
📌 Key Takeaways
Matching toilet paper parent rolls to your converting line requires a full specification profile—not just a GSM number.
- GSM Alone Doesn’t Predict Performance: Two rolls with identical grammage can behave completely differently at speed because bulk, moisture, and tensile strength also determine runnability.
- High Speed Shrinks Your Margin for Error: Lines running above 600 meters per minute expose small material variations that slower equipment would absorb without breaking.
- Start With the Finished Product, Not the Supplier Sheet: Define what your SKU needs first, then find parent rolls that match—not the other way around.
- Build a Buyer-Owned Specification Baseline: Document the GSM, moisture, bulk, and tensile ranges that actually run well on your line, then hold every supplier to that standard.
- Normalize Quotes Before Comparing Prices: A lower price means nothing if the supplier measured differently or used looser tolerances than your baseline requires.
The cheapest quote often becomes the most expensive run.
Growth-stage toilet paper converters sourcing private-label parent rolls will gain a practical framework for specification discipline, preparing them for the detailed procurement steps that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Toilet paper parent roll grade matching is the technical methodology of aligning parent roll characteristics with specific private-label toilet paper SKU targets—a discipline rooted in toilet tissue parent roll technical specifications. Think of it like matching high-performance tires to a specific road surface—the wrong fit may look acceptable until conditions demand peak performance.
A converting manager may start a large production run believing the rolls are fine because the supplier’s datasheet confirmed the GSM and the visual inspection passed. Yet, at speed, web tension destabilizes and the line breaks. Downtime eats into margin. The rolls met the stated grammage—but that single number never accounted for how the paper would actually behave on a high-speed bath tissue paper converting line.
Converters who want to stop this cycle must build a technical audit baseline for each new mill source instead of relying on generic GSM logic. This article explains why “universal GSM” fails, what variables actually drive toilet paper parent roll runnability, and how to implement a specification-true procurement framework that matches parent rolls to finished SKU requirements.
Why “Universal GSM” Fails on High-Speed Converting Lines
GSM is a useful variable. It is not a universal performance guarantee.
A toilet paper parent roll might arrive with exactly the grammage stated on the supplier’s specification sheet. That same roll can still cause roll breaks, generate excessive waste, and produce finished toilet paper that fails retailer quality checks. The problem is not that GSM is wrong. The limitation is GSM’s inability to account for dynamic web behavior under high-speed tension.
Grammage measures mass per unit area—exactly what ISO 536 specifies. But grammage alone does not describe how a bath tissue paper web will behave under rewinder tension, through converting stress, or against the final private-label SKU target.
When a converting line runs at elevated speeds, the tolerance window for acceptable material behavior shrinks dramatically. Factors such as bulk, tensile strength, moisture content, fiber blend, and ply structure interact in ways that grammage measurements do not capture. Two rolls with identical GSM readings can perform very differently on the same line if these other variables diverge.
The converters most affected are growth-stage operations running private-label tissue for retail customers. Retail QA requirements are strict. Downtime is expensive. And the assumption that “18.5 GSM from one mill equals 18.5 GSM from another” introduces risk that shows up only after the line is running—or after the finished product reaches the retailer’s inspection process.
Why GSM is Only One Part of Bath Tissue Parent Roll Runnability
While grammage quantifies material volume, it functions as a static measurement that fails to predict dynamic performance under load.
Runnability depends on a system of interrelated properties.
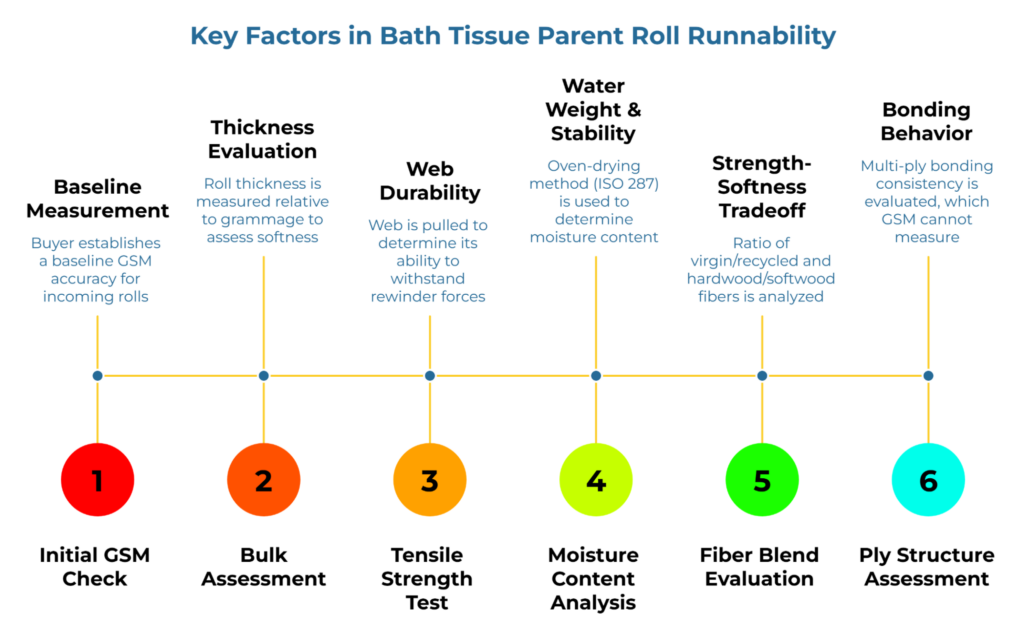
Bulk describes thickness relative to grammage and directly affects the softness perception in finished toilet paper. A roll can meet the target GSM while falling short on bulk, producing a final product that feels thin to consumers.
Tensile strength determines whether the web can withstand the pulling forces of a high-speed rewinder. Weak tensile profiles lead to breaks that standard GSM testing never predicts.
Moisture content influences both tensile behavior and dimensional stability during unwinding. The GSM-moisture correlation is critical; elevated moisture content artificially inflates grammage readings via ‘water weight’ while degrading the hydrogen bonds necessary for tension stability. ISO 287 provides the standard oven-drying method for moisture-content determination.
Fiber blend—the ratio of virgin to recycled pulp, and the mix of hardwood to softwood fibers—shapes the strength-softness tradeoff that defines each SKU tier.
Ply structure adds another layer of complexity. Multi-ply toilet paper requires consistent bonding behavior that depends on surface characteristics GSM cannot measure.
Two parent rolls can yield identical GSM readings and appear visually indistinguishable. One may run smoothly. The other may break repeatedly because its tensile profile is weaker, its moisture is higher, or its bulk is lower. Visual inspection cannot detect these differences. Standard incoming GSM checks cannot detect them either. This is why establishing a buyer-owned GSM accuracy baseline represents only the first step—the baseline must expand to include the additional variables that determine actual runnability.
What Changes When a Toilet Paper Converting Line Runs at High Speed
Line speed is the tipping-point variable. Standard mill tolerance logic—often stated as GSM ±5%—may be acceptable for slower operations. It generally becomes unreliable as converting lines scale to modern high-speed operating parameters, often exceeding 600 to 800 meters per minute.
At higher speeds, dynamic tension variations amplify significantly. While baseline web tension is mechanically controlled by the rewinder’s drive system, the time available for the paper to recover from micro-stresses decreases. Small variations in tensile strength or moisture that would be absorbed at lower speeds trigger rapid tension spikes, becoming primary sources of breaks and instability.
A parent roll that performs adequately at 400 meters per minute may fail at 650 meters per minute simply because the tolerance band that worked at the lower speed no longer applies at the higher speed. Leading equipment manufacturers—such as PCMC, Bretting, and Valmet—document configurable tissue converting lines operating in this high-speed regime, where specification discipline becomes essential rather than optional.
Higher operating velocities necessitate a proportional contraction in the allowable variance window for grammage, moisture, and tensile strength. Converters who source rolls using standard tolerance assumptions and then run those rolls on high-speed equipment are likely to experience higher roll break frequency, higher waste rates, and more inconsistent finished product quality.
The operational consequence: procurement must know the line speed profile of the converting operation before accepting standard mill tolerances. If the line runs fast, the specifications must be tighter, and the supplier must demonstrate the ability to meet those tighter specifications consistently.
The Specification-True Framework: How to Match Toilet Paper Parent Rolls to the Finished SKU
Specification-true procurement reverses the normal sourcing sequence. Instead of starting with a supplier’s available grades and asking “can we use this?”, the process starts with the finished toilet paper SKU and asks “what parent roll characteristics does this SKU require?”
The finished SKU defines the target. A standard-tier private-label toilet paper for a discount retailer has different bulk, softness, and strength requirements than a premium-tier product for a specialty brand. The parent roll must be selected—or specified—to meet those requirements, not the other way around.
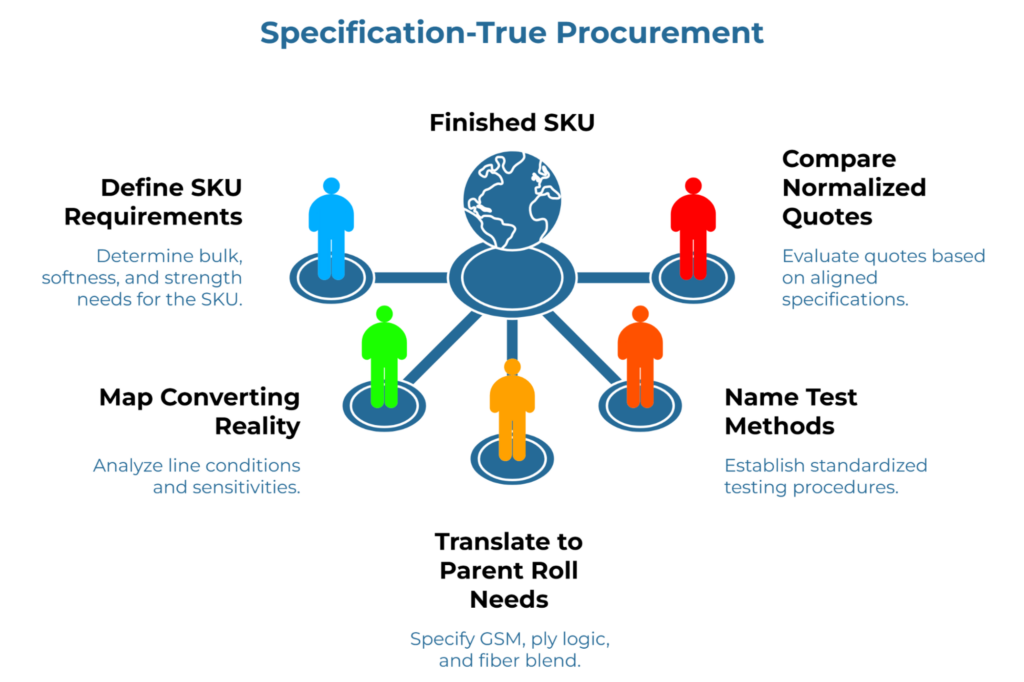
A practical specification-true sequence follows five steps:
- First, define the finished SKU. Determine whether the target is a standard or premium-tier product, and establish the resulting requirements for bulk, softness, structure, and run stability.
- Second, map the converting reality by noting actual line conditions, especially where rewinder tension, speed, and stability are most sensitive.
- Third, translate the SKU into parent roll requirements—GSM stays in scope, but it sits alongside bulk direction, ply logic, fiber blend direction, moisture discipline, and strength behavior.
- Fourth, name the test methods and tolerances, because a quote is not truly comparable unless the parent roll is being measured the same way.
- Fifth, compare normalized quotes only after specification alignment is confirmed.
This approach shifts procurement from a reactive posture to a proactive one. It also makes quote comparison more meaningful. When two suppliers quote against the same buyer-defined specification—including named test methods such as ISO 536 for grammage determination and tolerances—price differences reflect actual cost differences, not hidden assumption gaps.
For toilet paper converters managing multiple SKUs across standard and premium tiers, specification-true procurement creates a repeatable system. Each SKU has a defined parent roll profile. Each new mill or supplier is evaluated against that profile before any trial runs begin. The methodology aligns with the broader principle that standardizing toilet paper parent roll specifications provides the foundation for consistent runnability.
The Grade-To-Application Baseline Chart for Toilet Paper Procurement
A grade-to-application baseline chart serves as the practical coordination tool for specification-true procurement. It maps finished toilet paper SKU tiers to parent roll requirements across the variables that matter for runnability.
| Finished Toilet Paper SKU Tier | Parent Roll GSM Band | Ply Count Direction | Bulk Target Direction | Fiber Blend Direction | Line-Speed Sensitivity | Testing / Verification Note |
| Standard tier (value/discount retail) | Lower GSM band per internal baseline | Typically 2-ply | Moderate bulk acceptable | Higher recycled content may be tolerable | Standard tolerance may suffice at moderate speeds | Confirm ISO 536 for GSM; ISO 287 for moisture |
| Premium tier (branded/specialty retail) | Mid-to-higher GSM band per internal baseline | 2-ply or 3-ply depending on SKU | Higher bulk required for softness perception | Higher virgin fiber ratio typical | Tighter tolerance required at high speeds | Add bulk and tensile testing; verify fiber blend documentation |
Procurement, QA, and Converting should use this chart as a shared reference. Procurement uses it to screen incoming quotes against SKU requirements. QA uses it to define incoming inspection criteria. Converting uses it to flag whether a proposed supplier’s material is likely to run on the target line at the target speed.
The chart belongs to the buyer, not the supplier. Suppliers provide data. The buyer defines whether that data matches the application. This distinction is critical for maintaining specification discipline across multiple sourcing relationships. Specific numeric tolerance bands depend on each converter’s equipment, product mix, and retail customer requirements—they must be established through internal baselining rather than adopted from generic industry assumptions.
The Financial Cost of Tolerance Drift
Trusting standard mill tolerances without internal validation creates predictable failure patterns.
Roll breaks represent the most visible symptom. A toilet paper parent roll that meets the supplier’s stated GSM tolerance may still break repeatedly on a high-speed line if its tensile strength falls at the low end of an unstated range, or if its moisture content has shifted during transit. Each break means downtime, wasted material, and lost production minutes.
Hidden waste accumulates even when rolls do not break. Bulk drift between shipments can produce finished toilet paper that feels inconsistent to the end consumer. Softness variation triggers rework or downgrading. Absorbency inconsistency leads to complaints from retail buyers.
Retailer rejection risk rises when upstream specifications are loose. Private-label retail customers conduct their own QA. If finished toilet paper fails their checks—whether for sheet count, softness, absorbency, or visual consistency—the converter absorbs the cost. The root cause may trace back to a parent roll that technically met GSM specifications but deviated on an unmeasured variable. Misaligned parent roll specifications cause retailer rejections more often than converters realize because the link between upstream material variation and downstream quality failure is not always obvious.
Quote comparability becomes impossible when specification language is inconsistent. Two suppliers quoting “18.5 GSM” may be using different test methods, different conditioning protocols, or different tolerance interpretations. Without normalizing specifications to a buyer-owned baseline, price comparisons are misleading. The lowest quote may come from the supplier whose unstated assumptions create the highest operating cost.
Transitioning to Specification-True Procurement
The shift from price-first sourcing to specification-true procurement begins with defining an internal audit baseline. That baseline must include the specific GSM target and tolerance for each SKU tier, the named test method for GSM measurement, the moisture tolerance and its test method, and the bulk, tensile, and fiber blend parameters relevant to the converter’s equipment and product mix.
This becomes the house specification. It belongs to the buyer, not the supplier.
Once the baseline exists, every incoming quote must be normalized against it. A supplier quoting a GSM value without naming the test method is providing incomplete information. A supplier quoting moisture without specifying conditioning assumptions is providing incomparable information. Normalization forces these hidden variables into the open so that quotes can be evaluated on equal terms.
Test method discipline matters. Industry standards maintained by organizations such as TAPPI provide the governance framework for paper testing—TAPPI Standards are developed through technical consensus and include test methods, specifications, guidelines, and glossaries, while Technical Information Papers and Useful Methods serve different purposes. Procurement must require suppliers to confirm which standards they use and verify that those standards align with the buyer’s baseline.
After normalization, price comparison becomes meaningful. The lowest normalized cost—accounting for specification alignment, test method consistency, and expected runnability—may not be the lowest quoted price. Converters who chase the lowest quoted price without first normalizing specifications often discover that the apparent savings disappear into downtime, waste, and quality failures. The principle holds: setting baseline GSM and bulk specifications before comparing quotes prevents the hidden costs that price-first sourcing masks.
What to Do Next Before Testing a New Toilet Paper Mill or Parent Roll Source
Before evaluating a new mill or supplier, converters benefit from completing four preparatory steps.
First, baseline current specifications. Document the GSM, moisture, bulk, tensile, and fiber blend parameters that produce acceptable runnability on the target converting line. If this baseline does not exist in written form, create it. It becomes the standard against which all new suppliers are measured.
Second, normalize incoming quotes. Require every supplier to provide specifications in the same format, using the same test methods, with the same tolerance definitions. Quotes that cannot be normalized introduce hidden risk and should be flagged for clarification before proceeding.
Third, verify named test methods. Ask suppliers to confirm which ISO or TAPPI standards they use for each parameter. If a supplier cannot name the test method, their specification is an estimate rather than a measurement.
Fourth, use established educational resources to build internal capability. Industry consensus bodies like TAPPI, or university-level pulp and paper science programs, typically provide the most rigorously peer-reviewed guidance on specification normalization, supplier vetting, and technical procurement frameworks for toilet paper converters. Before sending an RFQ to a new mill, reviewing the relevant guides helps ensure the RFQ itself is structured to produce comparable, actionable responses.
When these steps are complete, converters can explore bath tissue parent roll suppliers with a clear specification framework already in place. Supplier discovery becomes more efficient when the buyer knows exactly what to ask for and can evaluate responses against a defined standard.
Frequently Asked Questions
Can two 18.5 GSM bath tissue paper rolls behave differently on the same converting line?
Yes. GSM measures mass per unit area, not runnability. Two rolls with identical GSM readings can differ in bulk, tensile strength, moisture content, and fiber blend. These differences determine how the web behaves under tension at speed. A roll that meets the GSM target but falls outside acceptable ranges for other variables will perform differently—often worse—than a roll whose full specification profile matches the line’s requirements.
Why does a toilet paper parent roll pass incoming inspection but fail on the converting line?
Incoming inspection typically checks GSM and sometimes moisture. It rarely checks bulk, tensile profile, or fiber blend consistency. A roll can pass the measured parameters and still fail at speed because the unmeasured parameters fall outside acceptable ranges. High-speed converting exposes variations that slower operations or limited inspection protocols miss.
Why is GSM without bulk or moisture context misleading?
GSM tells procurement how much material is present. It does not indicate how thick, how strong, or how stable that material is. A toilet paper parent roll with acceptable GSM but low bulk will produce a finished product that feels thin and unsatisfying to consumers. A roll with acceptable GSM but high moisture will have weaker tensile strength and may break at speed.
When should a toilet paper converter move beyond supplier datasheets?
Immediately. Supplier datasheets report what the mill claims to produce under its own test conditions. They do not report what the converter’s line requires or how the material will perform after transit. Converters should treat supplier datasheets as starting points for negotiation, not as finished specifications. The goal is to establish a buyer-owned baseline that defines acceptable ranges for all critical variables, then hold suppliers accountable to that baseline rather than accepting whatever tolerances the supplier prefers to quote.
Disclaimer:
This content is for informational purposes only and should not replace professional advice.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.