
📌 Key Takeaways
Damage rates drive total packaging costs more powerfully than unit price, because each percentage point triggers replacement product, reshipping, returns handling, labor, and customer credits that multiply across every incident.
- Damage Rate Equals Real Cost: Calculate damaged shipments ÷ total shipments × 100 to reveal the metric that determines whether “cheap” boxes become expensive.
- 1% Triggers Technical Sourcing: Spot buying works at low volume, but damage rates exceeding 1% require specification-driven procurement to stop brand erosion.
- Specifications Transform Packaging: Locking ECT/BCT values, flute profiles, moisture windows, and test methods turns boxes from commodity purchases into engineered protection.
- Pilots Prove Before Scale: Shipping 500–1,000 units with defined acceptance criteria validates supplier capability and documents damage reduction before volume commitment.
- True Cost Includes Everything: Replacement, reship, returns, labor, credits, and trust loss—not just the invoice line—determine which supplier actually costs less.
Measure damage rate first, then write specifications that make it controllable.
Procurement managers and operations leaders in e-commerce, food service, and retail will gain immediate frameworks for transforming packaging from crisis response to supply chain anchor, preparing them for the detailed implementation guide that follows.
At 7:09 AM, a small food brand opens the weekly returns report and sees the same line items again: crushed cartons, split seams, dented corners. The supplier quote looked great. The box price dropped. Yet customer refunds, replacement shipments, and internal rework are quietly climbing.
Across town, a procurement manager scans quotes for corrugated boxes. Production is running, stock is low, and the cheapest option wins—again. Three weeks later, the returns start arriving: collapsed stacks, punctured sidewalls, products that look like they survived a minor earthquake.
This pattern plays out in businesses worldwide. Cheap boxes do not “cost more” because of a moral failing in procurement. They cost more when a lower unit price nudges the system into a higher damage rate—so the business pays for failures instead of packaging. Ordering based on vague descriptions rather than technical specs—often due to time pressure—creates a cycle where switching suppliers based on unit price alone leads to unexplained damage and eroded customer trust.
Think of the corrugated box as the product’s bodyguard. When the bodyguard fails, the business pays multiple bills at once. The visible price of a box represents only a fraction of its total cost. Damage rates drive the rest.
The key metric is damage rate: the percentage of shipments arriving with product damage attributable to packaging failure. To be precise, damage rate is not a feeling (“lots of complaints”). It is:
Damage Rate (%) = (Damaged Shipments / Total Shipments) × 100
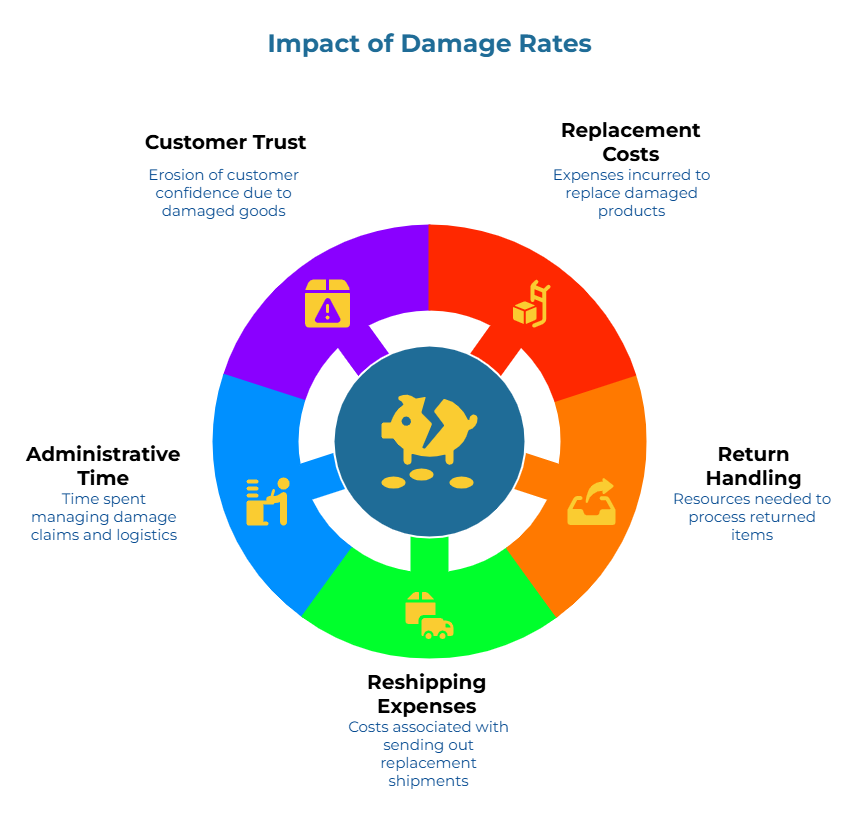
When that percentage rises even slightly, the financial impact multiplies across replacement costs, return handling, reshipping, administrative time, and customer trust. A 1% damage rate increase can erase any unit-price savings once replacement, reshipping, returns, and customer trust are counted.
Corrugated box sourcing, when approached strategically, transforms packaging from a commodity purchase into brand protection. Box strength and proper dimensional fit reduce damage rates during transit and storage. Specifications, testing requirements, and acceptance criteria turn quality into a controllable variable rather than a gamble.
The Hidden Math Behind “Cheap” Boxes
Most procurement teams track unit cost meticulously but measure damage inconsistently—if at all. This asymmetry creates blind spots where suppliers competing on price win contracts while shifting real costs onto downstream operations.
The core issue isn’t that lower-priced boxes always fail. Small differences in board strength, flute profile, or dimensional fit can produce disproportionate jumps in damage frequency. A box costing 8% less but failing 2% more often becomes the expensive option once you account for what happens after failure.
The untracked number is damage rate—and the cost per damage incident. A damage incident is any shipment that triggers one or more of the following: replacement product sent, reshipment cost (and sometimes a second pick/pack), return handling or disposal, customer credit/refund, or internal labor (support tickets, warehouse admin, claim paperwork).
Actually, the box is rarely the only culprit. Handling, palletization, stacking, moisture, and carrier practices all matter. But packaging is the controllable variable that can be specified, tested, and repeated. A practical rule of thumb: spot buying is fine at low volume, when risk is limited and learning is cheap. Once damage rates exceed approximately 1%, the process should pivot to technical sourcing—buying to a spec and test method—because brand erosion and repeat costs accelerate quickly beyond that point.
The “True Cost of Damage” Formula
True Cost per Damage Incident = Product Replacement + Return Handling + Reship Cost + Labor/Admin + Customer Credits + Brand Impact
A useful model:
Monthly Damage Cost = Shipments per month × Damage rate × Cost per damage incident
Here’s how this works with model-based figures (clearly hypothetical, for demonstration purposes):
| Cost Component | Representative Amount (USD) |
| Product replacement (wholesale value) | $25 |
| Return handling and inspection | $8 |
| Reship (product + packaging + freight) | $18 |
| Labor and administrative time | $12 |
| Customer credit or partial refund | $10 |
| Total per incident | $73 |
Applied to a shipping operation processing 10,000 monthly shipments:
At a 0.5% damage rate (50 incidents monthly), damage costs reach $3,650. Switching to boxes saving $0.15 per unit but raising damage rate to 1.5% produces 150 monthly incidents—$10,950 in damage costs. The $1,500 in box savings is offset by $7,300 in incremental damage costs, resulting in a $5,800 net loss.
Alternatively, consider this hypothetical scenario utilizing distinct data points:
- Monthly volume: 10,000 units
- Damage rate: 1.0% (100 damaged shipments)
- Cost per damage incident: $33 (replacement product $18, reship $6, return handling $3, labor $2, customer credit $4)
Monthly Damage Cost = 10,000 × 1.0% × $33 = $3,300
Compare that to a box-price reduction of $0.05 per shipment yielding monthly savings of $500. In this calculated projection, $500 of unit-price savings is outweighed by $3,300 of damage exposure. That is the arithmetic that makes the cheapest quote expensive.
Where Damage Actually Originates
Before changing suppliers, diagnose the actual failure mode. Damage rarely has a single cause—it results from misalignment between box capabilities and transit stresses. Focusing on “blame” is less useful than focusing on repeatable controls. The goal is not to win an argument with a supplier or carrier. The goal is to make the damage rate a managed variable.
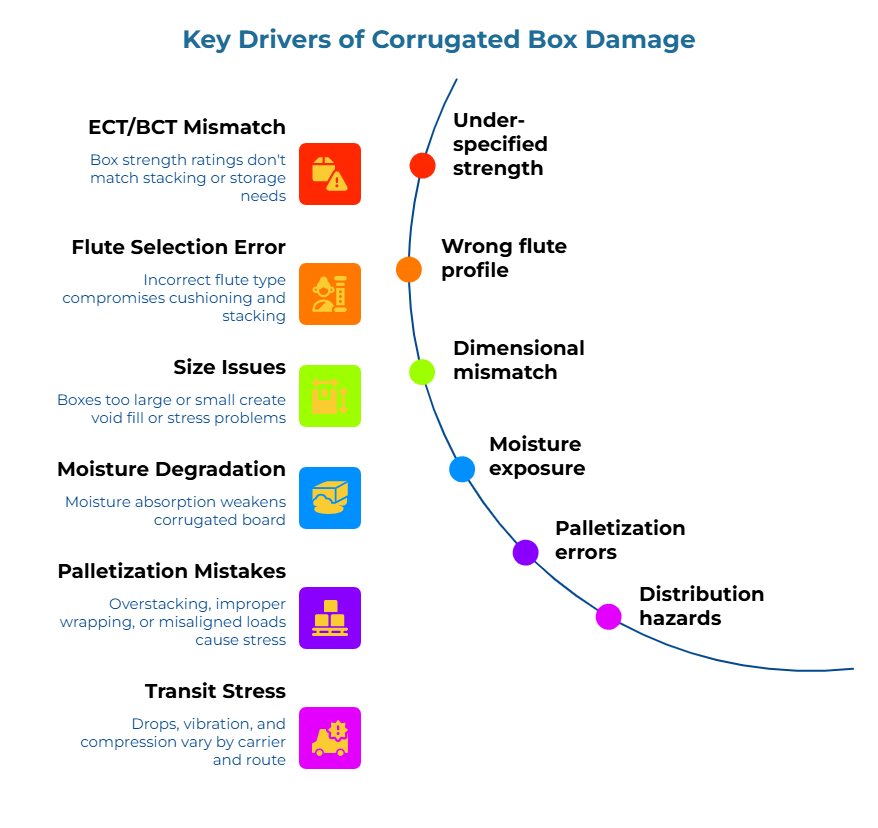
Common drivers to audit:
1. Under-specified strength. Edge Crush Test (ECT) and Box Compression Test (BCT) ratings that don’t match stacking requirements or storage duration. A box can look fine in hand but fail under warehouse stacking loads or palletized compression. Testing standards like ASTM D642 and ISO 12048 provide methodology for measuring compression resistance. Paper manufacturers who maintain ISO compliance demonstrate verifiable process capability that supports these testing requirements.
2. Wrong flute profile. Different flute types offer different cushioning and stacking trade-offs. Flute choice influences cushioning, stacking strength, and performance under vibration—selection criteria that parallel kraft paper grade selection where material properties must match application stresses. Choosing based solely on cost ignores application fit.
3. Dimensional mismatch. Boxes too large require void fill and invite movement; boxes too small stress seams and create corner stress. Both increase failure probability.
4. Moisture exposure. Corrugated boards lose significant strength when moisture content rises—a factor influenced by warehouse conditioning and shipping routes. Corrugated strength can degrade when it absorbs moisture in storage or transit.
5. Palletization errors. Even well-specified boxes fail when overstacked, improperly wrapped, or subjected to point loads from misaligned stacking. Overhang, misaligned columns, and uneven load paths concentrate stress. Distribution testing protocols like ASTM D4169 address these real-world conditions.
6. Distribution hazards. Drops, vibration, and compression cycles vary by carrier and route. Resources from organizations like ISTA provide additional guidance on transit testing methodologies.
When boxes “crush,” categorize failures by type—crush, puncture, seam split, corner burst, moisture—to identify patterns before writing new specifications.
Buying Boxes Like a Reliability Engineer
While spot buying works for low-volume operations, businesses experiencing damage rates exceeding 1% should pivot to technical sourcing to protect brand integrity. This means treating the box as engineered protection. Critically, if a procurement quote is not tied to a defined spec and a named test method, the risk is being outsourced to the customer experience.
Technical sourcing does not require a massive program. It requires a spec sheet, proof requests, and a simple pilot.
Lock these specifications:
- Internal dimensions with tolerances (±3 mm typical) and intended pack-out configuration. This spec-sheet discipline mirrors the minimum fields packaging paper converters need to prevent disputes and enable quote comparability
- Flute type and board construction expectations matched to product weight and fragility
- Target ECT or BCT values based on stacking height and storage duration (supplier to propose with method references)
- Moisture content window (typically 6%–9% target at converting, subject to ambient equilibrium) to ensure structural integrity across varied storage conditions — moisture windows prevent performance drift whether converting kraft paper or corrugated board
- Edge crush or burst strength targets appropriate to the application
- Print/coating requirements if relevant to performance or branding
- Palletization requirements (stack height in meters, wrap approach, overhang rules)
For a spec-first mindset that reduces quote chaos, the idea of normalizing offers before negotiating is expanded in comparability before price: the spec-true mindset that reduces kraft paper RFQ chaos.
Request this proof:
- Method-named test results referencing specific standards (ASTM, ISO, TAPPI)—not generic “meets requirements” statements. Test method references support fit-for-purpose claims, following the same ISO/TAPPI specification discipline used in kraft paper procurement.
- Certificates of analysis or QC summaries where available
- Production samples before volume commitment that match the proposed board construction
- Change-control expectations: what triggers a board change and how changes to materials are communicated
Suppliers who resist specificity often deliver inconsistent performance. Legitimate manufacturers welcome detailed specs because clarity reduces disputes—a principle explored in how to verify supplier capability (when the price list isn’t the risk).
Pilot + acceptance criteria (simple, not bureaucratic):
Pilot trials prevent scaled failures—the same discipline used when qualifying containerboard suppliers applies equally to corrugated box validation.
A good pilot limits exposure while producing defensible learning.
- Pilot scope: A defined subset of SKUs or a controlled lane (one carrier, one fulfillment node). Typically 500–1,000 units shipped alongside current packaging.
- Acceptance criteria: Target damage rate reduction, visible failure modes reduced, and “no new failure mode” introduced. Define pass/fail criteria in advance.
- Data capture: Count damaged shipments and document failure types—including structural collapse and humidity-related softening—to isolate the variables.
The corrugated box becomes the Supply Chain Anchor when the requirements are stable and measurable—so the distribution system stops swinging between “cheap” and “emergency.”
For Suppliers: Presenting Quality Without Sounding Pushy
Manufacturers and distributors can use the hidden-cost framework to differentiate on value rather than competing purely on price. Suppliers can support buyers without pushing a hard close by providing a buyer-facing evidence packet that makes quality legible.
Build a buyer-facing evidence packet containing these elements — structured similarly to kraft paper RFQ evidence packs that turn quotes into verifiable capability claims:
- Application profile summary: Product type, load characteristics, storage, and distribution environment assumptions
- Proposed specification: Dimensions, construction, and performance targets (plain language)
- Test-method references: Which methods align to the performance claim (overview links are sufficient; for example, compression method references above)
- Application guidance: Matching box profiles to product weights and stacking scenarios
- Handling guidance: Packing, tape pattern, palletization do’s/don’ts
- Pilot plan: Recommended trial quantity, what to measure, expected outcomes stated cautiously
- Change-control statement: How changes to materials are communicated
Label all numbers as illustrative. Include a hypothetical cost-of-damage walkthrough using the buyer’s approximate volumes to help them see the full cost picture.
Neutral template explanation (hypothetical):
“Instead of comparing only unit price, this quote ties the box to a performance target and a test method reference. If a buyer ships 10,000 orders per month and reduces damage from 1.2% to 0.6% (model-based), the number of damage incidents halves. The exact cost impact depends on product value, shipping, and returns policy, so the pilot is designed to measure it in the buyer’s own operation. Understanding these cost drivers parallels kraft paper procurement, where landed cost components require systematic tracking.”
Propose structured pilots—500 units shipped alongside current packaging with agreed measurement criteria. This demonstrates confidence in performance while reducing buyer risk.
The goal isn’t claiming superiority over other suppliers. It’s helping buyers see the full cost picture and positioning yourself as a partner in damage reduction. Suppliers can join PaperIndex free to connect with buyers seeking evidence-based sourcing partnerships.
A 30-Day Action Plan for Buyers
The First 7 Days: Baseline Metrics
Pull damage and return data for the past 90 days. Calculate damage rate (incidents ÷ shipments). Categorize top failure modes (crush, corner burst, seam split, puncture, moisture). Note where failures occur (warehouse stack, transit, doorstep delivery).
Days 8-14: Specification Finalization
Review current box specifications against actual product needs. Draft revised specs with method-named requirements—write a one-page spec sheet covering dimensions, flute, and performance needs. Identify 2–3 suppliers providing documentation that meets these standards. Shortlist suppliers who can respond to specs, not just price.
Days 15-21: Pilot Execution
Ship 500–1,000 units using the new box alongside current packaging. Track damage under identical conditions with acceptance criteria defined in advance. Track damage rate and failure modes against acceptance criteria.
Days 22-30: Formalization
If the pilot passes, formalize specifications in the procurement system. Document packing and palletization rules that supported success. Set reorder cadence maintaining buffer stock to avoid panic buying. Schedule 90-day review to confirm sustained performance.
Finding Suppliers
PaperIndex connects buyers and suppliers across the global paper and packaging industry as a neutral B2B marketplace. The platform provides access to a global network of corrugated box suppliers, through find suppliers, with tools to submit RFQs and gather comparable quotes.
For corrugated box sourcing, relevant starting points include corrugated boxes product listings and corrugated box suppliers directory.
PaperIndex operates as a connector—not a broker. Buyers and suppliers negotiate directly without commissions or intermediary interference. The PaperIndex Academy offers educational resources on Incoterms normalization, spec-driven sourcing, and procurement best practices. Buyers can submit RFQs to gather spec-comparable quotes from verified suppliers globally.
Disclaimer:
All numeric examples in this article are illustrative and should be adapted to your specific business context. For technical packaging standards, consult relevant standards bodies (ASTM, ISO, TAPPI) or qualified packaging engineers.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.