
📌 Key Takeaways
Decouple ordering from verifying—pre-qualify suppliers before urgency forces rushed decisions that cost 15-25% more in expedited freight and hidden failures.
- Spec First, Price Second: A one-page RFQ with measurable parameters eliminates non-comparable quotes and prevents substitutions that break production lines.
- Two-Lane Verification Filters Risk: Separate capability evidence from execution reliability to catch suppliers who promise specs they cannot hold consistently.
- Sampling Catches Line Failures Early: Pre-production samples, line trials, and stack tests under real conditions prove performance before volume commitments lock in problems.
- Contracts Need Governance, Not Lock-In: Reorder triggers, safety stock rules, and term-spot splits stabilize supply while preserving flexibility for demand shifts.
- Incoterms Normalization Reveals True Cost: EXW and FOB quotes hide 20-35% in freight, duties, and destination charges that flip supplier rankings when normalized to-door.
Verification before emergency = speed without gambling.
Procurement managers and operations leads in food, beverage, and e-commerce will eliminate panic-buying cycles here, setting up the detailed four-step implementation framework that follows.
It is 7:00 AM. The first pallets are staged. The packing line is warming up. Then someone walks in with the spreadsheet and a flat expression: tomorrow’s run needs boxes that are not on the floor.
The warehouse rack tells the truth faster than the ERP. A few leaning bundles. Too many empty slots. The tape gun is ready, but the cartons are not.
This cannot turn into another emergency buy.
Not with the product already scheduled.
Not with customers waiting.
A supplier answers fast—’Yes, can ship quickly’—but cannot confirm the board grade, the test method, or the lead time in writing. Without pre-verified options, buyers are forced to gamble under pressure—which is why building a shortlist of qualified box suppliers before emergencies arise is essential. The offer is speed, not certainty. That is how panic buying starts.
Why Corrugated Box Shortages Trigger Panic Buying (And Why It Gets Expensive Fast)
“Panic buying” in corrugated procurement is not only about paying a higher unit price. It is the whole pattern of reactive purchasing when a stockout threatens production: rushed RFQs, vague specs, fast approvals, and “close enough” substitutes.
The hidden costs show up later:
- Expedited freight and split shipments that can significantly inflate logistics spend, often increasing costs by double-digit percentages depending on the transport mode
- Downtime risk when a box does not run well on the line or fails stacking requirements
- Quality escapes—crushed corners, burst seams, scuffs, and damage claims
- Admin churn: re-quoting, re-checking, re-explaining, and internal blame
One more quiet cost sits underneath all of it: brand promise. In food and beverage, packaging is not a ‘nice to have.’ It acts as the product’s primary physical defense. When the bodyguard fails, the brand takes the hit.
The misconception driving this behavior is that finding a cheaper unit price solves procurement challenges. In practice, the cheapest quote often increases total cost when quality variance, delivery failures, and administrative burden are factored in.
The 4-Step System At A Glance: Spec → Verify → Sample → Contract
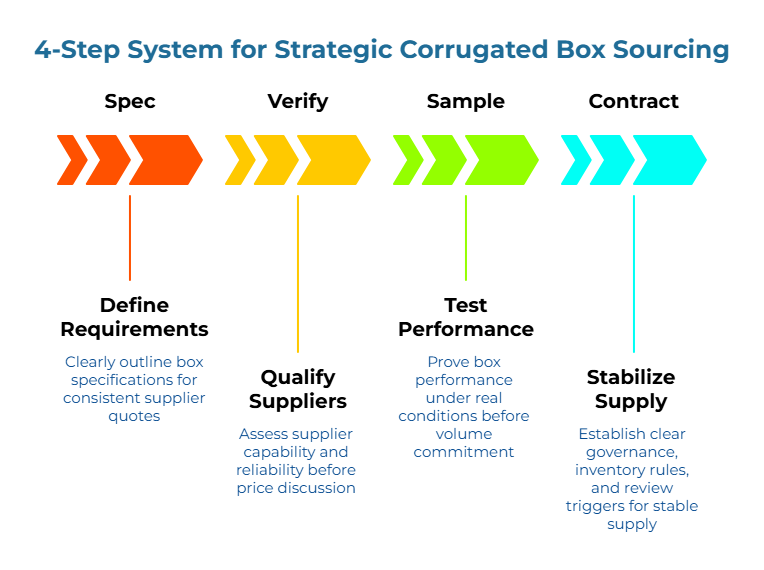
This sequence is built on one principle: decouple ordering from verifying. Verifying during an emergency is too late; verifying before the emergency is what makes speed possible later. Simple. Not always easy.
A systematic approach separates these into distinct phases:
Spec: Define what the right box means in measurable terms, so every supplier quotes against the same requirements.
Verify: Qualify suppliers based on capability and execution reliability before price enters the conversation.
Sample: Prove performance under real conditions before committing to volume.
Contract: Stabilize supply through clear governance, inventory rules, and review triggers rather than blind lock-in.
This sequence catches problems before they become shipping disasters. It also creates leverage: when suppliers know that buyers have verified alternatives, negotiations become more balanced.
These steps reflect widely accepted procurement and quality-assurance practice; exact tests, documentation, and governance vary by product, distribution environment, and supplier capability.
Quick Start: If You Do Nothing Else, Do This This Week
1) Freeze a one-page spec for the top two box SKUs (dimensions, flute/wall, strength target, print/handling needs).
2) Pre-verify two backup suppliers using the two-lane model (capability evidence + execution reliability). Buyers can submit RFQs to pre-qualified packaging suppliers on PaperIndex to build a verified shortlist before urgency forces compromised decisions.
3) Run one sample trial on the packing line and record pass/fail notes.
4) Set a reorder trigger (minimum stock + lead-time band) so the next buy happens early, not late. For international suppliers, negotiate payment terms that protect cash flow without forcing 100% advance payment—staged payments reduce risk for both parties..
A calmer Friday depends on a disciplined Tuesday..
Step 1 — Spec: Define What “The Right Box” Means (So Quotes Are Comparable)
Vague specs create non-comparable quotes. That is the trap.
A buyer might describe the product perfectly—weight, shape, fragility—and still receive quotes that assume different board structures, different strength targets, and different tolerances. The quotes look comparable. They are not.
Start With The Product + Distribution Reality
Box specifications should flow from what the packaging must actually do. Before discussing box styles or materials, consider the operational context:
- Product weight and fragility
- Movement inside the pack (void fill, inserts, shifting)
- Stack height and time in storage
- Pallet pattern and handling (hand-stack, forklift, clamp)
- Humidity exposure and temperature swings (common in real storage and transit). For ocean shipments, moisture damage represents a material risk—preventing moisture damage in paper shipments requires route-specific protection strategies including desiccants and liner selection.
- Transit hazards (drops, vibration, mixed-load pressure)
A box that performs adequately for a two-day domestic shipment may fail completely on a three-week ocean voyage. Specifications must reflect the most demanding conditions the packaging will face.
A small prop helps keep this practical: the pallet corner. If that corner crushes under normal stacking, a “cheaper” box becomes a return program.
Translate Needs Into Box Specifications (The Minimum Technical Language)
Once operational requirements are clear, they translate into technical specifications. The goal is not to become a packaging engineer. The goal is to remove ambiguity.
For corrugated boxes, the essential parameters include:
- Box style and dimensions (internal L × W × H; include tolerances if automation is involved)
- Corrugated board structure: single-wall vs double-wall. The liner material—kraft linerboard for virgin applications or testliner board for recycled grades—affects both strength and cost
- Flute type (A/B/C/E/F) with practical cues
Larger flutes (A, C) provide more cushioning; smaller flutes (E, F) offer better printing surfaces. Common choices depend on product weight and handling. Single-wall suits lighter loads; double-wall handles heavier products. - Strength metrics where applicable: ECT (edge crush) and/or BCT (box compression / stacking performance)
Edge Crush Test (ECT) measures the board’s resistance to crushing forces, which relates to stacking performance. Box Compression Test (BCT) evaluates the finished box’s overall strength. For an accessible technical baseline, see the Fibre Box Association’s ECT guide. - Board grade and material requirements, including liner specifications—typically kraft paper for virgin board applications or recycled alternatives—recycled content policies, and moisture expectations
- Print and finish needs (if branding, scuff resistance, or barcodes matter). For food contact applications, relevant regulatory compliance (such as FDA or EU food contact regulations) must be specified.
Some items vary by context. For example, a program might specify ECT and validate stacking through trials, or it might require BCT evidence for specific stacking profiles. Either approach can work when pass/fail is defined upfront.
Build A One-Page RFQ Spec Sheet
A one-page sheet prevents two common failures: “apples-to-oranges” quotes and undocumented substitutions. A concise spec sheet ensures every potential supplier receives identical requirements.
One-Page RFQ Spec Sheet Checklist
| RFQ Field | What To Specify | Why It Prevents Panic Buying |
| Use Case | Product type, weight range, distribution path | Stops under-spec surprises |
| Box Style | RSC / mailer / die-cut (as applicable) | Aligns converting complexity |
| Dimensions | Internal L×W×H; tolerance needs | Protects fit and automation |
| Board Structure | Single-wall / double-wall + flute type | Controls strength and thickness |
| Strength Target | ECT and/or stacking requirement (BCT where applicable) | Avoids “looks fine” substitutions |
| Print/Finish | Colors, coverage, scuff needs | Prevents brand/scan failures |
| Delivery Cadence | Weekly/monthly schedule + destinations | Forces realistic lead-time planning |
| MOQ Bands | Preferred order-size ranges | Avoids inventory traps |
| Packaging/Labeling | Pallet spec, bundle counts, labels | Reduces receiving chaos |
| Documentation | Test evidence, change notice expectations | Makes quality predictable |
This spec sheet becomes the foundation for comparable quotes. When every supplier quotes against identical requirements, price differences reflect actual value rather than interpretation.
Step 1 Checklist (Spec)
- [ ] Box style and internal dimensions are defined (with tolerances if needed)
- [ ] Wall type and flute type are stated
- [ ] Strength expectation is stated (ECT and/or stacking requirement)
- [ ] Print/finish requirements are clear (or explicitly “none”)
- [ ] Delivery cadence and MOQ bands are included
- [ ] Documentation expectations are written (not assumed)
Just the essentials.
Step 2 — Verify: Qualify Suppliers Before Price Becomes The Conversation

Objection: “Verification takes too long.”
Strategic View: Verification is the primary insurance policy against future supply-chain volatility.
A common misconception: any supplier can make the same box. In reality, manufacturing capability, quality systems, and operational reliability vary significantly. Verification before price negotiation prevents discovering gaps after money changes hands.
Verification should be fast, repeatable, and evidence-based. A clean model is two lanes:
- Lane A: Capability evidence — can the supplier consistently make the specified box?
- Lane B: Execution reliability — can the supplier ship, document, and respond predictably?
This exact separation is explained in PaperIndex’s verification framework: How to verify supplier capability (when the price list isn’t the risk). The same two-lane approach—capability evidence plus execution reliability—applies whether you’re sourcing corrugated boxes, kraft paper, or any industrial packaging material.
Two-Lane Verification Model
Effective supplier qualification examines two distinct dimensions. A supplier may excel in one area while falling short in another, so both lanes require attention.
Lane A is about production reality. Lane B is about operational reality.
A supplier can be technically capable and still unreliable on lead times. Another supplier can ship quickly but cannot hold consistent board performance. Either mismatch becomes expensive under stress.
Capability Checks For Corrugated Box Suppliers
Before requesting a price quote, gather evidence on manufacturing capability:
- Quality management system: Does the supplier hold relevant certifications (ISO 9001, BRC, or similar)? What is the scope of certification?
- Testing capability: Can the supplier perform ECT, BCT, or other required tests in-house? Are test results provided with shipments?
- Production constraints: What are minimum order quantities? What is the typical lead time for the required specifications? For buyers new to containerboard sourcing, MOQ and lead time surprises represent common failure modes that can be prevented through phase documentation before awarding orders.
- Traceability: Can the supplier trace materials and production batches if quality issues arise?
A useful mental model: ask whether the supplier can “hold” the spec—not merely “make” it once. The same logic appears in the capability mapping approach used for containerboard sourcing: The mill capability matrix
Execution Reliability Checks
Manufacturing capability means little if orders arrive late, damaged, or with incorrect documentation. This is where most emergency programs break:
- Lead-time realism: Does the quoted lead time align with production capacity and shipping logistics? Unrealistic promises often lead to delays. For packaging buyers managing multiple SKUs, kraft paper lead time management provides a cadence discipline framework that reduces expediting across all packaging categories.
- Documentation accuracy: Are commercial invoices, packing lists, and certificates typically accurate and complete?
- On-time history: What percentage of orders ship within the committed timeframe? Request references if possible.
- Problem resolution: How does the supplier handle quality complaints or delivery issues? Is there a defined escalation process?
A single line in an email is not a lead-time commitment. A written lead-time “phase” is better: order confirmation date, production window, dispatch date, delivery expectation. Short. Clear.
Risk Controls (Especially For International Sourcing)
International sourcing offers broader supplier options but introduces additional risk dimensions. These can be managed through structured approaches that are widely used in supply risk management:
- Multi-sourcing: Qualifying multiple suppliers rather than depending on a single source provides backup options if issues arise.
- Pilot-first awards: Starting with small trial orders allows verification of actual performance before committing significant volume.
- Staged ramp-up: Increasing order volume gradually as the supplier demonstrates consistent performance reduces exposure.
- Clear escalation paths: Establishing communication protocols and decision triggers before problems occur accelerates resolution when issues arise.
The containerboard MOQ and lead time surprises guide provides additional strategies for de-risking volume orders with new suppliers.
Verification Gate Checklist (Two-Lane Model)
Lane A — Capability Evidence
- [ ] Confirms wall/flute structure matches the RFQ
- [ ] Confirms testing capability for agreed strength expectation
- [ ] States known production constraints and tolerances
- [ ] Can provide traceability or quality records when requested
Lane B — Execution Reliability
- [ ] States lead time by phase (not a single vague number)
- [ ] States MOQ bands and flexibility triggers
- [ ] Confirms labeling/packaging requirements
- [ ] Has an escalation path for delays and defects
No guessing.
Step 3 — Sample: Prove Performance Before Scaling
Objection: “Sampling is a nice-to-have.”
Operational Truth: Testing at the sample stage represents a marginal cost compared to the catastrophic expense of a line-down event.
Verification establishes that a supplier should be able to deliver. Sampling proves that they actually can. This phase validates manufactured boxes to match specifications, tests performance under actual distribution conditions, and creates a documented baseline for future orders.
A practical sampling sequence often includes:
- Pre-production sample: confirms structure, fit, workmanship
- Line trial: confirms erecting, packing, sealing, and throughput behavior
- Handling/stack trial: confirms survivability in normal storage and movement
- Print proof (if needed): confirms barcode/branding behavior under scuff and handling
A sample that “looks right” can still fail on the line at 7:18 AM when the first jam hits. That is why acceptance criteria must be written before the sample arrives. The 5-step supplier verification checklist used in paper bag sourcing provides a parallel framework—documented gates before samples, samples before scale-up.
Define Acceptance Criteria Before The Sample Arrives
Define pass/fail gates before samples arrive. Establishing pass/fail gates in advance prevents subjective debates. Document results systematically—a simple spec-to-outcome log captures what was ordered, what was received, and how it performed.
Use pass/fail gates tied to real conditions:
- Fit: product and inserts sit correctly; closure works consistently
- Line run: no repeated jams or slowdowns under normal pace
- Stack: holds target stacking profile without buckling
- Handling: seams and corners survive normal impacts and moves
- Print: scans and looks acceptable after routine contact (if relevant)
Sampling & Acceptance Criteria Worksheet
| Test Area | What Gets Checked | Pass/Fail Definition |
| Fit | Product fit, closure, void behavior | No forced fit; closure is consistent |
| Line Run | Erecting, sealing, stacking on the line | No repeat jams; stable throughput |
| Stack | Pallet stack height and dwell time | No buckling at target stack |
| Handling | Typical bumps, transfers, staging | No seam failures; corners hold |
| Scan/readability + scuff tolerance | Scans reliably; acceptable appearance |
Step 3 Checklist (Sample)
- [ ] Pre-production sample matches the written spec
- [ ] Line trial is run under normal pacing
- [ ] Stacking/handling trial is recorded with pass/fail notes
- [ ] Results are logged against the spec for repeatability
A quiet logbook beats a loud incident report.
Step 4 — Contract: Stabilize Supply With Clear Governance (Not Blind Lock-In)
Objection: “Contracts lock teams in.”
Corrective Framework: Static contracts are traps; governed agreements are flexible strategic assets.
The final step transforms verified supplier relationships into stable supply arrangements—predictability without rigidity.
Contracts should stabilize what is stable, and leave room for what is not. The goal is not paperwork. The goal is predictability.
Set Inventory And Reorder Rules
Panic buying often results from inadequate inventory visibility. Establishing clear rules prevents surprises. Core elements:
- Demand forecast (even as a range)
- Safety stock target: Maintain buffer inventory to absorb demand variability and supplier delays. For businesses with limited working capital, understanding working capital strain from payment terms helps balance inventory protection against cash flow constraints—the same inventory-days calculation applies to corrugated box procurement.
- Reorder point trigger: Trigger new orders when inventory reaches a defined threshold, accounting for lead time
- Review cadence (monthly or quarterly): Schedule regular reviews to adjust parameters based on changing conditions
A shortage is often a timing failure, not a sourcing failure. The reorder trigger is the simplest fix.
Use A Hybrid Buying Model Where Appropriate
Many programs benefit from splitting demand rather than choosing exclusively between term contracts and spot purchases. Allocate a portion to contracted suppliers for price stability while retaining spot flexibility for market opportunities.
A practical guardrails mindset is explained here: Spot vs. term supply in containerboard (guardrails). This framework helps buyers balance price predictability with procurement flexibility—locking 60-80% of baseline demand while maintaining spot capacity for demand spikes.
Contract Governance: Term vs Spot Guardrails
| Element | Term Portion | Spot Portion |
| Purpose | Continuity for baseline demand | Flex for spikes and changes |
| Volume | Defined band (e.g., 60-80% of forecast) | Exceptions |
| Price | Fixed or index-linked with triggers | Market price at order time |
| Lead Time | Guaranteed (with penalty for delays) | Best available at order time |
| Quality | Defined standards with remedies | Per-order acceptance |
| Change Rules | Scheduled reviews + triggers | Faster adjustments |
| Risk | Lock-in if specs drift | Volatility in unit cost |
Normalize Quotes For True Comparability
Comparing quotes requires accounting for delivery terms. A lower price on one Incoterm basis may become a higher total cost when freight, insurance, and duties are included.
Incoterms clarify who pays for what, who controls freight, and where risk transfers. The ICC Incoterms® rules define responsibility transfers; the U.S. International Trade Administration’s guide provides practical explanations.
When comparing quotes, convert all offers to the same delivery basis. Use them to compare “to-door” costs on the same basis.
Incoterms Normalization Reference
| Term | What It Often Means In Practice | Buyer Must Add to Compare | What To Clarify Before Comparing |
| EXW | Buyer handles most logistics | All transport, export clearance, insurance, import duties | Origin handling, export steps, timing |
| FOB | Seller delivers to vessel at origin | Ocean freight, insurance, destination charges, duties | Port charges, freight assumptions |
| CIF | Seller covers cost/insurance/freight to port | Destination port charges, customs clearance, duties, inland transport | Insurance scope, destination charges |
| DDP | Seller delivers “to door” incl. duties | Seller bears all costs/risks to destination; Buyer typically responsible for unloading; compare prices directly | Named place, included/excluded fees |
The containerboard cost stack explained guide details components that affect landed cost beyond quoted price. For kraft paper buyers facing similar challenges, comparing quotes across Incoterms provides the normalization methodology that prevents costly apples-to-oranges comparisons.
Step 4 Checklist (Contract)
- [ ] Reorder trigger and safety stock are defined
- [ ] Term vs spot split is explicit (with triggers)
- [ ] Quote basis is normalized using Incoterms
- [ ] Review cadence is set (not “when something breaks”)
Governance is the difference between a contract and a trap.
Risk → Mitigation (The Short List That Prevents Most Chaos)
- Risk: Stockout → Mitigation: safety stock + reorder point + supplier lead-time bands
- Risk: Quality escape (crush/damage) → Mitigation: minimum spec language + sample acceptance gates
- Risk: Lead-time slippage → Mitigation: verification questions + written lead-time phases + staged ramp
- Risk: Total cost surprises (freight/terms) → Mitigation: Incoterms normalization and to-door comparability
Simple pairs. Repeatable decisions.
Sourcing Maturity Model: From Firefighting To Governed Supply
Myth-Busting: Panic Buying vs System Sourcing
| Myth | Reality |
| “It’s just a box.” | It is the bodyguard of the product and a visible signal of operational competence. |
| “Any supplier can make the same box.” | Specs, process control, and execution reliability create real performance differences. |
| “Verification slows everything down.” | Pre-verification is what enables fast decisions later without gambling. |
| “Cheapest unit price is the win.” | Total cost includes damage, expediting, downtime, and admin churn. |
If the only goal is the cheapest box regardless of quality, this system will feel uncomfortable. That is intentional.
The Four Levels
Organizations progress through predictable stages as they systematize sourcing:
| Level | What It Looks Like | What Changes Next |
| Level 1: Firefighting | Spot buys, unclear specs, repeated emergencies | Freeze the one-page spec |
| Level 2: Spec-First | Comparable RFQs, fewer surprises, still supplier variance | Add verification gates |
| Level 3: Verified Partners | Evidence-based sourcing, stable performance | Add sampling logs + governance |
| Level 4: Governed Supply | Contracts, triggers, review cadence, calm operations | Maintain and extend system |
A professional operation is rarely “lucky.” It is usually systemized.
Critical Failure Points and Mitigation
Failure Mode: Buying on unit price without comparability
Prevention: lock the one-page spec sheet first; then request quotes. Normalize all quotes to the same Incoterm and delivery point before comparing. Add freight, duties, and handling estimates to EXW or FOB quotes.
Failure Mode: Skipping verification under time pressure
Prevention: keep a pre-verified shortlist so emergencies do not force risky choices. Build a pre-qualified supplier list before urgency arises. Even a basic capability check before the first order reduces surprise failures. Supplier discovery can support the shortlist stage: Find suppliers
Failure Mode: Scaling before sampling and acceptance criteria
Prevention: stage awards—sample, trial, then ramp. Treat the first order as a trial regardless of urgency. Define acceptance criteria and document results before committing to ongoing volume.
Failure Mode: Contracting without inventory governance and review triggers
Prevention: define reorder triggers and review cadence so changes do not become crises. Include reorder points, safety stock levels, and scheduled review dates in supply agreements. Define conditions that trigger price or term renegotiation.
A quiet failure mode is the one to fear. The loud one is already visible.
Future Pathway: What To Systematize Next
The 4-step system is the foundation. The next layer is how to keep it stable as people, demand, and suppliers change.
Once the 4-step system is operational, natural extensions improve overall supply chain resilience:
- Create an audit-vs-trust decision tree for how deeply to verify new suppliers and how often to re-check existing ones. The remote vs. on-site supplier audit framework for kraft paper suppliers provides a risk-based decision matrix that applies equally to corrugated box procurement—match audit depth to order volume and supplier maturity..
- Extend the same system to adjacent packaging materials (tape, stretch wrap, labels, pallets) using the same Spec → Verify → Sample → Contract framework and sustainability requirements so procurement does not become a patchwork of exceptions.
- Integrate sustainability requirements into specifications from the outset. For corrugated packaging with certified content claims, verify FSC/PEFC certifications using the same registry checks and scope verification methods that prevent greenwashing in kraft paper procurement.
- Build a quarterly risk review ritual: documentation quality, performance variance, and contingency supplier readiness. Examine documentation quality, performance variance, and contingency readiness.
For a public indicator that corrugated-related pricing moves over time (context only, not a forecast), see the FRED producer price index series.
Take the First Step
Strategic corrugated box sourcing requires a shift from reactive purchasing to systematic verification. Start with specifications. Verify before committing. Sample before scaling. Contract with governance. Each step builds verified supplier relationships that transform sourcing from a source of anxiety into competitive advantage.
Resources
- Containerboard Cost Stack Explained: Freight, Fiber, Energy, and Surcharges—What Actually Moves Your Landed Cost
- Spot vs. Term Supply in Containerboard: When to Lock, When to Float, and How to Set Guardrails
- Containerboard MOQ and Lead Time Surprises: How to De-Risk Scheduling Before You Place Volume Orders
- The Mill Capability Matrix: Map What a Containerboard Supplier Can Actually Hold, Not What They Promise
- How to Verify Supplier Capability (When the Price List Isn’t the Risk)
- Mill Capability Matrix Template (PDF)
Frequently Asked Questions
What is the structural distinction between corrugated board and standard paperboard?
Corrugated board consists of a fluted medium—also called corrugating medium paper—sandwiched between flat linerboard sheets. This structure provides cushioning and stacking strength. The term “cardboard” often refers to various paperboard materials; corrugated board is the standard for shipping boxes due to its strength-to-weight ratio.
How do flute types affect box strength and cost?
Flute profiles (A, B, C, E, F) vary in height. Larger flutes (A, C) provide more cushioning; smaller flutes (E, F) offer better printing surfaces. Single-wall suits lighter loads; double-wall handles heavier products. Match specifications to actual requirements rather than defaulting to maximum protection.
How can a buyer verify a supplier quickly under time pressure?
Focus on essentials: confirm business registration and physical address, request quality certification evidence, ask for customer references, and request samples before committing volume. These steps take hours rather than weeks and filter out common problem suppliers.
Disclaimer:
This article provides educational information about corrugated box sourcing practices. Any numerical examples used are illustrative. Specific sourcing decisions should be based on individual business requirements and due diligence.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.