grease resistance. Fatty products demand grease barriers. Without explicit grease-resistance language, a supplier may quote standard boards that will stain, weaken, or fail under actual use conditions.
Condensation tolerance. Freeze-thaw cycles create surface moisture. The folding carton must either repel it or tolerate it without losing structural integrity.
Structural protection. Cold-chain handling is rougher than ambient logistics. Specify whether the folding carton must maintain stacking strength, resist corner crush, or survive automated handling at low temperatures.
Food-contact safety. If the folding carton touches food directly, migration-testing language may be required depending on your destination market and regulatory context. This is distinct from structural performance and must be addressed separately.
Each barrier job should be written as a requirement the supplier can either meet or not—never as a vague preference. Upfront clarity feels slower for about one working session. This alignment mitigates technical ambiguity, reduces supplier variance, and prevents downstream remediation costs. A folding carton specification alignment checklist can formalize this process before supplier vetting begins.
Core Material Specifications
Once barrier objectives are clear, name the material fields that will appear in your specification.
Board grade. Specify the board type required (for example, SBS, FBB, or recycled board with a food-contact-safe liner). Avoid generic terms like ‘cartonboard’ without clarification—understanding board grade tolerances prevents suppliers from interpreting specifications differently.
Basis weight. Define the target basis weight in GSM, with an acceptable tolerance band. A heavier board is not automatically better; it must match the structural and barrier job defined in Step 2.
Caliper/Thickness: Define the micron or point range required for mechanical compatibility with high-speed filling lines, including ± tolerances.
Structural constraints. Note any exclusions—such as recycled content limits for direct food contact—or any substrate requirements driven by downstream printing, coating, or conversion processes.
These fields anchor the specification. Without them, suppliers interpret requirements differently, and quotes become incomparable.
Critical Performance Metrics
Material fields describe what the folding carton is made of. Performance fields describe what it must do.
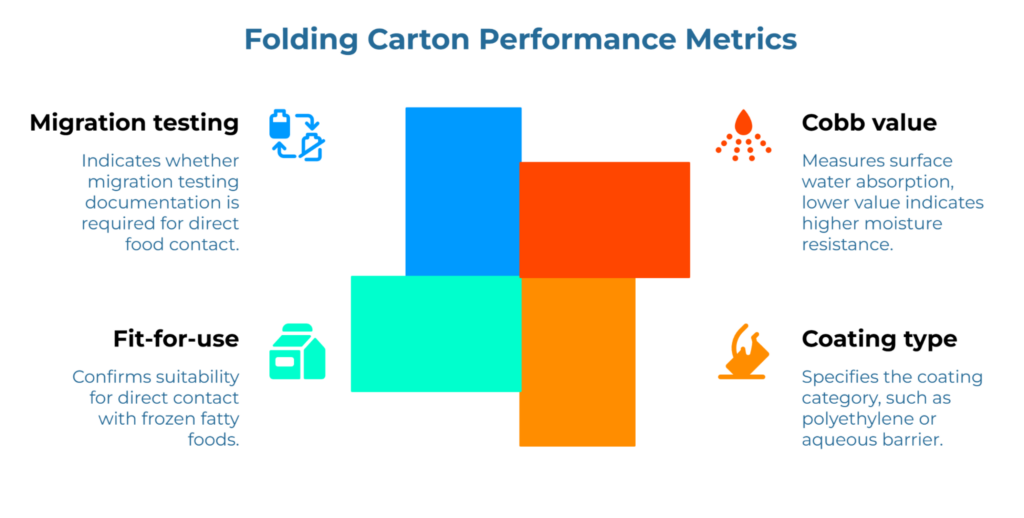
Cobb value. Cobb testing quantifies surface water absorption and is typically reported as Cobb60 (1-minute) or Cobb1800 (30-minute), measured in g/m² per ISO 535 or TAPPI T 441. While Cobb measures liquid water uptake, frozen applications should also consider the Water Vapor Transmission Rate (WVTR), measured in g/m²/24h under specified humidity (e.g., ASTM E96), to evaluate how the barrier performs against sub-zero sublimation and frosting
A lower Cobb value indicates higher moisture resistance. Specify the target Cobb value and the test method so suppliers quote against the same standard.
Coating or barrier treatment type. Name the coating category required—polyethylene, aqueous barrier, or other treatment. When sourcing barrier-coated substrates, food packaging paper suppliers with documented coating capabilities become essential verification targets. If a specific barrier chemistry is excluded (for example, due to recyclability requirements), state that exclusion clearly.
Fit-for-use statement. Require suppliers to confirm suitability for your named use case: direct contact with frozen fatty foods at specified temperatures for a stated duration. This language forces specificity and prevents vague assurances.
Migration testing. Where direct food contact applies, indicate whether migration testing documentation is required. Specify the applicable regulatory framework and the test conditions that match your actual use case—not generic laboratory conditions.
U.S. Regulatory Compliance: Adherence is mandated per 21 CFR 176.170 and 176.180, governing paperboard components in contact with aqueous, fatty, and dry foods. The specific rules for paper and paperboard intended for aqueous, fatty, and dry foods appear in 21 CFR 176.170 (components of paper/paperboard in contact with aqueous and fatty foods) and 21 CFR 176.180 (contact with dry food). Users must ensure the specific ‘Condition of Use’ (Table 2 in 176.170), ranging from high-temperature heat sterilized (A) to frozen storage (G), matches the intended thermal profile of the product. For European markets, the European Commission’s food-contact materials framework applies. FDA food contact notifications are tied to intended use and apply only to the identified manufacturer or supplier. Authorization logic is specific—it should not be collapsed into a vague “covered by certificate” assumption.
Each performance field should be tied to the evidence a supplier must provide. Building a proof ladder that matches evidence depth to qualification stages prevents post-award surprises and creates a foundation for meaningful supplier comparison.
Frozen Food Packaging Specification Template
The following template consolidates the fields defined above into a single working document. Complete one sheet per SKU or product family.
Frozen Food Packaging Specification Sheet
| Field | Your Entry |
| Product / SKU | |
| Contact Type | ☐ Direct ☐ Indirect |
| Food Condition | ☐ Dry ☐ Fatty ☐ Moist ☐ Condensation-prone |
| Temperature Exposure | Filling: ___ °C |
| Moisture / Condensation Profile | |
| Hold Time | |
| Board Grade | |
| Basis Weight (GSM) | Target: ___ |
| Caliper (if required) | |
| Cobb Value Target | ___ g/m² |
| Coating / Barrier Type | |
| Structural Notes | |
| Migration Testing Required? | ☐ Yes ☐ No |
| Required Proof / Documents | |
| Approval Owner | |
| Review Owner |
Use this sheet to audit existing specifications or to draft new ones. Every blank field represents a potential gap in your current documentation. If you cannot complete a field, the specification is incomplete.
For teams managing multiple SKUs, a specification bridge framework helps standardize shared requirements while documenting SKU-specific exceptions.
Supplier Verification Protocols
A completed specification sheet is a request. Verification questions confirm whether the supplier can meet it.
What suppliers should confirm: Board grade, basis weight, and Cobb value match the stated targets. The coating type is compatible with your use case and any recyclability requirements. Fit-for-use statements name your product condition, temperature range, and contact type. Migration testing documentation (if required) covers the specific materials in the quoted run.
Which claims must tie back to named fields: Any supplier statement about “food safety” or “frozen suitability” should reference the specific Cobb value, coating, or test report that supports it. Broad assurances without field-level proof are not verification.
Which responses to reject or clarify: Responses such as “Our board is food grade” (without specifying direct or indirect contact suitability), “We supply frozen packaging” (without naming barrier treatment or Cobb performance), or “Certificate attached” (without confirming the certificate scope covers your product and use case) require follow-up before proceeding.
For detailed guidance on structuring proof requests, see what proof to request at RFQ stage for folding cartons.
Common Specification Failures
Using “food safe” without naming the use case. ‘Food safe’ is not a specification. It must be tied to contact type, product condition, temperature, and duration to have meaning.
Treating direct and indirect contact as interchangeable. Regulatory and barrier requirements differ significantly between these categories. A folding carton that works as secondary packaging may fail as a direct-contact solution.
Asking for a certificate instead of a field-by-field fit statement. Certificates confirm system participation. Fit statements confirm run-specific suitability for your actual application.
Omitting measurable barrier fields. Without a Cobb value, coating type, or structural target, the supplier is guessing—and so are you.
Disconnecting the specification from the real stress profile. A specification built for ambient conditions will not protect a product that cycles through condensation in retail freezers.
A Simple Final Review Before You Send the Specification
Before releasing the specification, confirm each of the following:
- Validate Contact Mapping: Direct vs. indirect contact per SKU
- Barrier job is defined (moisture, grease, condensation, structural)
- Measurable fields are named (Cobb value, basis weight, coating type)
- Certificate language is separated from run-specific suitability requirements
- A supplier can answer without guessing
If any box remains unchecked, the specification is incomplete. Revise before requesting quotes.
Use the Frozen Food Packaging Specification Sheet above to audit your current specification language. For teams comparing global suppliers, normalizing vendor data through specification alignment ensures quotes are comparable before commercial discussions begin.
When your specification fields are finalized, you can begin exploring folding carton suppliers with clear, measurable requirements in hand.
Disclaimer
This article is for educational purposes only. Food-contact compliance depends on the specific product, barrier system, test conditions, destination market, and regulatory context. Final packaging specifications and supplier approvals should be reviewed against your actual use case and applicable legal requirements.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.