📌 Key Takeaways
Seven minutes of structured evidence collection before calling your supplier can cut weeks off a kraft paper quality dispute.
- Capture Roll and Batch IDs First: Linking a problem to a specific roll, lot, and purchase order lets the supplier start investigating immediately instead of guessing.
- Photograph Early and Wide: Close-ups show the defect, but wide-angle shots with roll labels and scale references show the supplier where and when it happened.
- Document the Pattern, Not Just the Problem: Recording when, where, and under what machine conditions a tear or wrinkle appears gives the supplier a trail to follow — a defect name alone does not.
- Include Machine and Operator Notes Upfront: Providing line speed, tension, and what the team already tried during troubleshooting removes the supplier’s most common reason for delay.
- Preserve Samples and Compare Against a Good Roll: A physical sample paired with one from a successful batch tells the supplier more than any photo or description can.
Evidence turns “we have a problem” into “here is what happened” — and that’s what gets resolved.
Procurement managers, QA leads, and converting operators handling kraft paper complaints will gain a ready-to-use reporting framework here, preparing them for the detailed documentation guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Paper is tearing mid-run.
The edge cracks started on the third roll. The operator slowed the line, changed tension twice, and the wrinkling shifted from one side to the other. Production stopped being predictable.
You know the instinct: pick up the phone and tell the supplier the paper is bad. But that call, made without the right details, is where weeks of back-and-forth begin. The supplier asks for roll numbers, batch references, photos, machine settings. The production team has moved on. Half the evidence is gone. Why didn’t anyone write this down?
The difference between a conversation that resolves in days and one that drags for weeks comes down to what you capture before that call. Detailed documentation serves as the primary mechanism for converting operational downtime into a resolvable technical case — whether the root cause turns out to be the material, grade selection, storage, handling, machine setup, or operating conditions.
Why Better Documentation Changes the Supplier Conversation

A supplier’s technical team can begin investigating the moment they connect your problem to a specific roll, batch, machine condition, and symptom pattern. Without that, they’re guessing — and so are you.
A good issue report helps both sides answer four questions. Is the problem isolated to one roll, one batch, one shipment, one machine, one shift, or one product run? Did the defect appear immediately, or only after speed, tension, temperature, humidity, print coverage, or process conditions changed? Is the issue visible before the roll enters the machine, or only during converting or printing? And is this a performance problem with an otherwise correct grade, or a possible specification mismatch?
That last distinction deserves attention. Kraft paper can match the purchase order and still be wrong for the actual run. A grade may satisfy the delivery details on paper but perform poorly in a bag-making, wrapping, printing, or converting process that demands different strength, surface, moisture, or runnability behavior. When that happens, neither the buyer nor the supplier can diagnose the problem without structured documentation that separates what was ordered from how the material actually performed.
When these questions go unanswered, the buyer suspects the paper, the supplier suspects the machine, and neither side has data to move forward. Standardized data collection provides the technical baseline required for objective troubleshooting.
Capture the Core Roll, Batch, and Order Details First
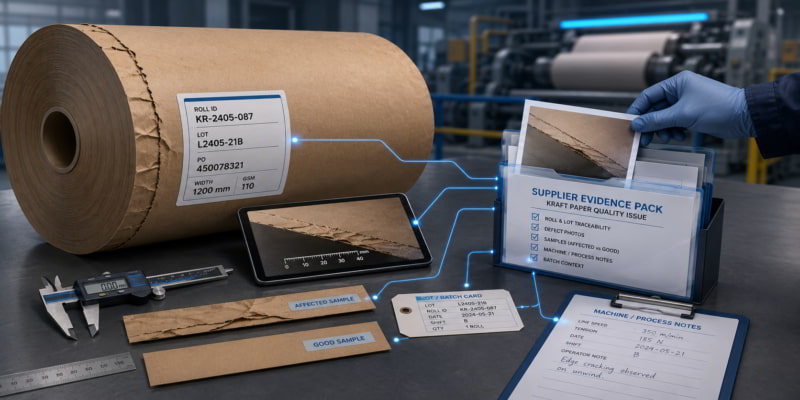
Before calling or emailing the supplier, assemble a minimum evidence pack.
Record the supplier name, purchase order number, and delivery date. Record the grade or specification, along with GSM or basis weight, roll width, diameter, and core size. Capture the roll number, lot number, batch number, or mill reference — whatever identification appears on the label. Include pallet or shipment identifiers if available.
Document the quantity affected versus total quantity received. Note whether the issue appears on one roll, several rolls, or all rolls from the same lot. Record storage location and time in storage before use — factors covered in our guide on how to protect kraft paper parent rolls from warehouse moisture and temperature risks before converting. Flag visible damage to the outer wrap, edges, core, or roll surface.
“Wrinkling on kraft paper” gives the supplier nothing to act on. “Wrinkling on 3 of 12 rolls from lot 4817, stored in Bay 2 for six days, visible after unwind at 140 m/min, not seen on the previous lot under the same setup” — that immediately narrows the investigation. One sentence separates supplier-side, storage-side, and machine-side possibilities. The kraft paper supplier can review the batch. Production can compare run conditions. Quality can decide whether the rest of the lot should be held.
Evidence Preservation: Visual Documentation
Once a roll has been moved, rewound, or partially consumed, the original condition becomes hard to reconstruct. Capture photos early.
Photograph the full roll label, the roll end showing edge condition and winding quality, and the core — the same visual checks outlined in our guide to kraft paper parent roll receiving controls. If the outer wrap or transit packaging shows damage — moisture marks, crush marks, strap indentations, or torn wrapping — photograph that too.
For the defect, take both close-up and wide-angle shots. A close-up captures the nature of the problem: edge cracks, wrinkle depth, surface marks, crushed areas, moisture staining, telescoping, or uneven winding. A wide-angle shot shows context — position relative to the roll edge, machine direction, or cross direction, and whether the issue appeared before machine entry, during unwind, after printing, after converting, or after packing.
Include a scale reference where practical — a ruler, caliper, or hand — so the supplier can gauge defect size. Relying only on close-ups is a common gap; the supplier sees what went wrong but can’t tell where or when it happened. Establishing the timeline of defect emergence determines whether the investigation focuses on mill-side quality or in-situ machine parameters.
Record the Symptom Pattern, Not Just the Symptom

Telling a supplier “the paper is tearing” gives them a defect name. Telling them when, where, and under what conditions it tears gives them a pattern — and patterns drive investigation. Industry resources such as TAPPI’s The Ultimate Roll and Web Defect Troubleshooting Guide categorize defects by type and cause; structuring your observations similarly helps the supplier’s technical team respond faster.
- Tearing. Record where the tear starts — edge or center. Note whether it follows the machine direction, whether it happens during unwind, feeding, printing, folding, cutting, or sealing, and whether it worsens at higher speeds or tension.
- Wrinkling. Note whether wrinkles are diagonal, cross-machine, machine-direction, random, or repeating. Record whether they appear near the edge, near the core, or across the full width, and whether they’re visible before the roll runs or only under tension.
- Curl. Record direction and severity. Note whether curl appears after unpacking, printing, humidity exposure, heat, or coating/lamination — transit and warehouse conditioning can reset moisture profiles despite mill certificates, as explored in our guide on storage and conditioning for kraft reels.
- Jamming or misfeeding. Capture the feed point, sheet or roll position, machine speed, and frequency. Note whether jams occur with this roll only, this batch, or across multiple grades.
- Poor print or inconsistent output. Record print method, ink or coating type, coverage area, drying conditions, and surface appearance. Note mottling, dusting, smudging, poor adhesion, dimensional instability, or color inconsistency.
Keep cause and observation separate throughout this process. It is safe to write, “Curl appeared after printing and worsened after heat exposure.” It is less safe to claim a specific moisture or surface-property failure unless testing, supplier data, or the purchase specification supports that conclusion.
For any of these categories, claims about specific properties — moisture content, tensile strength, tear resistance, Cobb values, porosity, coefficient of friction, or printability — should be verified against the purchase specification and relevant standards rather than assumed. Our procurement-friendly guide on how to interpret lab test reports for brown paper covers the method-matching and reading techniques that make this verification practical. ISO (such as ISO 1924-2 for tensile strength) and ASTM (such as D828 for tensile properties) provide recognized test methods that give supplier discussions a common technical footing.
Add Machine, Process, and Operator Notes
One of the most common supplier responses to a quality complaint: “We need to know how the material was run.” Providing machine and process context upfront removes that obstacle.
Record the machine or line number, product being produced, date and time, and shift or operator identifier. Note machine speed, web tension, and measured temperature or humidity. Where relevant, include print, coating, adhesive, sealing, cutting, folding, or converting settings. Document recent machine changes — blade changes, roller changes, maintenance, or setup adjustments — and what ran successfully under similar conditions before the problem. For teams that have trialed or switched grades, Our guide on a simple approval process for changing kraft paper grades without disrupting production provides the documentation structure that makes before-and-after comparisons reliable. Your equipment manufacturer’s OEM documentation can help confirm whether settings fell within the recommended range for the grade being run.
Critically, document what the team tried during troubleshooting. Did someone slow the machine, change tension, change alignment, swap rolls, or switch grades? What happened after each change? These observations often isolate whether the issue tracks with the paper or the process.
Operator observations aren’t to blame. They’re the closest reconstruction of what happened on the line — and their firsthand account often moves a supplier investigation forward. An operator may know that the web started tearing only after tension increased. Another may remember that the same machine ran the previous grade cleanly for the first portion of the shift before changeover. Someone else may have noticed edge damage before the roll reached the unwind stand. Write that down. Small details disappear fast once the line is running again.
Preserve Samples and Compare Against a Known Good Roll
Physical samples give the supplier something a photo can’t: testable material.
Set aside a sample of the affected paper and, if possible, an unaffected sample from the same roll. Keep a sample from a previous acceptable batch for comparison. Retain roll-end labels, roll-end photos, packaging evidence, and any print or converting output showing the defect. Label every sample with roll number, lot number, machine, date, shift, and symptom — a retained sample without identity has limited value.
Comparison is often more useful than a single sample. If the affected roll fails while a known good roll runs cleanly under similar conditions, that pattern supports one line of inquiry. If both materials fail after the same machine adjustment, that points somewhere else.
If lab testing becomes part of the investigation, the scope should be agreed with the supplier or based on the purchase specification. Relevant tests may include grammage, moisture content, tensile properties, tearing resistance, thickness, Cobb water absorption, or surface and printability-related tests — governed by recognized methods from ISO or ASTM. Our article on TAPPI/ISO in plain English: which test methods to require in your kraft paper RFQ maps each property to its standard method and explains why method alignment matters. Testing should follow established methods, not ad hoc judgment, and results should be interpreted against the specification you purchased against.
Build a Supplier-Ready Issue Summary
Once you have the evidence, organize it into a format the supplier can act on. A clear summary can go directly into an email or serve as the basis for a nonconformance report.
Use a subject line with the grade, PO or lot number, and primary symptom — for example: “Kraft paper performance issue — 80 GSM sack kraft — PO 23-4410 / Lot 4817 — edge tearing during unwind.”
In the body, cover what happened, where in the process it occurred, when it first appeared, which rolls or lots are affected, how much material is involved, and what changed compared with normal production. Attach photos and note whether samples have been retained. State temporary actions taken and specify the response you need.
Possible requests include asking the supplier to confirm whether the grade matches the purchase specification, review the batch or mill test certificate, advise whether the symptom matches known roll or grade-fit issues — a process strengthened when contract clauses that protect against off-spec kraft paper deliveries are already in place. You can then ask them to recommend whether to continue, quarantine, trial under adjusted settings, replace, credit, or investigate further, and provide corrective action if supplier-side nonconformance is confirmed.
A clear request moves the conversation from “we have a problem” to “here is what we need.” It doesn’t guarantee a specific outcome, but it removes the most common reason responses stall. If supplier-side nonconformance is confirmed and corrective action becomes necessary, Our article on designing CAPA workflows for kraft paper sellers outlines a structured approach to moving from finding to fixing.
Critical Failure Points in Reporting
Even well-intentioned teams lose time reporting “paper is defective” without roll, batch, or run details. Close-up photos without roll labels or machine context show the supplier what the defect looks like — but not where or when it occurred. Running all remaining material before preserving samples destroys evidence.
Other patterns that delay resolution: mixing affected and unaffected rolls without tracking which is which, forgetting to record machine changes during troubleshooting, and waiting days before reporting after conditions have changed. Assuming every issue is a supplier defect is as unproductive as assuming every issue is a machine problem. Documentation lets the evidence point toward the cause.
Contacting procurement alone, without production or quality details, often produces an incomplete first report. And comparing a new grade to a previous one without confirming the specs are truly equivalent creates confusion that takes weeks to resolve. Two kraft papers may look similar on the floor but differ in basis weight, strength properties, surface behavior, moisture profile, or converting suitability — differences that PaperIndex’s kraft paper property–application match matrix maps at a glance. Compare actual specifications, not memories of the last roll.
Frequently Asked Questions
What should I send the supplier first when kraft paper tears or wrinkles?
Send roll and batch identification, the purchase specification, photos of the roll label and defect, machine and process notes, quantity affected, and a short description of when the issue first appeared.
Should we stop production immediately?
That depends on severity, safety considerations, customer requirements, waste levels, and internal quality procedures. When a supplier investigation may be needed, quarantining affected rolls and preserving samples is practical regardless of whether the line continues.
How do I know if the issue is a grade mismatch?
A mismatch is possible when the paper meets basic delivery details but performs poorly for the application. Compare the purchased specification, machine requirements, previous successful grade, supplier technical data sheet, mill test certificate, and actual run conditions — a process outlined in our guide on how to verify kraft paper quality upon arrival. If those don’t align, a specification review with the supplier is the logical next step.
Are photos enough for a supplier claim?
Photos help, but suppliers typically also need roll identification, batch details, run conditions, quantity affected, and sometimes retained samples or test results.
What if only one roll from the batch causes problems?
That pattern matters. A single-roll issue may point toward isolated handling, winding, edge, core, or damage concerns. A wider batch pattern would suggest a broader grade, shipment, or mill-record review. Document whether the issue is isolated to one roll, several rolls, or the entire batch — because the distribution changes the likely investigation path.
The next time a roll isn’t running right, resist the one-line email. Take seven minutes. Photograph the label and the defect. Record the roll number, the lot, the machine conditions, and the operator’s observations. Set aside a sample.
That evidence pack isn’t bureaucracy. It’s the bridge between “we have a problem” and “here is what happened.” The faster you build it, the faster the supplier, buyer, quality team, and plant can decide whether to run, adjust, quarantine, replace, test, or escalate.
Disclaimer:
This article is for educational and operational guidance only, not legal, technical, or quality assurance advice. Testing and claims procedures should follow your internal protocols and purchase agreements. Standards referenced (ISO, ASTM, TAPPI) are cited as examples — verify the applicable version and scope for your grade and specification.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.