
📌 Key Takeaways
Vague kraft paper specifications drain profits faster than low prices can save them.
- Method-Named Tolerances Prevent Hidden Variability: Stating “120 GSM kraft” without ISO 536:2019, ±1.0% tolerance, and ISO 187 conditioning allows suppliers to deliver functionally different products that all meet the nominal spec but fail on your line.
- Normalize to One Delivery Basis Before Ranking: An $850/MT EXW quote that lands at $1,085 after freight, insurance, and customs loses to a $1,040/MT CIF quote that totals $1,065—comparing raw prices across different Incoterms hides the true winner.
- Four Anchors Eliminate Post-Award Disputes: Hard-coding specification (target + tolerance), method (ISO/TAPPI + edition), sampling (lot definition + AQL), and disposition (accept/reject thresholds) into every RFQ means approval becomes verification, not negotiation.
- Evidence Packs Separate Real Capability from Aspirational Quotes: Requiring a Certificate of Analysis with method IDs, measurement uncertainty, lot-roll mapping, lab accreditation proof, calibration attestations, and conditioned-sample photos at the RFQ stage filters out suppliers who lack process discipline before the first shipment fails.
- Stress-Test Freight at +30/+40/+50% to Prevent Winner Flip: A quote that wins at baseline freight can become the most expensive option when Peak Season Surcharges add $60–$80 per container—run the scenarios before awarding, not after the invoice arrives.
Prepared = comparable quotes, faster approval, and predictable landed cost.
Converters, QA teams, and procurement professionals managing kraft paper sourcing will find the framework here, preparing them for the detailed specification-building process that follows.
The production manager had approved three suppliers based on “120 GSM kraft, $850/MT FOB.” Two weeks into the trial, one mill’s material jammed the corrugator twice in a single shift because moisture sat at 9.2%—outside the unstated 7.5% ±0.5% the line needed. The other supplier’s burst strength, measured via an older TAPPI method instead of ISO 2758, looked acceptable on paper but failed at the glue station. By the time purchasing and QA aligned on method-named tolerances, the quarter’s scrap budget was gone and the backup supplier charged a 20% premium for expedited shipments.
This scenario repeats across converting operations because price-first procurement hides a fundamental problem: without method-named, tolerance-bound specifications, quotes are not comparable. A specification that reads “120 GSM kraft” allows six different interpretations of basis weight measurement, three moisture conditioning protocols, and at least two burst-test methods—each yielding results that diverge by 8–15%. When acceptance criteria remain unstated until a dispute arises, both buyer and supplier lose.
This guide shows converters, QA teams, and procurement professionals how to build spec-true RFQs that enable apples-to-apples quotes, prevent receiving escalations, and make approval straightforward. Suppliers—mills, merchants, and exporters—will see exactly what evidence buyers need to quote accurately and reduce post-award renegotiations.
Why Price-First Fails in Converting
When Identical GSM Isn’t Identical
A buyer requests “120 GSM kraft paper” from four suppliers. Three quotes $850–$870/MT; one quotes $920. The temptation is to award to the lowest bidder and negotiate the $920 supplier down, but “120 GSM” is not a single specification—it’s a shorthand that collapses multiple variables.
Basis weight method matters. ISO 536 measures conditioned samples; some mills report oven-dry weight or use older TAPPI T 410 without clarifying edition year. Conditioning protocol matters even more. ISO 187 specifies 23°C ±1°C and 50% ±2% RH for 24 hours. Mills that skip or abbreviate conditioning deliver material that reads “on-spec” in their lab but fails in yours.
Vague specifications create another problem: they enable “as available” substitutions. When your RFQ lacks explicit tolerances or method names, suppliers quote whatever stock they have on hand, not necessarily what your line needs. The result is quotes that look comparable on price but deliver incompatible material.
Tolerance application varies widely. A supplier quoting “120 GSM” might deliver 118–122 g/m² (±1.67% tolerance) or 117–123 g/m² (±2.5% tolerance). The difference affects yield calculations and whether the material runs your line without adjustment.
Look, let’s be practical: identical nominal values with different test methods or conditioning protocols are functionally different products. The $920 quote might be the true best value if it’s the only one specifying ISO 536:2019, ISO 187 conditioning, and ±1% tolerance with method uncertainty documented.
The Landed-Cost Illusion: Normalize Before Comparing
Suppose you receive three quotes:
- Supplier A: $850/MT EXW (supplier’s warehouse)
- Supplier B: $920/MT FOB (port of origin)
- Supplier C: $1,040/MT CIF (your destination port, insurance included)
At first glance, Supplier A wins. Add freight ($180/MT EXW to your door), insurance ($12/MT), customs clearance ($8/MT), and inland haulage ($35/MT), and Supplier A lands at $1,085/MT. Supplier C, already CIF at $1,040, needs only $25/MT for inland haulage and clearance—final cost $1,065. The “cheapest” quote flipped.
Normalization to a single delivery basis is mandatory before price comparison. Without it, you’re comparing offers that include different scopes of cost and risk. The framework is straightforward:
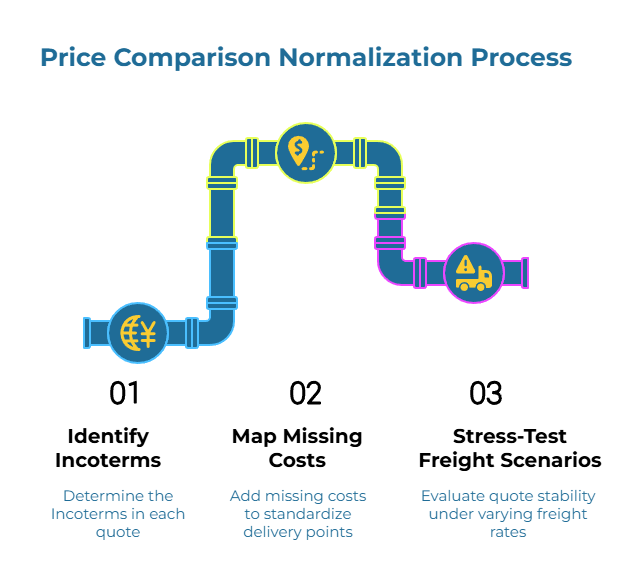
First, identify the Incoterm in each quote (EXW, FOB, CIF, DDP). The International Chamber of Commerce maintains Incoterms 2020, which establishes exactly when risk transfers from seller to buyer and who handles export and import formalities. Second, map missing costs to reach the same delivery point (freight, insurance, duties, inland haulage). Third, stress-test freight scenarios at baseline, +30%, +40%, and +50% to identify which quote remains stable and which “flips” if ocean rates surge.
Freight represents 20–35% of landed cost for kraft paper. A quote that looks best at baseline freight can become the worst option if Peak Season Surcharges or General Rate Increases add $60–$80 per container. Run the stress-test before awarding, not after the first shipment invoice arrives with unexpected surcharges. For detailed guidance on comparing quotes across different Incoterms, see our Academy resources on landed-cost normalization.
The Four Anchors of “Acceptance Without Debate”
Disputes arise when buyers and suppliers discover, post-delivery, that they operated under different assumptions. The solution is to hard-code four anchors into every RFQ and contract.
The Four-Anchor Framework
| Anchor | Definition | Purpose |
| Specification | Target value + unit + tolerance range (e.g., 120 g/m² ±1.0%) | Defines the acceptable range for each parameter |
| Method | Test method name + edition (e.g., ISO 536:2019) | Ensures both parties measure the same way |
| Sampling | Lot definition + sample frequency + conditioning protocol | Establishes how to verify compliance |
| Disposition | Accept/reject/adjust thresholds with remedies | Determines what happens when specs aren’t met |
Specification: Units Plus Tolerances
State the target value, the unit of measure, and the acceptable tolerance range for each critical parameter:
- Basis weight: 120 g/m² ±1.0% (118.8–121.2 g/m²)
- Moisture content: 7.5% ±0.5% (7.0–8.0%)
- Burst strength: 350 kPa ±5% (333–368 kPa)
- Cobb₆₀: ≤45 g/m² (maximum, no lower bound)
Tolerances must reflect your line’s sensitivity. Tighter tolerances cost more because mills need tighter process control, but they prevent mid-run adjustments. Looser tolerances reduce cost but increase the chance you’ll need to recalibrate tension or moisture settings roll-to-roll.
Method: ISO/TAPPI Name Plus Edition
Every measurable parameter must cite the test method by full name and edition year:
- Basis weight: ISO 536:2019 or TAPPI T 410
- Moisture: ISO 287:2017 (oven-dry method)
- Burst: ISO 2758:2014 or TAPPI T 403
- Cobb: ISO 535:2023 (Cobb₆₀)
- Conditioning: ISO 186:2002 (samples conditioned per ISO 187)
Method names eliminate ambiguity. ISO 2758 and TAPPI T 403 use slightly different clamping pressures and burst-rate protocols; results can differ by 8–12%. If your line is calibrated to ISO 2758 and the supplier quotes TAPPI T 403, you’re not comparing equivalent data. Specify one method and require the supplier to confirm or provide a cross-reference conversion factor.
For a detailed breakdown of which test methods to require in your kraft paper RFQ, see our plain-English guide to TAPPI and ISO standards.
Sampling: Lot Definition, Conditioning, AQL
Define what constitutes a “lot” and how many samples represent it:
- Lot size: One production run or one shipment container, whichever is smaller
- Sample frequency: Per ISO 186, sample three rolls per lot, taking specimens from the leading, middle, and trailing sections of each roll
- Conditioning: 24 hours at 23°C ±1°C and 50% ±2% RH per ISO 187
- Acceptance Quality Level (AQL): Set defect thresholds by impact
AQLs translate “acceptable” into a numeric threshold. An AQL of 1.0 for burst means you’ll accept a lot where ≤1% of samples fail the burst test. An AQL of 0.0 for contamination means any foreign material triggers rejection. Align AQL bands to the consequence of each defect type: contamination stops your line, so it gets AQL 0.0; a small basis-weight variance may be absorbable, so it gets AQL 2.5.
| Defect Type | Impact | Recommended AQL |
| Contamination (metal, plastic, foreign fibers) | Line stoppage, customer rejection | 0.0 (zero tolerance) |
| Moisture >1.0% out-of-spec | Line stoppage, dimensional instability | 0.0 (zero tolerance) |
| Burst <10% below target | Line stoppage or rework | 0.0 (zero tolerance) |
| Basis weight 5–10% out-of-spec | Rework or scrap | 1.0–2.5 |
| Burst 5–10% out-of-spec | Rework or scrap | 1.0–2.5 |
| Cobb >10% above threshold | Rework or scrap | 1.0–2.5 |
| Minor surface roughness | No functional impact | 4.0–6.5 |
| Slight color variation | No functional impact | 4.0–6.5 |
| Edge trim inconsistency | No functional impact | 4.0–6.5 |
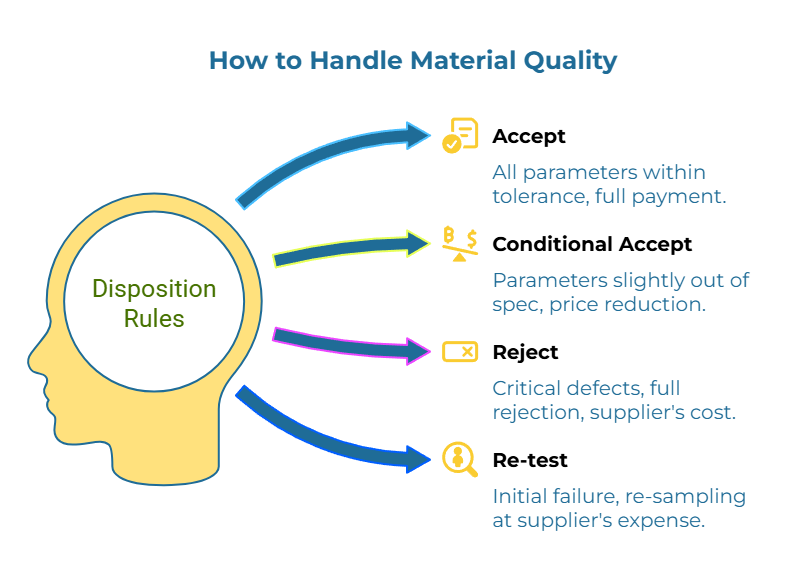
Disposition Rules: Accept, Reject, Price Adjustment
State what happens when test results fall outside tolerance:
- Accept: All parameters within tolerance → full payment, no dispute.
- Conditional accept with price adjustment: Burst 5–10% below spec → accept at 3% price reduction; moisture 0.5–1.0% above spec → accept at 2% price reduction.
- Reject: Any critical defect (contamination, moisture >1.0% out-of-spec) → full rejection, return freight at supplier’s cost, replacement required within 14 days.
- Re-test protocol: If initial sample fails, buyer may request re-sampling of the same lot at supplier’s expense. If re-test confirms failure, rejection stands; if re-test passes, lot is conditionally accepted with 1% price reduction to cover testing cost.
These rules eliminate negotiation after the fact. Both parties know, before the first container ships, what “acceptable” means and what remedy applies if the material misses the mark.
Build Your RFQ Evidence Pack
An evidence pack transforms promises into verifiable data. Request the following from every supplier.
COA Template Fields: Method IDs, Uncertainty, Lot-Roll Mapping
Spec-True RFQ Fields Table
| Parameter | Target Value | Tolerance | Test Method | Measured Value | Uncertainty (±) | Pass/Fail | Lot ID | Roll IDs |
| Basis Weight | 120 g/m² | ±1.0% | ISO 536:2019 | 119.8 g/m² | ±0.6 g/m² | Pass | L20250415 | R001–R015 |
| Moisture | 7.5% | ±0.5% | ISO 287:2017 | 7.4% | ±0.1% | Pass | L20250415 | R001–R015 |
| Burst | 350 kPa | ±5.0% | ISO 2758:2014 | 348 kPa | ±8 kPa | Pass | L20250415 | R001–R015 |
| Cobb₆₀ | ≤45 g/m² | Maximum | ISO 535:2023 | 42 g/m² | ±1.5 g/m² | Pass | L20250415 | R001–R015 |
Lot-roll mapping is critical. If a defect appears, you need to trace it back to specific rolls and, ideally, to the production shift or reel-parent at the mill. Without this mapping, a single bad roll can force you to quarantine an entire shipment.
Measurement uncertainty (the ± column) reflects the lab’s calibration and method precision. If a supplier reports “120.0 g/m²” with no uncertainty, that’s a red flag—every measurement has inherent variability. Acceptable uncertainty for basis weight is ±0.5–0.8 g/m²; for moisture, ±0.1–0.2%.
Required Attachments: Lab Cert, Calibration Notes, Photos
Request three supporting documents with every quote:
- Lab test report (≤14 days old at time of quote): Full report from an ISO/IEC 17025-accredited lab, showing method names, equipment used, and operator signature.
- Calibration attestation: Copy of the most recent calibration certificate for the moisture analyzer and burst tester, confirming calibration within the last 12 months and traceable to national standards.
- Photo evidence: Photos of the conditioned sample setup (temperature/humidity chamber readout visible) and the burst-test fixture with the sample installed. This proves the supplier actually conditioned samples per ISO 187 and used the correct clamping protocol for ISO 2758.
These attachments sound onerous, but a mill with robust QA already generates them. Requesting them at the RFQ stage separates mills that have process discipline from those quoting aspirationally. For more detail on what evidence to request during pre-qualification, see our RFQ data pack guide.
Sample Acceptance Clause: Drop-In
Copy-Ready Acceptance Clause
Acceptance Criteria
Material shall be accepted if and only if all parameters listed in Section [X] fall within the stated tolerance ranges when measured per the specified test methods and conditioning protocols. Sampling shall follow ISO 186:2021, with three rolls per lot and specimens taken from leading, middle, and trailing sections. The supplier shall provide a Certificate of Analysis (COA) including method IDs, measured values, measurement uncertainty, and lot-to-roll traceability. Any lot failing a critical defect (AQL 0.0) or exceeding the rejection threshold for a major defect shall be rejected in full, with return freight and replacement at supplier cost. Conditional acceptance with price adjustment may apply per the schedule in Appendix [Y].
Adjust bracketed references to match your document structure. The clause is intentionally prescriptive—it leaves no room for “we thought you meant…” arguments.
Method-Named Tolerances That Actually Control Risk
Not all parameters deserve the same scrutiny. Focus your tightest tolerances on properties that directly affect line performance.
Basis weight (ISO 536) drives yield and cost-per-converted-unit. A 2% variance (118–122 g/m² on a 120 g/m² spec) changes your material cost by 2%, but it also affects corrugator tension settings and glue application rates. Glue machines calibrated for 120 g/m² will over-apply on 118 g/m² stock (wasted adhesive) or under-apply on 122 g/m² (weak bond). Specify ±1.0% for high-speed operations, ±1.5% for slower lines, ±2.0% only if your process can absorb the variability. Tighter tolerances cost 2–4% more but reduce scrap and setup time.
Moisture (ISO 287) affects dimensional stability, curl, and adhesive performance. Kraft paper equilibrates with ambient humidity, so a roll that measures 7.5% moisture in the supplier’s climate-controlled warehouse may read 9% after two weeks in your non-conditioned storage. Specify 7.5% ±0.5% if you have climate-controlled storage, 7.0% ±0.5% if storage is non-conditioned (biasing lower gives the paper room to absorb ambient moisture without exceeding 8%). Require ISO 187 conditioning before testing—mills that skip this step deliver “dry” numbers that don’t reflect real-world performance.
Burst strength (ISO 2758 or TAPPI T 403) predicts how well the finished box will withstand stacking and handling. A 350 kPa burst spec is typical for medium-duty boxes; heavy-duty applications may require 400–450 kPa. Specify ±5% tolerance. Burst can vary roll-to-roll due to fiber distribution, but deviations beyond 5% suggest process-control issues at the mill. If burst drops below spec, the failure will appear downstream—either at your gluing stage or in your customer’s warehouse when stacked boxes collapse.
Cobb₆₀ (ISO 535) measures water absorption. High Cobb (>45 g/m²) indicates the paper will absorb moisture from glue or humid storage, leading to curl, warp, or bond failure. Set a maximum threshold (e.g., ≤45 g/m²) with no lower bound. Lower Cobb is almost always better. If a supplier’s Cobb consistently reads 35–38 g/m², that’s a positive indicator of sizing quality.
Make Quotes Comparable to Door Before You Pick a Winner
One Delivery Basis
Require all suppliers to quote on the same Incoterm and delivery location. If that’s not possible, normalize quotes yourself.
List each quote’s Incoterm and origin/destination. Add missing cost components to reach “DDP your warehouse.” Rank by to-door total. Here’s a worked example:
- Supplier A: $850/MT EXW (mill gate, Germany) + $180 freight + $12 insurance + $8 customs + $35 inland = $1,085/MT
- Supplier B: $920/MT FOB Hamburg + $140 freight + $12 insurance + $8 customs + $35 inland = $1,115/MT
- Supplier C: $1,040/MT CIF (your port, India) + $25 inland and clearance = $1,065/MT
Supplier C wins at $1,065, not Supplier A at the deceptive $850 EXW quote.
Freight Stress-Tests: +30/40/50%
Ocean freight can spike 30–50% due to Peak Season Surcharges, General Rate Increases, or capacity shortages. Re-run the comparison at stressed freight rates:
| Supplier | Baseline | +30% Freight | +40% Freight | +50% Freight |
| A | $1,085 | $1,139 | $1,157 | $1,175 |
| B | $1,115 | $1,157 | $1,171 | $1,185 |
| C | $1,065 | $1,095 | $1,105 | $1,115 |
Supplier C remains the winner across all scenarios. Supplier A, which looked competitive at baseline, becomes the most expensive at +50% freight. This analysis prevents “winner flip”—the scenario where the awarded supplier becomes uncompetitive after the first shipment and you’re forced to renegotiate or switch mid-contract.
Sampling and AQLs for Converters
Critical Versus Major Versus Cosmetic
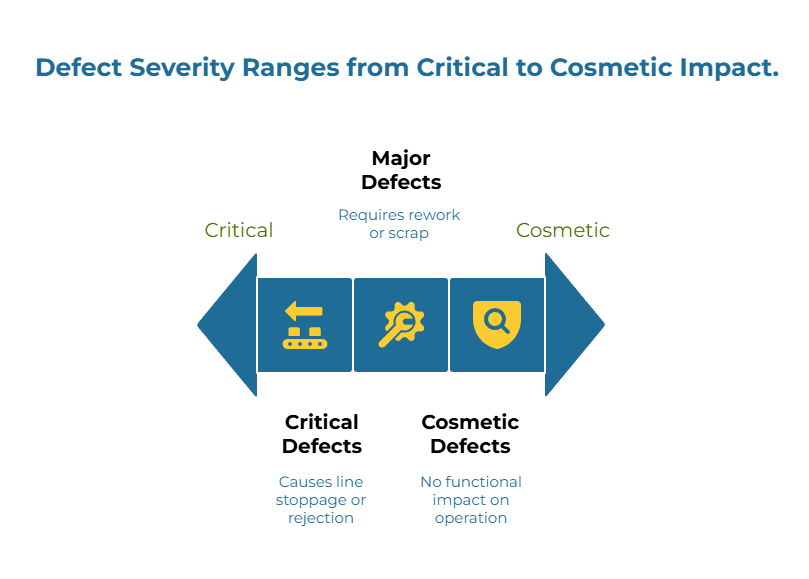
Classify defects by their impact on your operation. Critical defects cause line stoppage or customer rejection: contamination (metal, plastic, fibers from other grades), moisture >1.0% out-of-spec, burst <10% of target. These get AQL 0.0 (zero tolerance).
Major defects require rework or scrap: basis weight or burst 5–10% out-of-spec, Cobb >10% above threshold, visible fiber bundles. These get AQL 1.0–2.5 (accept if ≤1–2.5% of samples fail).
Cosmetic defects have no functional impact: minor surface roughness, slight color variation, edge trim inconsistency. These get AQL 4.0–6.5 (accept if ≤4–6.5% of samples show the defect).
Setup Pointers and Escalation Triggers
Run a formal incoming inspection on the first three shipments from any new supplier. Sample per ISO 186: three rolls per container, three specimens per roll (leading, middle, trailing). Condition samples per ISO 187: 24 hours at 23°C ±1°C and 50% ±2% RH. Test per the named methods: ISO 536, 287, 2758, 535. Compare results to COA: values should match within measurement uncertainty (±0.5–0.8 g/m² for basis weight, ±8 kPa for burst).
If your lab consistently reads 3–5% higher or lower than the supplier’s lab, one of you has a calibration issue—escalate immediately.
Escalation trigger: if two consecutive shipments fail the same major-defect criterion (e.g., burst below spec in shipment 1 and shipment 2), halt further orders and initiate a supplier audit. Don’t wait for three failures—two is a pattern.
Integration Mindset: Mill Evidence Times Exporter Reliability
Kraft paper often moves through two entities: the mill (manufacturer) and the exporter (merchant or trading arm). Your risk profile depends on both.
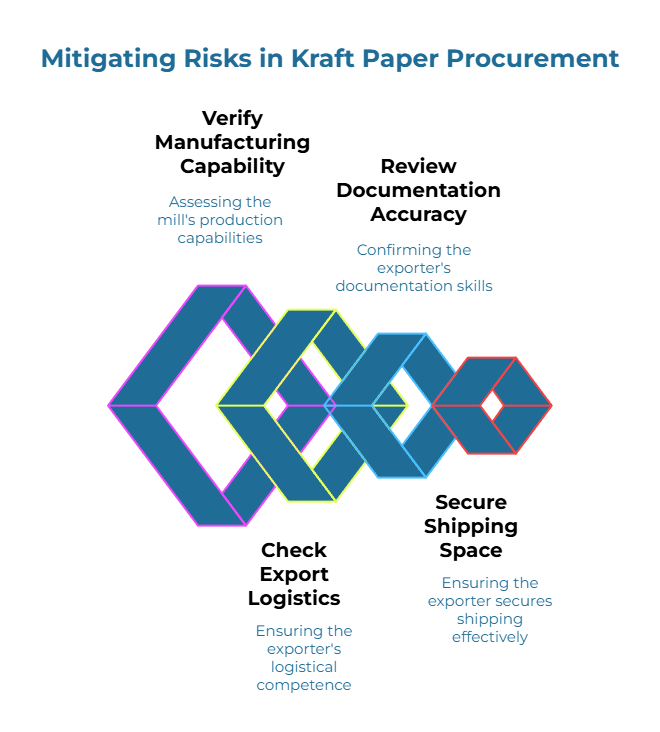
Mills control product quality; exporters control logistics and documentation accuracy. A top-tier mill paired with a poor exporter still creates risk. Documentation errors (Bill of Lading description mismatch, missing fumigation certificate, incorrect Incoterm stated) delay customs clearance by 7–14 days and incur demurrage fees ($80–$150/day). Rollover risk—your container “rolled” to the next sailing because the exporter booked space but didn’t secure it—adds 7–21 days to lead time and disrupts your production schedule.
Before awarding a contract, verify manufacturing capability. Request concise factory data: machine deckle width, production speed, furnish type, GSM range capability, calendaring and coating lines, annual output, and key quality control points. Confirm whether production will be in-house or subcontracted. This capability fit reduces the risk of off-spec reels and late deliveries. For first orders, request trade references from customers who purchased similar grades and volumes—verify that the supplier has a track record with your specific requirements.
Use an integration scorecard (0–5 scale) to evaluate both parties:
| Dimension | Weight | Mill | Exporter |
| ISO 9001 / FSC or PEFC certification | 25% | Score mill | N/A |
| OTIF rate (≥95%) | 20% | Score mill | Score exporter |
| Lab accreditation (ISO 17025) | 20% | Score mill | N/A |
| Documentation accuracy | 15% | N/A | Score exporter |
| Rollover history (≤5%) | 10% | N/A | Score exporter |
| Response time (<24h) | 10% | Score mill | Score exporter |
ISO 9001 quality management systems ensure process control and continuous improvement, which supports consistent reel-to-reel quality. FSC chain-of-custody confirms material is sourced from responsibly managed forests, while PEFC offers an internationally recognized alternative framework for sustainable forest management. Verify these certifications by requesting certificate numbers, issuing bodies, scope details, and validity dates—never accept claims without documentation.
Total score requirement: ≥70/100, with no zeros in QA or Compliance categories. A mill scoring 5 on quality but paired with an exporter scoring 2 on documentation accuracy yields a combined score of approximately 65—marginal. Either upgrade the exporter or source directly from the mill if logistics allow.
Mini-Checklist
Pre-RFQ
☐ Define basis weight, moisture, burst, Cobb with units and tolerances
☐ Name test methods (ISO/TAPPI + edition year)
☐ Set AQL bands (critical 0.0, major 1.0–2.5, cosmetic 4.0–6.5)
☐ Draft disposition rules (accept/adjust/reject thresholds)
RFQ Attachments
☐ COA template with method IDs, uncertainty, lot-roll mapping
☐ Lab cert requirement (≤14 days old, ISO 17025-accredited)
☐ Calibration attestations (moisture analyzer, burst tester)
☐ Photo evidence (conditioned sample, burst fixture)
Quote Comparison
☐ Normalize all quotes to single delivery basis (DDP your door)
☐ Run freight stress-tests (+30/40/50%)
☐ Check mill + exporter integration score (≥70, no zeros in QA)
Contract Insert
☐ Paste acceptance clause into Section [X], Appendix [Y]
☐ Confirm sampling protocol (ISO 186, three rolls/lot)
☐ Attach disposition schedule (price adjustments, rejection terms)
First-Shipment Verification
☐ Sample per ISO 186, condition per ISO 187
☐ Test in your lab; compare to supplier COA (match within uncertainty)
☐ Escalate after two consecutive failures on same parameter
Mini-Glossary: ISO/TAPPI Methods Referenced
ISO 536:2019 — Paper and board: Determination of grammage (basis weight). Specifies measurement of conditioned samples.
ISO 287:2017 — Paper and board: Determination of moisture content (oven-dry method). Defines the standard for moisture testing.
ISO 2758:2014 — Paper: Determination of bursting strength. Uses hydraulic pressure to measure burst resistance.
ISO 535:2023 — Paper and board: Determination of water absorptiveness (Cobb method). Measures water absorption over 60 seconds (Cobb₆₀).
ISO 186:2002 — Paper and board: Sampling to determine average quality. Establishes how many rolls and specimens constitute a representative sample.
ISO 187 — Paper, board, and pulps: Standard atmosphere for conditioning and testing. Specifies 23°C ±1°C and 50% ±2% RH for 24 hours.
TAPPI T 410 — Grammage of paper and paperboard (weight per unit area). North American equivalent to ISO 536.
TAPPI T 403 — Bursting strength of paper. North American standard for burst testing, with slight methodological differences from ISO 2758.
Frequently Asked Questions
Do I need to specify both ISO and TAPPI methods?
Choose one standard family and stick with it across all parameters. ISO methods are more common internationally; TAPPI is prevalent in North America. Mixing standards within a single RFQ creates confusion. If your equipment is calibrated to ISO 2758 for burst, specify ISO 2758 and ask suppliers to provide results using that method—don’t accept TAPPI T 403 results unless the supplier provides a validated conversion factor.
What if a supplier can’t provide an ISO 17025-accredited lab report?
Require third-party testing at the supplier’s cost. Many mills have in-house labs that are competent but not accredited. An accredited lab report costs $200–$400 but eliminates disputes over test validity. For the first three shipments, this investment is worthwhile. Once the supplier demonstrates consistency, you can negotiate a shift to their in-house lab with periodic third-party verification.
How do I handle suppliers who quote “industry-standard” tolerances without naming them?
Reject the quote or return it with a request for clarification. “Industry-standard” is not a specification—it’s a placeholder that means “we’ll define it later when there’s a dispute.” Your RFQ should explicitly state that quotes lacking method names and tolerance ranges will be disqualified from evaluation.
Summary
Spec clarity beats price because incomparable quotes hide real cost. A “120 GSM kraft” quote without method names, tolerances, conditioning protocols, and evidence can diverge by 8–15% in actual performance—more than enough to flip your supplier ranking once you account for scrap, rework, and line stoppages.
The four anchors—specification, method, sampling, disposition—eliminate post-award negotiation. When both parties know, before the first container ships, what “acceptable” means and what remedy applies if the material misses, approval becomes verification rather than investigation.
Build your evidence pack once (COA template, lab cert requirement, calibration attestations, photo evidence), paste the acceptance clause into every RFQ, normalize quotes to a single to-door basis, and stress-test freight scenarios before awarding. The 30–60 minutes invested in spec-true RFQ design saves weeks of dispute resolution and thousands in expedited freight or scrap costs.
Now that your RFQ is spec-true, find kraft paper suppliers on PaperIndex or submit your RFQ with acceptance rules and evidence requirements attached. Suppliers: respond with method-named tolerances and a sample COA to demonstrate you understand the buyer’s quality expectations.
For deeper exploration of related topics, see the PaperIndex Academy guides on RFQ field specification, TAPPI/ISO method selection, building an RFQ data pack, and Incoterms normalization.
Disclaimer: This article is educational and not intended to replace professional advice.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.