
📌 Key Takeaways
Lab numbers tell you board quality, but real-world conditions determine whether your boxes actually survive the warehouse floor.
- ECT Screens, BCT Proves: Edge crush test (ECT) helps you shortlist containerboard grades, but box compression test (BCT) under your actual humidity and dwell time confirms stack performance.
- Moisture Kills Margins: A 32 ECT board loses roughly 20% of its strength moving from lab conditions to a 70% RH warehouse, which is why conditioning samples before acceptance prevents costly failures.
- Method Names Prevent Disputes: Specifying “32 lbf/in per TAPPI T 811 with 7% ±1% moisture per TAPPI T 412” in your purchase order creates enforceable acceptance criteria that generic specs cannot deliver.
- Components Predict Durability: RCT and SCT values trending downward signal raw material drift before ECT specs fail, giving you an early warning system for supplier quality issues.
- Safety Factors Protect Operations: Multiplying required stack load by a safety factor greater than 1.0 in your BCT acceptance criteria accounts for handling shocks and humidity swings that lab tests cannot replicate.
Procurement teams and packaging engineers at converters will find a practical decision framework here, preparing them for the method-named pilot checklist and consensus-building tools that follow.
You’re staring at a supplier quote sheet. Three numbers jump out: 32 ECT, 26 RCT, 14 SCT. The pricing looks right, but will these boxes actually survive a week stacked on a pallet in a humid warehouse?
This is the question that keeps procurement teams and packaging engineers up at night. You need boxes that won’t collapse mid-shipment, but the lab metrics feel like a foreign language. ECT correlates with stacking strength—everyone says so—but it’s not a guarantee. The real performance depends on factors that never appear on a spec sheet: how long the boxes sit, what the humidity does to the board, and whether your palletization pattern creates stress points.
Here’s what this guide delivers: a plain-English explanation of what ECT, RCT, and SCT actually measure, how they connect to box performance under real conditions, and a simple decision path you can use before committing to a pilot run.
First, the 3 Lab Numbers — in Human Words
Let’s strip away the technical language and talk about what these tests actually tell you.
ECT (Edge Crush Test) measures how much force a small strip of corrugated board can withstand when compressed from the edge. Picture a one-inch-wide piece of board standing upright like a tiny wall. The test machine squeezes it until it buckles. The result—expressed in pounds per linear inch (lbf/in) or kilonewtons per meter (kN/m)—gives you a snapshot of the combined strength of the entire board structure: both liners plus the fluted medium sandwiched between them. The standard test methods are ISO 3037 and TAPPI T 811.
For quick reference: 1 lbf/in converts to approximately 0.175 kN/m. So a 32 ECT board equals roughly 5.6 kN/m.
The reason ECT matters is simple. When boxes stack, the edges carry most of the load. A higher ECT generally means better stacking performance, but here’s the catch: ECT measures a pristine sample in controlled lab conditions. Your actual warehouse doesn’t offer pristine conditions. Humidity weakens the board. Time under load causes creep. Rough handling creates micro-damage before the first box even hits the pallet.
RCT (Ring Crush Test) and SCT (Short-Span Compression Test) zoom in on individual components. RCT, defined in TAPPI T 822, tests a strip of linerboard or medium by forming it into a ring and crushing it. SCT, covered by ISO 9895, clamps a small specimen between two plates very close together—typically at a 0.7 mm span—and measures its compression strength. Both tests help predict how well the individual paper layers will contribute to the board’s overall strength.
Think of it this way: if ECT tells you how strong the assembled sandwich is, RCT and SCT tell you about the quality of the individual ingredients. A board with high ECT but weak component layers might perform well in the lab but fail faster under sustained load or moisture exposure. Conversely, strong components don’t automatically guarantee high ECT if the bonding or flute formation is poor.
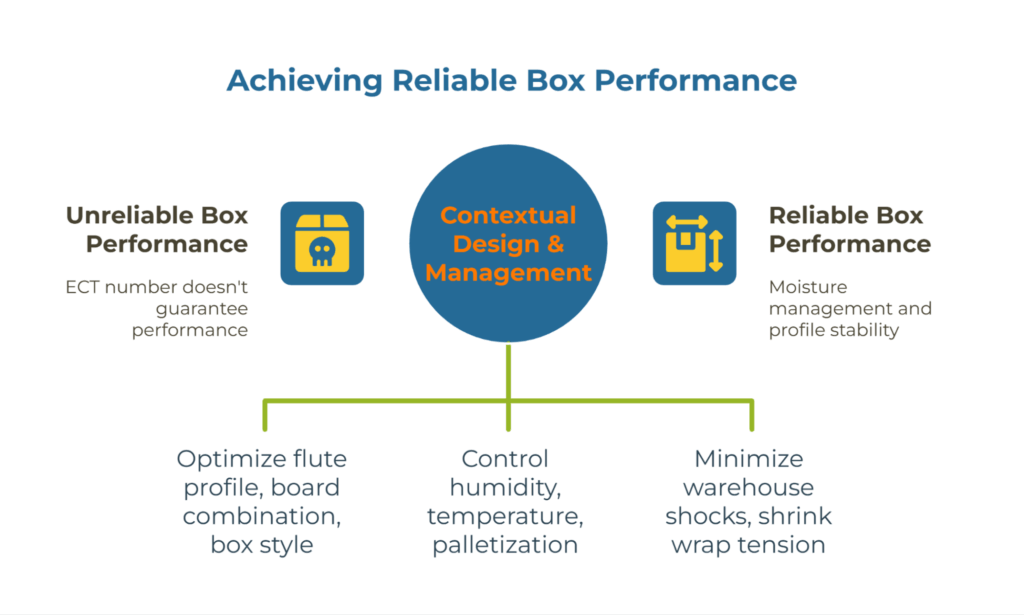
Here’s the quick take: ECT correlates with box stacking strength, but it never equals it. The number is a starting point, not a finish line. Real-world performance emerges from the interaction between board properties, box design, environmental conditions, and handling practices.
How Does ECT Relate to BCT in Practice?
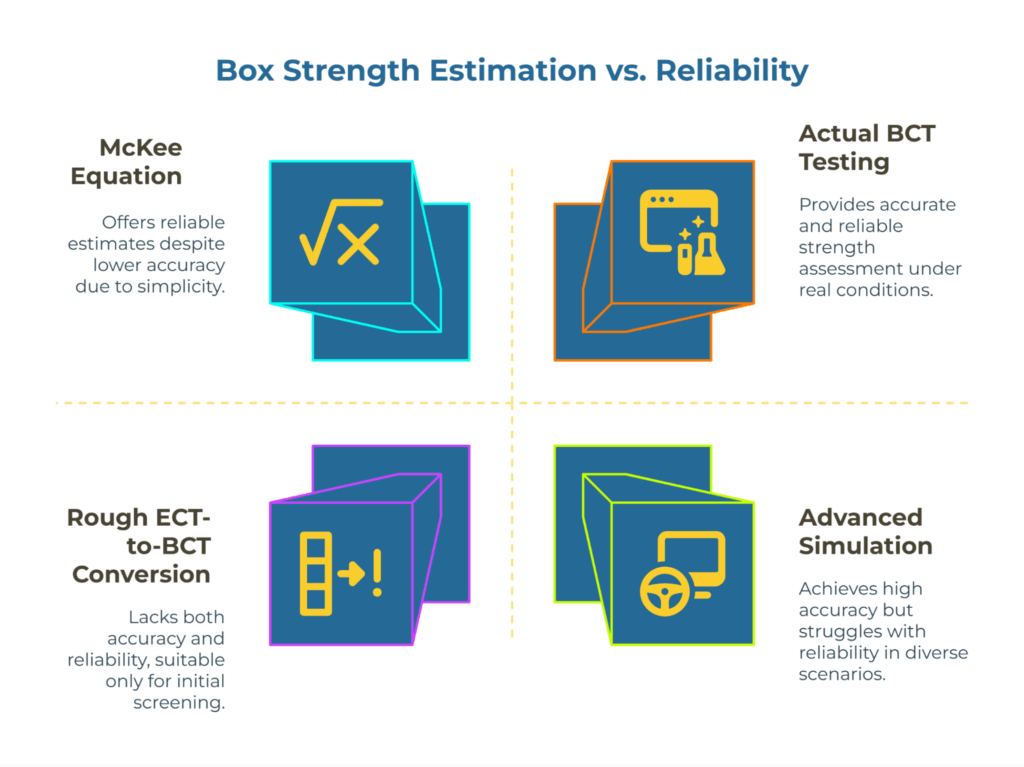
You’ll often hear people talk about converting ECT to BCT (Box Compression Test). BCT measures how much top-to-bottom force an entire empty box can handle before it collapses, using methods like ASTM D642 or ISO 12048. Various formulas exist to estimate BCT from ECT, and they typically involve the box’s perimeter and a coefficient that accounts for flute type and design factors.
One widely referenced approach is the McKee equation, an illustrative correlation developed through packaging research. It estimates BCT based on board properties—including ECT—combined with box dimensions and board caliper. Engineers use it as a screening tool to compare candidates, but it’s not a substitute for actual testing. The Georgia Tech Renewable Bioproducts Institute provides technical background on how these correlations work and their limitations.
These formulas are useful for rough estimation, but they’re not gospel. A box with a 32 ECT board might perform like a 200-pound BCT box in perfect conditions, or like a 150-pound BCT box after three days at 70% relative humidity. The formula can’t predict how your specific box will behave when moisture creeps in, when it sits stacked for days, or when a forklift operator sets it down a bit too hard.
If you need reliable stacking strength, you’ll eventually need to run an actual BCT test on finished boxes under conditions that match your distribution environment.
From ECT to “Will It Stack?” — the Context You Can’t Skip
A 32 ECT board doesn’t perform the same in every situation. Context determines whether that number translates to reliable performance or unexpected failures.
Design factors shape how the board’s inherent strength translates into box performance. The flute profile matters—B-flute offers better stacking strength per given ECT than C-flute because it has more flutes per linear foot. The board combination matters too; a heavy linerboard paired with a strong medium performs differently than the same ECT achieved with lighter, balanced components. Box style plays a role as well. Regular slotted containers (RSC) distribute compression differently than full-overlap designs. Tall boxes are more prone to buckling than short, squat ones with the same ECT.
Environmental factors are where theory meets reality. Humidity is the silent killer. Paper fibers absorb moisture from the air, and as they do, they lose stiffness. A box that easily supports 500 pounds in a climate-controlled facility might struggle with 350 pounds after 48 hours in a warehouse running at 70% RH. Time under load compounds the issue through a phenomenon called creep—the board slowly deforms under constant pressure, even if the initial load was well within its capacity.
Temperature swings accelerate moisture absorption and can cause condensation. If boxes move from a cool warehouse to a hot loading dock and back, the board goes through repeated wet-dry cycles that degrade its structure. Palletization patterns create their own challenges. Overhang stresses the edges. Column stacking (where boxes align perfectly) distributes weight well but requires precise dimensions. Interlocked stacking provides stability but creates point loads that can punch through weaker boxes.
Handling realities adds another layer. Warehouse shocks—boxes dropped from a foot or two, pallet jacks bumping into stacks, shrink wrap pulled too tight—all create micro-damage that reduces effective strength. Each impact is small, but they accumulate.
This is why moisture management and profile stability often matter more than chasing a single ECT number. A 32 ECT board that maintains its moisture content within a tight window will outperform a 35 ECT board that swings from 6% to 10% moisture as it moves through your supply chain. Consistent caliper and uniform flute formation prevent weak spots that become failure points under load.
Is 32 ECT Enough for Stacked Shipping Over 5 Days at 70% RH?
It depends, and anyone who gives you a definitive yes or no without asking follow-up questions isn’t being straight with you.
A 32 ECT board might be perfectly adequate if you’re shipping lightweight products in small boxes with minimal stack height and good palletization. It’s probably not enough if you’re stacking heavy boxes six high for a week in an un-air-conditioned warehouse during summer.
The better question is: what’s your target outcome? Define that first—stack height, load per box, duration, expected humidity range—and then work backward to determine if 32 ECT with a specific flute and design combination can reliably deliver. The decision path in the next section walks you through this.
A Simple Decision Path (No Jargon)
Picking the right containerboard grade doesn’t require a Ph.D. in packaging science. It requires a clear process and honest input data.
Step 1 — Define the Target Outcome
Start by describing success in concrete terms. How many days will the boxes sit stacked? What’s the maximum stack height? What weight does each box carry? What’s the typical relative humidity in your warehouse or during transport?
Write this down: “Boxes must survive [X] days stacked [Y] high at [Z]% RH, carrying [W] pounds each, with [palletization pattern] on [pallet size].”
Be specific. “Survive shipping” is too vague. “Survive 7 days stacked 5 high at 65% RH, carrying 35 pounds each, column-stacked on a 48×40 pallet” gives you something to work with. Include your chosen safety factor in this calculation—most operations use a factor greater than 1.0, though the exact multiplier is a business decision based on your risk tolerance.
If you’re not sure about the humidity, measure it. A $20 hygrometer will tell you what’s actually happening in your facility. If you’re not sure about time-in-stack, track a few shipments. Assumptions kill more pilot runs than bad boards.
Step 2 — Choose Candidate Grades to Test
Now pick two or three board options that seem reasonable based on your history or industry benchmarks. If you’ve successfully used 32 ECT C-flute for similar applications, that’s a candidate. If you’re pushing into heavier products or longer dwell times, consider 40 ECT or moving to B-flute for better stacking efficiency.
Look at the full board specification, not just ECT. What are the RCT and SCT values of the components? Higher component strength suggests the board will hold up better under sustained load and moisture exposure. What’s the basis weight of each layer? Heavier liners generally mean more fiber, which translates to better performance—though weight alone doesn’t guarantee strength if the fiber quality is poor.
When comparing candidates, keep flute profile and board construction constant if you’re trying to isolate the effect of changing liner or testliner grades. Use ECT as a screening tool, not a final verdict. If two boards show similar ECT but behave differently under load, RCT and SCT can help explain why.
Ask your testliner manufacturers or kraft paper suppliers for actual test data, not just nominal grades. Request moisture content targets and tolerances. Boards that ship at 8% moisture but arrive at 6% or 10% will perform inconsistently.
Step 3 — Pilot Checks and Acceptance Thresholds
Before you commit to a full production run, run a pilot with method-named acceptance criteria. This means specifying exactly which test method you’ll use and what the pass/fail threshold is.
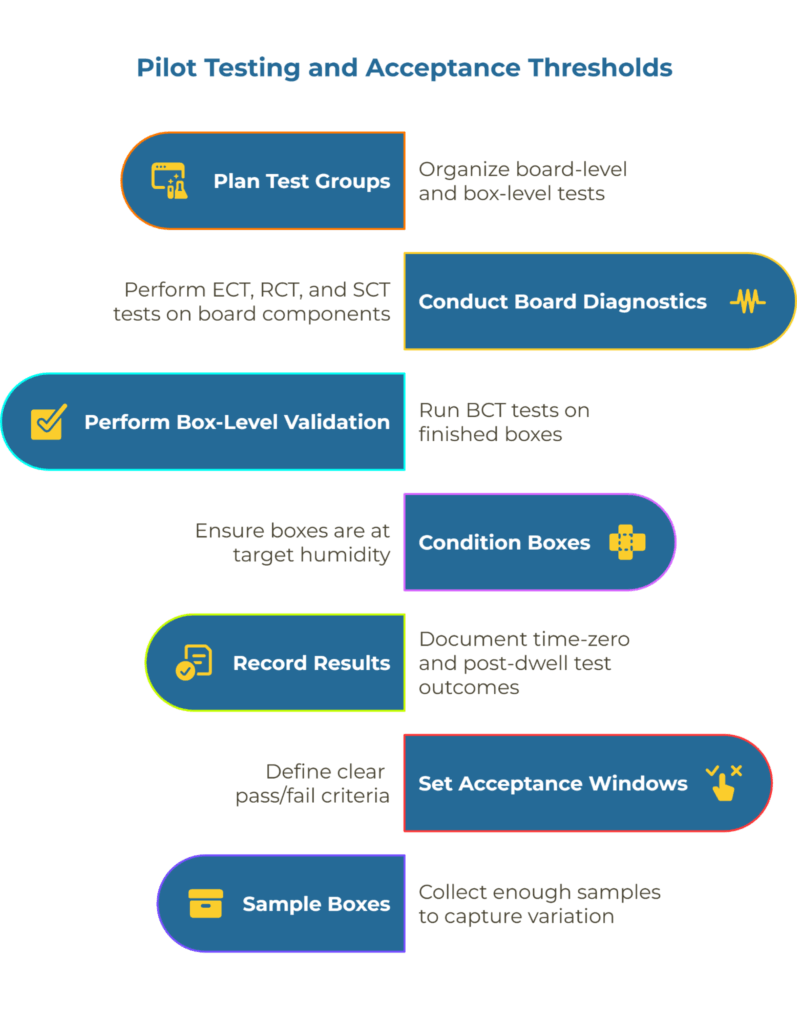
Plan two groups of tests: board-level diagnostics and box-level performance checks.
For board diagnostics, test ECT on the combined board using ISO 3037 or TAPPI T 811 to confirm the board’s column capacity under standard conditions. If you want to understand component contributions, add RCT testing per TAPPI T 822 or SCT testing per ISO 9895 on the individual liners and medium.
For box-level validation, run BCT tests using ASTM D642 or ISO 12048 on finished boxes. This is the closest lab proxy to actual pallet stacking. Condition your boxes at your target humidity before testing—this step is non-negotiable. Record both time-zero results and post-dwell results after 24 to 72 hours at target RH to see how the boxes perform over time.
Set acceptance windows, not single targets. A moisture spec of “7% ±1%” is enforceable. “Around 7%” is not. An ECT spec of “32 lbf/in minimum, tested per TAPPI T 811” gives you a clear pass/fail gate.
Sample enough boxes to catch variation. Testing one box from a pallet of 500 tells you almost nothing. Pull 10 to 20 board strips per method for board-level tests, and 6 to 10 finished boxes for BCT testing across different time points. This gives you a real picture of consistency.
Pilot Acceptance, Made Practical
Here’s a one-page checklist you can hand to your quality team or use in supplier negotiations. This is your “go/no-go” decision tool.
Pilot Acceptance One-Pager
Before approving a new containerboard grade, verify the following:
Sampling and Conditioning
- Pull sufficient samples to cover all planned tests plus retainers (typical: 10-20 board strips per method; 6-10 boxes for BCT across time points)
- Condition board samples and finished boxes to your worst-credible RH environment before testing
- Allow 24-48 hours for conditioning to stabilize
Test Methods Named
- ECT: ISO 3037 or TAPPI T 811 (specify which on your test sheet)
- RCT: TAPPI T 822 (if testing component contributions)
- SCT: ISO 9895 (if characterizing material behavior)
- BCT: ASTM D642 or ISO 12048 (specify platen speed and support conditions)
Acceptance Criteria (Copy and Fill)
- Required top load per layer: ____ lb (____ N)
- Chosen safety factor: ____ (typically >1.0)
- BCT passes if: Measured BCT ≥ Required top load × Safety factor (at time-zero) AND ≥ Required top load (after dwell at target RH)
- Visual pass criteria: No panel bowing > ___ mm; no corner post failure; no flute read-through at planned stack height
Moisture Content First (TAPPI T 412 or ISO 287)
- Sample: 5 boxes minimum, spread across production run
- Target: 7% ±1% (adjust to your specification)
- Pass/fail: All samples within window; no outliers beyond ±1.5%
ECT of Corrugated Board (ISO 3037 or TAPPI T 811)
- Sample: 5 boxes minimum, test 3 specimens per box
- Target: 32 lbf/in minimum (adjust to your specification)
- Pass/fail: Average ≥ target; no single specimen < 90% of target
BCT at Time-Zero and Post-Dwell
- Condition boxes at target RH for specified dwell time
- Test immediately (time-zero) and after target storage duration
- Record stack load capacity and compare to required values
- Document any visible deformation, panel bowing, or corner buckling
Report What Matters
- Show ECT in both lbf/in and kN/m
- Include RCT/SCT values if tested
- Document BCT at time-zero and post-dwell with photos of box condition
- Record pallet pattern, overhang dimensions, and RH/temperature graph throughout test period
Method-Named Purchase Order Language Include this clause in your PO: “Board shall meet [X] ECT minimum as tested per [specify ISO 3037 or TAPPI T 811], with moisture content of [Y]% ±[Z]% per TAPPI T 412. Box compression strength shall meet [BCT value] per ASTM D642 after conditioning at [RH]% for [duration]. Acceptance based on testing by [buyer’s lab / mutually agreed third party].”
Ask-a-Pro Callouts for Unusual Hazards
Some applications have hidden risks that standard testing won’t reveal:
- Refrigerated or frozen storage: Condensation during temperature transitions can spike moisture content to 12% or higher, even if the board shipped dry. If your boxes enter cold storage, insist on testing samples that have been through a simulated temperature cycle.
- Long-distance ocean freight: Extended time in humid containers can cause mold and severe strength loss. Consider moisture barriers or humidity control in the container, and test boards after extended exposure to 80%+ RH.
- Heavy products with small footprints: Concentrated loads create point stresses that can punch through the bottom of boxes even if the overall BCT looks adequate. Run drop tests and vibration testing, not just static compression.
What’s the Difference Between RCT and SCT, and When Does Each Matter?
RCT tests a ring of paper and captures some of the structural geometry of the fiber network. It’s sensitive to fiber alignment and is commonly used for linerboard and medium quality control because it’s quick and correlates reasonably well with how those components contribute to board strength.
SCT uses a very short span between clamps, which makes it more of a pure material property test—it’s less influenced by specimen geometry and more reflective of fiber bonding and inherent fiber strength. Some mills prefer it for research and development work.
For your purposes as a buyer, the distinction matters less than the trend. If a supplier’s RCT or SCT values are drifting downward over time, that’s a red flag that raw material quality or process control is slipping, even if their ECT still meets spec. Weak components catch up with you under sustained load or moisture stress.
Pitfalls We See Most
Even experienced teams make predictable mistakes when interpreting these numbers.
Over-trusting nominal ECT without humidity windowing is the most common failure. A supplier quotes 32 ECT boards, and you assume that number holds across your entire supply chain. It doesn’t. That 32 ECT was measured at lab conditions—typically 50% RH and 23°C. If your warehouse runs at 70% RH, your effective ECT might be closer to 26. The board didn’t change; the environment did.
Always ask for test data that includes the moisture content at the time of testing. Better yet, require testing at your target humidity or run your own conditioning tests before acceptance. A board that maintains strength across a moisture range of 6-9% is worth more than one that only hits spec at exactly 7%.
Treating RCT and SCT as direct box performance proxies leads to confusion. These are component tests. They tell you about the raw materials, not about the finished product. A medium paper with excellent SCT can still produce weak board if the corrugator runs poorly or if adhesive application is inconsistent.
Use RCT and SCT to monitor supplier consistency and catch material drift, not to predict BCT directly. If you need to know how boxes will perform, test boxes.
Skipping acceptance clauses in contracts is the easiest pitfall to avoid but still catches buyers regularly. You order “32 ECT board,” the supplier delivers it, and you discover the ECT was tested on samples that don’t reflect production reality—or worse, wasn’t tested at all beyond the supplier’s internal QC.
Write your acceptance criteria into the purchase order using method-named language. Specify who tests, how many samples, and what constitutes a failure. Make it clear that you’re buying tested performance, not nominal grades. The TAPPI/ISO in plain english guide from PaperIndex Academy covers how to structure these clauses in plain language.
How Much Does Humidity Reduce Stacking Strength?
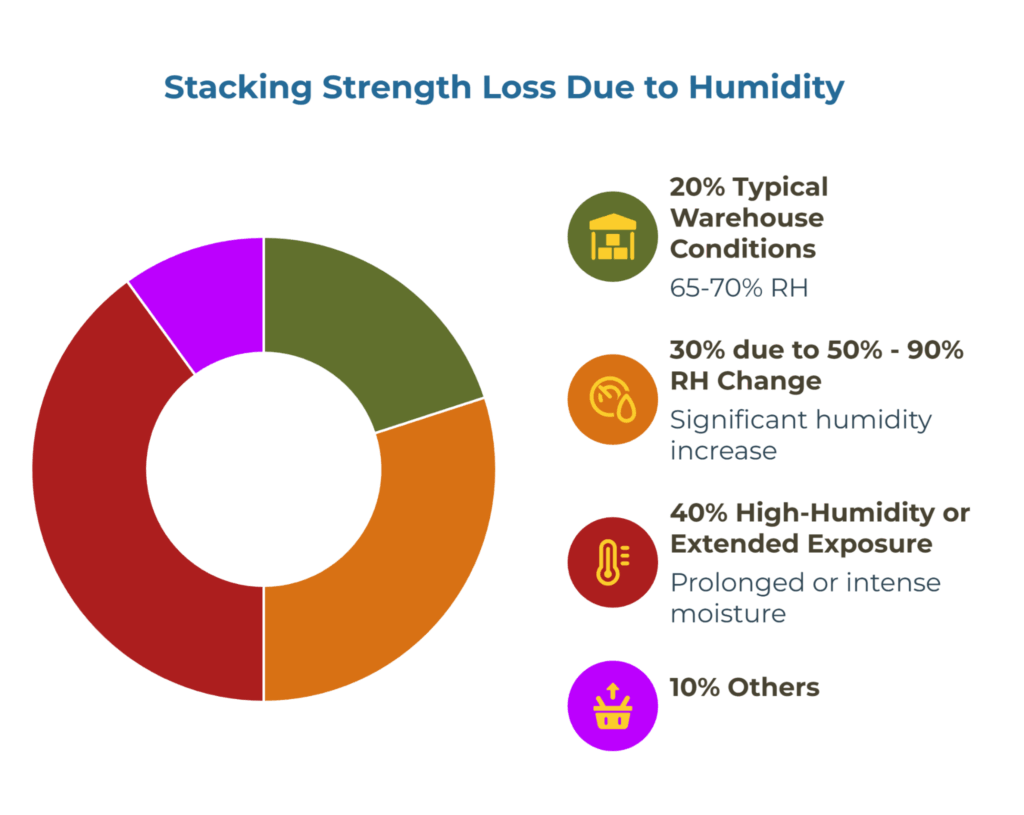
The rule of thumb most packaging engineers use is that stacking strength drops about 30% when moving from 50% RH to 90% RH. That’s an average. Individual boards vary depending on fiber type, sizing, and moisture resistance treatments.
For practical planning, assume a 20% strength loss when going from ideal lab conditions to typical warehouse conditions (65-70% RH), and a 40% loss if you’re dealing with high-humidity environments or extended exposure.
Test don’t guess. If your application involves significant moisture exposure, condition your samples and measure the actual performance drop. The variation between board grades can be substantial, and picking a moisture-resistant option can save you from over-engineering (and overpaying for) a heavier board.
Apply It Now
You’ve got the framework. Here’s how to put it to work.
Start by defining your target outcome using the structure from Step 1. Get specific about days, stack height, humidity, and load. If you’re not sure about any of these factors, start measuring them today. You can’t optimize what you don’t track.
Next, talk to suppliers with your requirements in hand. You’re not asking “what’s your cheapest 32 ECT board?” You’re saying “I need a board that will reliably support these conditions, tested under this protocol.” That’s a different conversation, and it leads to better outcomes.
If you need to find containerboard suppliers who can meet specific technical requirements, PaperIndex connects buyers with a global directory of verified mills and converters. The platform serves as a neutral connector—you handle negotiations and transactions directly.
For deeper dives into specification writing and RFQ best practices, the PaperIndex Academy offers guides on everything from method-named tolerances to landed-cost comparisons. The price without context is noise article walks through how to structure spec-first RFQs that eliminate ambiguity and prevent the post-award surprises that kill margins.
If you’re ready to source, you can submit your buying requirements and get quotes free from suppliers who match your specifications. PaperIndex operates on a connector model—no commissions, no transaction fees, no middleman markups. Buyers connect directly with sellers.
Consensus Kit for Multi-Stakeholder Decisions
Getting sign-off from Operations, QA, Finance, and ownership can be tricky when technical specs meet budget realities. Use this kit to build your internal case.
Lab Metric vs. Floor Performance Comparison
| Lab Metric | What It Measures | Use It For | Limits to Know |
| ECT (ISO 3037 / TAPPI T 811) | Edge crush of combined board | Quick screen for column strength; specification language | Not a stacking guarantee; sensitive to moisture and time under load |
| RCT (TAPPI T 822) | Ring crush of individual liners and medium | Compare paper contributions; troubleshoot board inconsistencies | Paper-level diagnostic only; not a box performance proxy |
| SCT (ISO 9895) | Short-span compression of paper/board | Material science view; supplier quality dialogue | Requires board-level and box-level tests to confirm real behavior |
| BCT (ASTM D642 / ISO 12048) | Compression of finished box | Closest lab stand-in for pallet stacking performance | Still a controlled lab test; actual pallet handling can reduce capacity |
Risk-Mitigation Checklist
Before signing off on a new board grade, verify these controls are in place:
- Humidity windowing: Specification includes moisture content target ±1% with test method named (TAPPI T 412 or ISO 287)
- Method-named acceptance: Purchase order references specific ISO or TAPPI test methods with clear pass/fail thresholds
- Sample size: Pilot acceptance based on minimum 10-20 board strips and 6-10 boxes tested across time points
- Time-in-stack simulation: Stack test conducted for duration matching actual warehouse dwell time
- Humidity conditioning: Samples tested at target RH and after dwell period, not just at standard lab conditions
- Pallet realism: Test setup replicates actual overhang limits and top-load distribution pattern
This checklist gives Finance confidence that you’re buying tested performance, Operations confidence that the board will run on your equipment, and QA a clear acceptance gate.
Frequently Asked Questions
Is 32 ECT enough for stacked shipping over 5 days at 70% RH?
It depends on stack weight, box geometry, pallet pattern, and how much strength loss you’re willing to accept at high humidity. Treat 32 ECT as a screening number. Prove the actual stack performance with BCT testing per ASTM D642 or ISO 12048 at 70% RH, measured both immediately and after a dwell period equal to your storage time.
How does ECT relate to BCT in practice?
ECT correlates with BCT through box dimensions, board caliper, and flute geometry. Packaging engineers sometimes use estimation formulas like the McKee equation to compare candidates, but these are screening tools only. Always confirm final performance with actual BCT testing under realistic humidity and time conditions. The correlation helps you shortlist options; the BCT test signs off the winner.
What’s the difference between RCT and SCT, and when does each matter?
RCT (TAPPI T 822) helps compare liner and medium choices that influence ECT. It’s quick and good for quality control. SCT (ISO 9895) provides a material-science view of compression at short spans—useful for diagnosing furnish effects or press performance issues. Both are inputs to understanding ECT behavior, but neither replaces BCT for final box acceptance decisions.
How much does humidity reduce stacking strength?
Enough to change outcomes significantly. High relative humidity lowers compression strength and accelerates creep, so performance degrades over time. That’s why pilots must condition samples to worst-credible RH levels and include post-dwell BCT measurements. Expect roughly 20% strength loss moving from lab conditions to typical warehouses, and 40% or more in high-humidity scenarios.
What should a pilot acceptance checklist include?
Named test methods (ISO 3037 or TAPPI T 811 for ECT, TAPPI T 822 for RCT, ISO 9895 for SCT, ASTM D642 or ISO 12048 for BCT), conditioning details specifying RH/temperature and dwell time, explicit sample sizes for statistical validity, and plain-English pass/fail criteria tied to your required top load multiplied by your chosen safety factor.
Standards & Test Method References
For teams writing specifications or conducting pilots, these are the authoritative sources:
- ISO 3037 — Corrugated fibreboard: Determination of edgewise crush resistance
- TAPPI T 811 — Edgewise compression strength of corrugated board (short column test)
- TAPPI T 822 — Ring crush of paper and paperboard
- ISO 9895 — Paper and board: Compressive strength using short-span test
- ASTM D642 — Compressive resistance of shipping containers
- ISO 12048 — Packaging: Complete, filled transport packages; Compression and stacking tests using a compression tester
- TAPPI T 412 — Moisture in pulp, paper and paperboard
- ISO 287 — Paper and board: Determination of moisture content
For background on BCT estimation methods, the Georgia Tech Renewable Bioproducts Institute provides accessible explanations of how the McKee equation and similar correlations work in practice.
Disclaimer: This article provides general information about ECT/RCT/SCT and box performance for educational purposes. Individual circumstances vary with factors like humidity, storage duration, stack height, palletization, board makeup, flute and box design, and handling conditions. For guidance tailored to your specific shipments and packaging design, consult a qualified packaging professional.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.