
📌 Key Takeaways
A simple approval process — define the job, run a trial, collect feedback, record the decision — stops kraft paper grade changes from disrupting production.
- Define the Job First: Write down what the paper must actually do before looking at any supplier sample or price.
- Trial Before You Buy: Run a small test batch under normal conditions with clear pass/fail rules — not on your best machine with your best crew.
- Ask the Operators: Floor staff feel problems that datasheets can’t measure, so collect their feedback in writing before signing off.
- Stronger Isn’t Always Better: A heavier or pricier grade that exceeds what the job needs just inflates cost without adding value.
- Record Every Decision: A one-page form that captures why a grade was approved or rejected stops the team from revisiting the same debate months later.
The right grade is the one that runs reliably, meets the actual use case, and protects margins — not the one with the most impressive specification sheet.
Production managers, procurement leads, and small-team operators evaluating kraft paper grade changes will gain a ready-to-use approval workflow here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A new price list lands in the inbox. Procurement spots a kraft paper grade that could cut material cost. The production manager glances at the datasheet between changeovers and says, “Looks fine — go ahead.”
Three weeks later, 14 pallets of the new grade arrive. Operators load the first roll, and within the hour the line jams twice. The paper curls at the fold station, dust coats the print heads, and reject bins fill fast. Nobody signed off. Nobody ran a trial. The team debates whether to push through or eat the cost — over email, from memory, without a single data point.
We should have tested this properly.
Grade changes are not just purchasing decisions. They affect machine runnability, waste rates, operator time, customer-facing quality, and margins. The actual impact depends on material price, scrap rate, run speed, rejection rate, and customer requirements — so blanket claims about savings rarely hold up. A simple kraft paper grade approval process protects the business from two opposite mistakes: paying for more strength than the application demands, or switching too quickly to a grade that fails in production.
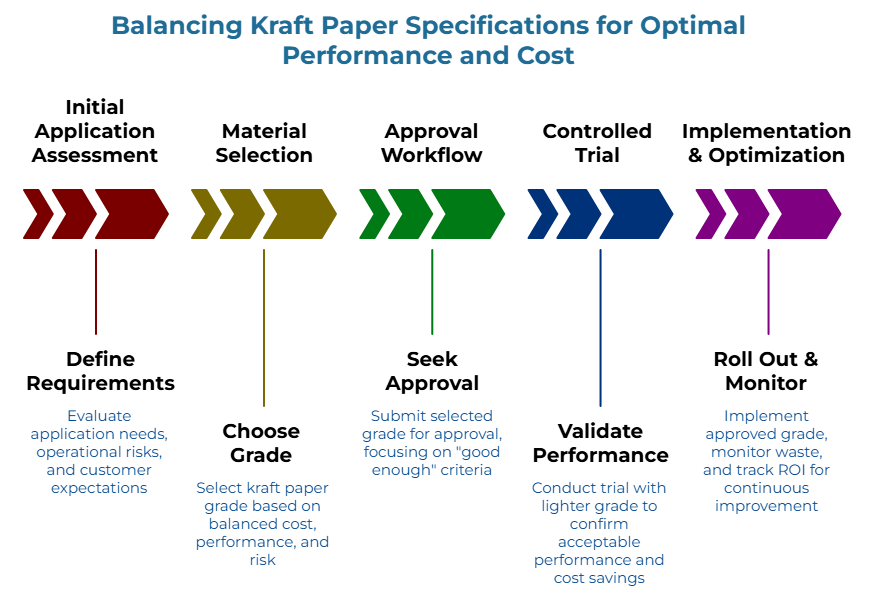
The best kraft paper grade is not automatically the strongest, thickest, or most premium option. It is the lowest-risk grade that meets the actual use case, protects production continuity, and avoids unnecessary cost, waste, and margin pressure. With a lightweight workflow, pass/fail criteria, and a one-page decision record, any small team can evaluate a proposed change confidently.
Define “Fit for Use” Before Reviewing Any Sample
Most small teams start backwards. A supplier sample arrives, someone inspects it by hand, and the conversation jumps to price. A better starting point is the use case itself: what must this paper actually do?
That one shift prevents the team from approving a grade because it feels familiar, looks clean, or arrives with a persuasive datasheet. Before any sample leaves its envelope, draft a short “grade requirement note.” This does not need to be a laboratory specification. It needs to answer one question: what does “acceptable” mean for this application? Cover the essentials:
- Product or packaging application and its end-use conditions
- Required strength, stiffness, tear resistance, foldability, printability, moisture exposure tolerance, and appearance needs
- Machine or process constraints specific to your equipment
- Customer-facing requirements for the finished product
- Storage and handling conditions the paper must withstand
- Current grade, its known pain points, and baseline performance from internal production records — scrap logs, downtime data, or rejection reports
- Reason for considering a change: cost, availability, waste, supplier issue, performance gap, or sustainability requirement
This reframes the conversation. Instead of asking “Is this new grade good?” the team asks “Does this grade meet the actual job requirements?” The second question prevents both over-specification and under-specification.
Defining fit for use does not mean chasing the cheapest option. It means matching the grade to the real job. When technical properties such as grammage, tensile strength, burst strength, or Cobb value matter, verify definitions and acceptable ranges using applicable test standards and the supplier’s documentation before comparing grades. If the team needs a deeper technical baseline before approving a change, creating a mill specification sheet for converting operations managers generally helps turn loose requirements into supplier-ready specifications.
A grade cannot be “acceptable” until the team defines acceptable.
Use a Four-Step Approval Workflow
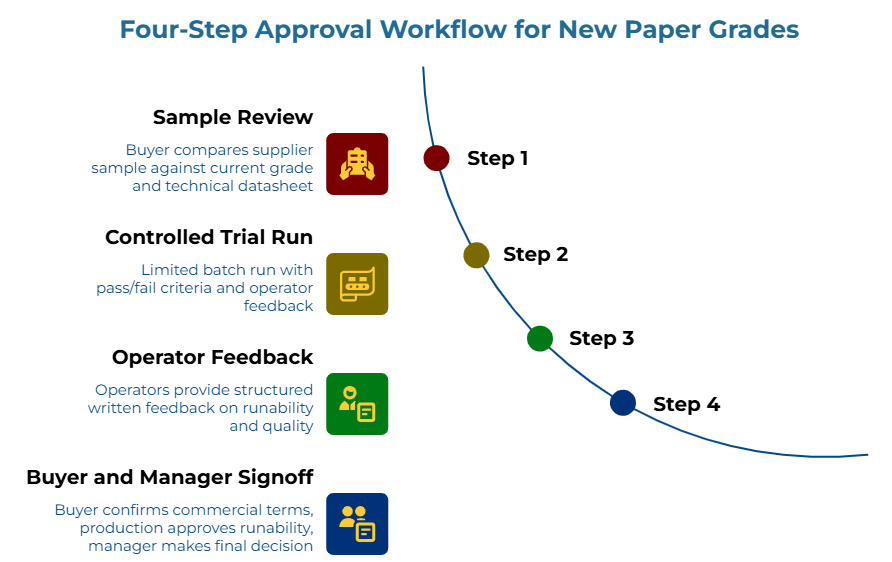
A small team does not need a quality department to make sound grade decisions. It needs a clear sequence with defined owners — who reviews the sample, who runs the trial, who provides feedback, and who signs off. The following four steps are simple enough for a three-person operation but structured enough to prevent costly shortcuts. This approach aligns with ISO 9001:2015 principles of controlled production changes and documented decisions.
Step 1: Sample review. Compare the supplier sample against your current approved grade — not in isolation. Check the label, grade name, grammage or basis weight, roll or sheet format, and relevant certifications. Request the supplier’s technical datasheet and confirm whether the sample represents the exact grade, finish, width, coating, or recycled-content mix being quoted — not a premium version sent to impress. A hand sample from one production lot may not prove that the future bulk supply will behave the same way.
A sample that looks right on a desk has not proven it can run on the line. Flag anything that must be verified before a trial. If the change affects supplier qualification, certifications, or quoted specifications, the buyer should confirm those details before proceeding.
Step 2: Controlled trial run. Before running any test batch, define pass/fail criteria. A trial without acceptance criteria is just an expensive opinion. Set thresholds based on your own baseline data — not borrowed from another business unless the applications, equipment, customer expectations, and risk level are similar. Use the current approved grade as the reference point across six categories:
| Category | What to Check |
| Runability | Feeds, cuts, folds, prints, glues, or converts without excessive adjustment |
| Waste | Scrap and rejects stay within the company’s agreed acceptable range |
| Performance | The finished product or package still does its job |
| Appearance | Color, surface, finish, print quality, and customer-facing presentation meet expectations |
| Commercial Fit | Price, MOQ, lead time, supplier consistency, and storage needs are acceptable |
| Risk | No unresolved issue threatens customers or production continuity |
Then run a limited batch. Use normal operators, standard equipment, and realistic production conditions — not the cleanest shift on the best machine. Record machine speed, jams, tearing, curling, dusting, fold quality, print quality, glue performance, reject count, and setup adjustments.
Compare every result against your current grade’s baseline. The trial should be small enough to limit financial risk but realistic enough to surface problems a desk inspection would miss. For a structured approach, refer to the guide on how to run a practical kraft paper supplier trial before approving parent rolls to support the front end of the control process.
A grade may pass every strength requirement on the datasheet but fail because it creates dust, slows the line, or requires constant operator adjustment. That makes it a bad operational fit — even if the material specifications look attractive on paper. Where corrugated packaging performance is involved, FEFCO’s testing methods and recommendations provide a recognized technical reference point, and teams sourcing kraft paper grades for corrugated input can use application-specific matching to reduce failure risk.
Step 3: Operator feedback. Operators notice what datasheets cannot measure. They feel when a paper feeds differently and know when a setup change signals ongoing trouble. Collect input through structured questions rather than casual hallway comments:
- Did the material feed normally?
- Did it tear, curl, jam, crack, shed fibers, or create dust?
- Were setup changes required?
- Did the finished product look and feel acceptable?
- Would you expect issues during a longer run?
- Was the material easier, harder, or about the same to run compared to the current grade?
Written answers create a record. Verbal impressions vanish by lunchtime. Operators do not need to own the commercial decision, but their feedback is essential — they see runability problems first, and that is a different kind of evidence from a datasheet.
Step 4: Buyer and manager signoff. Each role owns a distinct piece. Even in a very small business, the decision should separate commercial review from production approval. The buyer confirms pricing, lead time, MOQ, supplier reliability, and commercial terms. Production confirms runability and acceptable waste. The manager or owner approves the business tradeoff — cost versus risk, savings versus continuity.
Record the final decision. This step is not bureaucracy. It is how small teams stop repeating the same debate every time a supplier proposes a new grade.
Prevent Over-Specification Without Creating Under-Specification Risk
Over-specification means using a grade stronger, heavier, or more expensive than the application requires — inflating material cost on every order. Under-specification means choosing a grade that saves on unit price but increases defects, waste, downtime, or returns. Both erode margins from opposite directions.
A stronger kraft paper grade may feel safer because it creates a wider comfort margin. In some applications — heavy-duty bags, demanding wraps, customer-facing packaging, moisture-sensitive uses, or transport packaging — that margin is necessary. The problem starts when “stronger” becomes a habit instead of a requirement.
The approval process should not ask, “Is this grade better?” It should ask, “Is this grade good enough for this application, with acceptable operational risk?”
Balancing that question requires weighing material cost against production efficiency, waste rate, customer requirements, supplier reliability, product protection, and margin impact. A heavier kraft paper grade may feel safer, but if the application is a non-critical inner wrap, that extra strength may be an expense the product does not need. A team using a heavier grade because ‘that is what we have always used’ may find, through a controlled trial, that a lighter grade performs acceptably — reducing avoidable over-specification. Actual ROI scales with the operation’s specific pricing tiers, annual tonnage, and historical waste benchmarks.
Where teams reference sustainability goals, those claims should be grounded in verifiable practices. Right-sizing kraft paper grades aligns with source reduction strategies—the most environmentally preferred tier of the waste management hierarchy—by ensuring material use is optimized for the application.
Create a One-Page Approval Form
Give the workflow a physical home. A one-page form turns a verbal process into a reusable decision record. If the form is too long, people will avoid it. If it is too loose, the same debate returns during the next grade change.
| Field | What to Record |
| Date | Start date of the review |
| Current Grade | Existing approved grade |
| Proposed Grade | Supplier’s proposed grade |
| Supplier | Company and contact |
| Reason for Change | Cost, availability, waste, supplier issue, performance issue, or sustainability requirement |
| Application | Product or packaging use case |
| Key Specifications to Compare | Grammage, width, finish, coating, strength properties, certifications, or other relevant items |
| Sample Received | Yes or no |
| Trial Details | Trial date, batch size, equipment, and operator |
| Observed Issues | Jams, tearing, curling, dusting, print issues, glue issues, setup problems |
| Waste/Reject Notes | Scrap, rejects, rework, cleanup, or customer-facing defects |
| Buyer Notes | Price, MOQ, lead time, supplier reliability, and storage impact |
| Production Recommendation | Approve, reject, conditional approval, or retest |
| Final Decision | Approver name and date |
| First Full-Run Review | Review date after the first production order |
Keep it simple enough to fit one page and live in a shared folder, spreadsheet, or quality binder. The goal is a trail that shows why previous grades were approved or rejected — so the team never revisits a settled question.
For teams following ISO-style quality practices, formal records of production changes, authorizing persons, and actions taken are consistent with ISO 9001 documented-information guidance. For teams that want a broader sourcing control structure, our guide on standardized sourcing governance for kraft paper can help connect grade approval with supplier qualification and RFQ discipline.
Common Mistakes to Avoid
- Approving based on price or datasheets alone. A lower-cost grade that passes visual inspection but causes tearing and extra rejects during a normal run is not a saving. Datasheets help screen a grade, but production behavior must be verified under real conditions.
- Excluding operators from the decision. Floor staff are the first to detect tactile variances or feeding issues; bypassing their input risks approving a grade that looks perfect on a datasheet but fails under mechanical stress.
- Running trials under ideal conditions. If the trial does not reflect normal shift variability, it will not predict real performance. A small trial under normal production conditions is faster than recovering from a failed full production run.
- Failing to compare against the current approved grade. Isolated numbers mean nothing without a baseline.
- Treating “stronger” as automatically better. Stronger may increase cost, stiffness, storage burden, or processing issues without adding value. The use case should decide.
- Ignoring MOQ, storage, lead time, and supplier consistency. These operational factors matter as much as material performance.
- Not documenting rejections. Without a record, the team revisits the same dead end six months later.
- Skipping review of the first full production order. Batch-to-batch variation between a trial and ongoing supply is where grade changes quietly fail. A trial reduces risk, but the first full production run confirms whether the decision holds at normal scale.
Make Grade Changes Routine, Not Risky
The team from the opening scenario did not need a bigger budget or a quality department. They needed a one-page form, a short trial, and 30 minutes of structured review before the bulk order shipped.
Small teams do not need a complex quality system. They need a clear sequence, defined owners, trial evidence, and a written decision. Define fit for use. Review the sample. Run a controlled trial. Capture operator feedback. Confirm the commercial terms. Formalize the final record and audit the inaugural production-scale delivery.
The right kraft paper grade is the one that performs reliably in the actual use case while protecting cost, waste, and production flow.
Right-sizing material grades is also a practical step toward reducing packaging material waste — not through compromise, but through evidence. Start with your next proposed change. Define the use case, run the trial, collect operator feedback, and record the decision.
Frequently Asked Questions
What is the first step before approving a new kraft paper grade?
Define the use case and minimum performance requirements before reviewing any supplier sample. The team should know what the paper must do in production and for the customer before evaluating a new grade.
Who should approve a new kraft paper grade?
At minimum, production should confirm runability, operators should provide trial feedback, and the buyer should confirm commercial terms. Final approval typically sits with the production manager, operations manager, or owner.
Is the strongest kraft paper grade always the best choice?
No. The best grade meets the use case without unnecessary cost, waste, or production burden. Over-specifying for safety often means paying for strength the application does not require. Stronger may be safer in some applications, but the use case should decide.
How large should a trial run be?
Large enough to reflect normal production conditions — including operator variation and realistic run speeds — but small enough to limit financial exposure. Set trial size based on process, order volume, equipment, and application risk.
What should be documented after a trial?
The proposed grade, supplier, trial conditions, operator feedback, defects or waste observed, setup changes, commercial terms, final decision, the approving person’s name, and a review date after the first full production run. Teams following a formal supplier approval process can align this documentation with a procurement and quality approval checklist.
Disclaimer:
This article is published for educational purposes. The guidance here is informational and should be adapted to your operational context. Where technical properties are referenced, verify specifications using applicable standards (e.g., ISO 536, TAPPI T 494, ISO 2759) and your supplier’s documentation.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.