
📌 Key Takeaways
Flute describes the wave-shaped cushioning layer inside corrugated board; wall type describes how many of these layers share the load—together they determine whether boxes protect glass jars through transit or leave you cleaning up broken products.
- Flute Letters Aren’t Quality Rankings: A-flute isn’t “better” than B-flute—letters describe wave profiles with different cushioning and print characteristics, not superiority.
- Box and Packout Work Together: Stronger board won’t prevent jar-to-jar contact if internal fit is loose—glass needs separation, controlled void, and closure stability alongside appropriate wall construction.
- Double Wall Provides Structural Redundancy: When the outer corrugated layer begins compressing under load, the inner layer continues supporting weight—critical for multi-pack glass facing extended transit and stacking.
- Supplier Questions Reveal Hidden Assumptions: When suppliers quote without asking about pack weight, stacking height, route details, and moisture exposure, they’re guessing—incomplete RFQs produce incomparable quotes based on different assumptions.
Match construction to actual shipping stress, not maximum theoretical protection.
Food and beverage operations managers shipping glass containers will gain clarity on how to specify requirements and evaluate supplier recommendations, preparing them for the detailed decision framework and copy-ready RFQ templates that follow.
For food and beverage (F&B) businesses, packaging failure is an operational drain. When a box fails to protect its contents, it results in inventory loss, replacement shipping costs, and damaged customer trust.
The worst part?
It’s usually preventable. Most box failures trace back to a mismatch between what the packaging was built to handle and what you actually shipped inside it.
Two terms sit at the center of this mismatch: flute and wall type. Flute refers to the wave-shaped layer inside a corrugated board that provides cushioning. Wall type describes how many of these corrugated layers make up the box structure. Together, they determine whether your boxes protect glass jars through transit or leave you cleaning up broken products.
This guide clarifies these concepts to help you specify the correct materials for your inventory.
The 60-Second Definition (What “Flute” and “Wall” Actually Mean)
Think of a corrugated board as a sandwich. Flat outer layers with a wavy middle. That simple structure explains nearly everything about how boxes perform.
Flute = The Wave Shape Inside the Board
Cut any corrugated box and examine the edge. You’ll see a wave pattern running between two flat paper surfaces. That wave is the flute—and its shape matters more than most buyers realize.
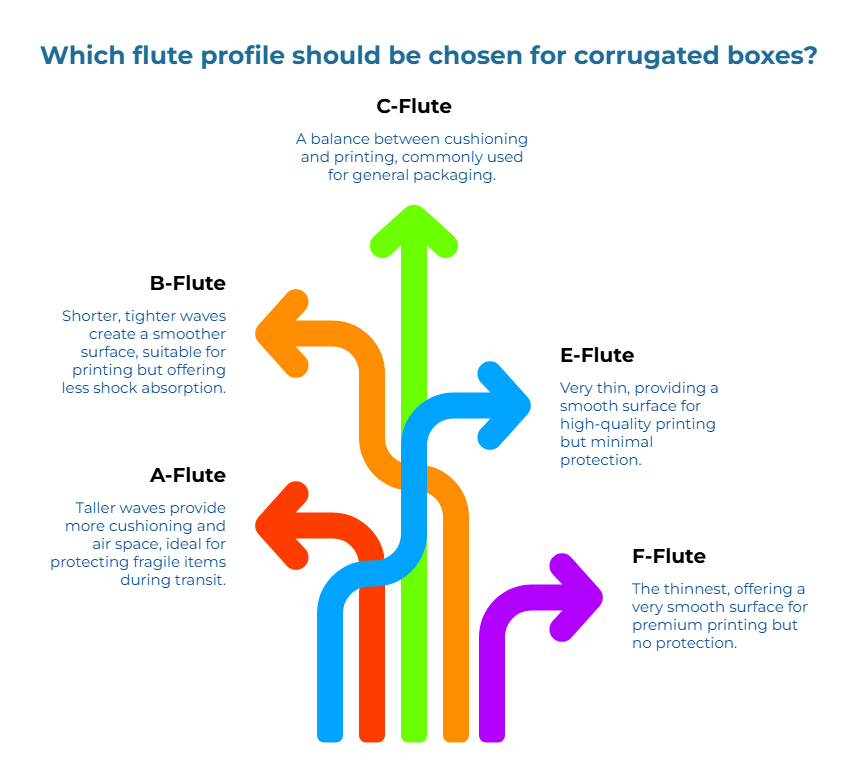
The flute is formed when fluting paper (corrugating medium) is shaped into waves and bonded to flat liner sheets. Taller waves create a thicker board with more cushioning. The extra height means more air space to absorb impacts before they reach your product. Shorter, tighter waves produce thinner boards with a smoother surface, better suited for printing but offering less shock absorption.
Here’s where buyers often get confused: flute letters (A, B, C, E, F) describe the wave profile, not a quality ranking. A-flute isn’t “better” than B-flute. It’s simply taller, with different performance characteristics. Select a flute profile based on specific transit stresses; alphabetical order does not correlate with protective performance.
Wall = How Many Corrugated Layers
Wall type is more straightforward. While alphabetical order implies a sequence, industry standards like C-flute—the most common shipping profile—sit between A and B in height, offering a versatile balance of compression strength and cushioning.
Additional wall layers increase the vertical stacking strength (top-to-bottom compression) and puncture resistance of the carton. As wall count increases, board stiffness and resistance to deformation generally increase too. For F&B operations shipping glass or heavy multi-packs, this distinction often determines whether products arrive intact.
Quick Glossary: Liner, Medium, Ply
Three terms appear frequently in supplier conversations:
Liner (Linerboard): The flat paper layers forming the box’s outer (and sometimes inner) surfaces. Kraft linerboard provides the printable surface and contributes to overall stiffness. While kraft linerboard uses virgin fibers for maximum strength, testliner board offers a recycled alternative commonly used in the outer layers of corrugated board for less demanding applications.
Medium (Fluting/Corrugating Medium): The wavy paper forming the flute itself. This fluting paper is the raw material that becomes the cushioning layer in finished boxes.
Ply: A single layer of paper in the board structure. Single-wall construction is technically 3-ply (two liners + one fluted medium), double-wall is 5-ply (three liners + two fluted layers), and triple-wall is 7-ply (four liners + three fluted layers).
While ‘ply’ refers to the total number of paper sheets used, ‘wall’ specifically counts the layers of fluting. Be careful not to confuse them; a ‘3-ply’ board is a ‘single-wall’ box, not a triple-wall one.
Why This Matters Specifically for F&B Shipping (Glass Jars, Bottles, Leakage Risk)
Not all corrugated is the same—a misconception that costs F&B businesses dearly. Glass jars and bottles don’t forgive packaging mistakes the way flexible pouches might. They transfer every shock directly to their weakest point.
Damage Is Rarely “Random”—It Maps to Predictable Failure Modes
Box failures follow patterns. Understanding these patterns helps you specify construction that actually prevents them:
- Drops and corner hits: Corners take the first impact during handling. Jars chip or crack when they can move inside the box or make contact with each other.
- Vibration over distance: Long routes create thousands of small shocks. This sustained vibration can loosen closures, cause label scuffing, and gradually shift products within the box.
- Stacking compression: Cartons at the bottom of a pallet carry the load. When boxes lose squareness under compression, dividers shift, voids open up, and glass starts to move—setting up failure at the next handling point.
- Moisture exposure: Standard untreated corrugated board is highly hygroscopic. Condensation or minor leakage softens the paper fibers and can reduce stacking strength by up to 50%, compounding other stress factors unless moisture-resistant coatings are applied.
Each failure mode connects to specific board characteristics. Compression resistance depends heavily on wall type and overall board stiffness. Impact absorption relies on flute profile and board thickness. When you can name what you’re trying to prevent, you can specify construction that actually addresses it.
Here’s the critical point: box choice and packout choice are inseparable for glass shipping. A stronger board won’t prevent jar-to-jar contact if the inside fit is loose. The box provides the structural shell; the packout controls what happens inside it.
Under-Spec vs Over-Spec: Two Costly Mistakes
Under-specifying is the obvious danger. Boxes that can’t handle the job lead to damaged goods, replacement shipments, and the brand erosion that comes with customers receiving broken products.
Over-specifying carries different penalties. Construction chosen “just to be safe” without matching actual risk patterns means paying for strength you’ll never use. Heavier boxes increase shipping costs. Thicker construction consumes more warehouse space per unit. Sometimes over-specifying creates new problems—a rigid carton that still allows jars to rattle because the internal design wasn’t addressed.
The goal isn’t maximum protection—it’s appropriate protection matched to what you’re actually shipping.
Common Flute Profiles: A, B, C, and Microflutes
Rather than memorizing technical specifications, focus on the practical tradeoff each flute profile represents.
“Thicker” Flutes vs “Thinner” Flutes: Cushioning vs Print Surface
Taller flute profiles provide more cushioning. The additional height creates air space that absorbs impacts, making these profiles well-suited for fragile items requiring shock protection during transit.
Shorter profiles sacrifice some cushioning for a smoother, flatter outer surface. This makes them common choices for retail-ready packaging where print quality and visual appearance matter, or for products that aren’t particularly fragile.
When Microflutes Show Up (Retail-Ready / High-Graphics) vs Shipping Cartons
Microflutes (E, F, and smaller profiles) appear primarily in shelf-ready packaging and high-graphics applications. Their tight wave pattern produces excellent print surfaces while keeping package dimensions compact.
For standard slotted shipping cartons (RSC) destined for warehouse stacking and freight handling, microflutes alone typically provide insufficient crush resistance. However, E-flute is frequently used for smaller die-cut ‘mailer’ style boxes (common in e-commerce subscription boxes) where the folding design adds structural strength. For bulk F&B stacking, sturdier construction plus disciplined packout becomes more important than the smoothest print surface.
A simple test: if a filled carton feels heavy when lifted and will be stacked multiple layers high, sturdier construction plus disciplined packout becomes more important than the smoothest print surface.
Single Wall vs Double Wall vs Triple Wall (What Changes Operationally)
Wall type is frequently the first specification F&B buyers consider because its impact on box performance is immediately apparent.
Stacking Strength and Warehouse Reality
Boxes in actual warehouses face conditions that laboratory testing can’t fully replicate. They get stacked—sometimes higher than intended. They absorb humidity over days or weeks. They endure forklift bumps, pallet shifts, and the accumulated stress of multiple handling points.
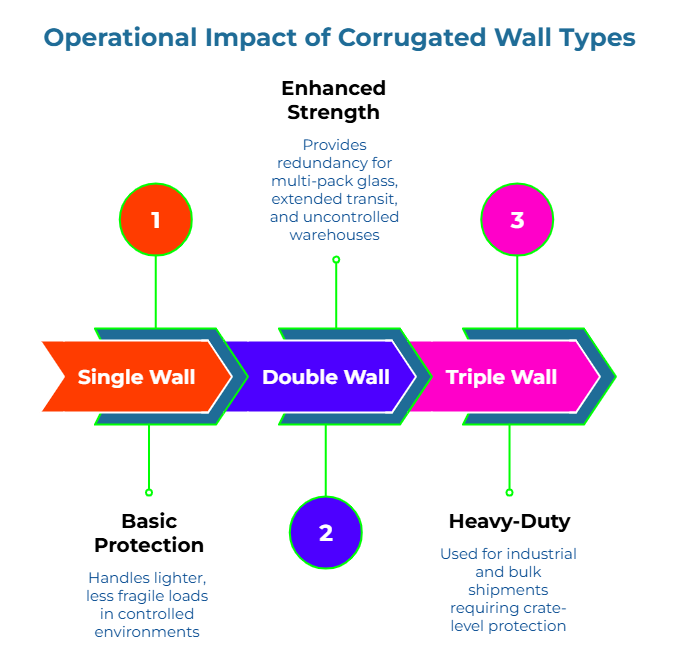
Single-wall construction handles these real-world conditions adequately for lighter, less fragile loads. But as product weight increases or fragility becomes a concern, the margin for error narrows considerably.
Double-wall construction provides redundancy. If the outer corrugated layer begins compressing under load, the inner layer continues supporting weight. This backup capacity often proves valuable for F&B products where failure means broken glass and lost inventory. Once a carton loses squareness, internal spacing changes—dividers shift, voids open up, and glass starts to move.
When Double Wall Becomes the Safer Default for Multi-Pack Glass
Double-wall construction generally becomes the practical starting point when shipping involves:
- Multi-pack glass containers (six or more jars or bottles per case)
- Extended transit with multiple handling points
- Warehouse conditions you can’t directly control
- Heavy or dense products like sauces, oils, or bulk ingredients
That structural margin isn’t a substitute for pack design. Glass typically needs three elements working together:
Separation: Dividers or partitions so jars can’t touch each other Controlled void: No free space for rattling during transit Closure stability: Fit that prevents torque and shifting
These are generally accepted packaging practices, though the exact insert style and packout method can vary by supplier and production line setup.
Triple-wall serves industrial and heavy-duty applications—palletized bulk shipments or situations requiring crate-level protection. Most standard F&B product distribution won’t require it.
F&B Packaging Specification Matrix
| What’s Being Shipped (F&B Examples) | Typical Risk Pattern | Practical Starting Point to Discuss with Supplier | Why This Is the Starting Point |
| Lightweight, non-fragile (pouches, empty tins) | Scuffing + minor compression | Single wall + a common general-purpose flute | Balances basic rigidity and cost for low-risk products |
| Glass jars/bottles, single units | Drop + impact + rattling | Single wall (with protective inserts) or double wall if pack is heavy | Fragility often needs pack design as much as board strength |
| Multi-pack glass (6–12 jars) | Stacking compression + edge crush + vibration | Double wall (common in heavier-duty shipping) | Adds stiffness and stacking safety margin |
| Long-distance / multi-handling routes | Repeated handling + variable stacking | Double wall + stronger packout discipline | More handling cycles amplify small weaknesses |
| Heavy, dense loads (bulk ingredients, industrial formats) | High stacking load + puncture | Double wall or triple wall depending on weight/stacking | Wall count becomes critical when loads rise |
Notes:
- Flute type controls the “cushioning profile” (thicker vs thinner waves); wall type controls how many corrugated layers are doing the work.
- Flute letters are not “quality grades.” They describe the flute profile.
- For glass, packaging design (fit, dividers, void fill) often matters as much as board choice.
- Always validate with samples and a basic drop/stack test before scaling an order.
Data-Driven Specification Selection
You don’t need to master corrugated board science. You need enough understanding to have productive conversations with suppliers who have that expertise.
A Quick Decision Flow: Fragility → Pack Weight → Stacking → Handling Distance
Work through these considerations in sequence:
Fragility: Is the product rigid and breakable (glass, ceramics) or flexible and forgiving (pouches, flexible bags)? Fragile products push toward more cushioning, more wall layers, or both.
Pack weight: How heavy is a filled case? Heavier cases need more structural support to maintain integrity under their own weight and when stacked.
Stacking requirements: How many cases will product be stacked in your warehouse and at destination facilities? Higher stacking demands greater compression resistance.
Handling distance: Is this local delivery or a multi-leg journey through distribution centers? More handling points mean more cumulative stress on packaging.
Validation should be practical: sample cartons filled with actual product, then basic handling checks including drops and stacking. Standardized transit testing programs exist for parcel-style distribution environments, though the right approach depends on your specific route and carrier requirements.
Supplier Consultation Requirements
Experienced corrugated box suppliers will want specifics before recommending construction:
- Product dimensions and weight per unit
- Units per case and arrangement within the box
- Maximum stacking height (cases high)
- Shipping method and typical transit duration
- Special conditions (temperature requirements, humidity exposure, moisture risk)
- Pallet pattern and whether mixed loads occur
- Route details (local delivery, parcel, mixed carrier, cross-dock handling)
- Insert plan (dividers, partitions, pads, void fill)
If a supplier quotes without asking these questions, they’re guessing at your needs. When these details are missing, quotes often reflect hidden assumptions—and that’s where ‘same product, wildly different spec’ problems begin. Consider expanding your search across packaging paper suppliers to compare approaches and identify partners who demonstrate technical depth.
Preparing this information in advance—similar to the approach used when creating internal spec sheets—ensures every quote you receive addresses the same requirements.
Copy-Ready Lines to Add to an RFQ / Inquiry (To Get Comparable Quotes)
Clear specifications produce comparable quotes. Vague requests generate responses you can’t meaningfully evaluate against each other.
Minimum Information Set: Dimensions, Packout, Wall Type, Flute Preference
Include these elements when requesting quotes for corrugated boxes:
- Internal dimensions: Length × width × height (in millimeters or centimeters)
- Product description: What goes inside, including weight per unit
- Packout configuration: Units per case and how they’re arranged
- Pack protection: Specify dividers, inserts, or void fill requirements; note that jars must not contact each other
- Wall type: Single wall, double wall, or “please recommend based on application”
- Flute preference: Specific profile if known, or “please recommend based on application”
- Handling context: Stacking notes, pallet pattern, and whether this is local delivery or long-distance distribution
- Quantity estimate: Monthly or annual volume
Sampling and Validation Ask (Word It Neutrally)
Before committing to production volumes, request validation samples with language that signals serious intent:
“Please provide pre-production samples for fit and handling validation before the full run. We will check carton fit, jar separation, and basic stacking/handling behavior under our normal process. If a different wall type or flute profile is recommended, please explain the assumption behind the recommendation.”
This approach keeps the discussion technical, helps identify suppliers committed to getting the specification right, and ensures you understand the reasoning behind any suggested changes.
For businesses requiring custom specifications or interested in understanding mill capabilities, exploring paper manufacturers directly can provide insights into material options and technical possibilities before finalizing box design. This upstream knowledge helps you evaluate whether a box supplier’s material recommendations truly match your application requirements.
Final Specification Checklist:
Three points to remember:
- Flute describes the cushioning profile (the wave shape inside the board)—letters indicate profile type, not quality ranking
- Wall type describes structural depth (how many corrugated layers share the load)—more walls provide more redundancy for heavy or fragile products
- For glass jars and bottles, internal packaging design often matters as much as board construction—fit, dividers, and void fill work together with flute and wall choices
With this foundation, you can specify requirements clearly, ask informed questions, and evaluate whether a supplier’s recommendation actually fits your shipping reality.
Ready to connect with suppliers who can meet your specifications? Explore corrugated box suppliers to find and compare verified manufacturers worldwide.
Disclaimer: This content is provided for educational purposes. Specific packaging requirements vary based on product characteristics, shipping conditions, and regulatory requirements. Always validate packaging choices through appropriate testing before committing to production orders.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.