
📌 Key Takeaways
Vague moisture specs cost more than bad paper—they create hidden losses across your entire operation.
- Specs Fail Before Shipments Do: When purchase orders skip moisture targets or test methods, the resulting problems trace back to incomplete paperwork, not bad suppliers.
- Good Samples Hide Bad Batches: A roll can look fine and pass visual checks, then fail on the line after absorbing moisture during shipping or storage.
- Cheap Quotes Are Often Incomplete Quotes: Suppliers quoting lower prices may assume looser moisture limits than your line can handle—if your RFQ left those blanks open.
- Costs Compound Across Departments: Downtime, rejected rolls, rush freight, and strained buyer relationships all trace to the same root cause—different budgets, same spec gap.
- Shared Language Stops Hidden Losses: When Procurement, QA, and Finance use the same terms for moisture limits and test methods, spec problems become visible before they become expensive.
Lock your moisture tolerance and test method before the RFQ—not after the line stops.
Toilet tissue converters and procurement teams managing parent roll sourcing will find a practical cost-tracking framework here, preparing them for tighter specification language in their next purchase order.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The wrap looks fine. The batch still fails.
That is the problem with moisture degradation in toilet tissue raw materials. Specification drift costs money—but the damage often becomes visible only after the shipment has moved, the rolls have been stored, and the converting line finally exposes the real behavior of the sheet.
The converting line stops. A humidity-damaged toilet tissue parent roll refuses to unwind cleanly. QA flags moisture damage. The supervisor logs downtime. Finance records material loss. None of these labels capture the real problem: nobody locked the moisture tolerance before the purchase order left the building—a gap that becomes visible only after toilet tissue jumbo roll suppliers have shipped and the material reaches the converting line.
The shipment looked acceptable. The supplier provided a GSM (Grams per Square Meter) figure. The sample passed visual inspection. Weeks later—after ocean transit and warehouse humidity—the roll tells a different story. That story is expensive.
Why Moisture Degradation in Toilet Tissue Parent Rolls Is Not a Minor QA Issue
A good sample can still produce a bad batch. That is one of the most expensive misunderstandings in toilet tissue parent roll sourcing.
Moisture damage is often dismissed as an occasional nuisance. In practice, it converts small specification gaps into compounding business losses.
A sample may look clean, unwind smoothly in a limited trial, or appear close enough to the stated GSM—yet GSM and moisture content interact in ways that only surface under production conditions. Ultimately, the commercial risk lies in what happens later—after transit humidity, storage conditions, handling variation, and line speed expose what the specification failed to lock.
When a toilet tissue parent roll leaves a supplier’s warehouse, it carries the moisture content of that moment. If the purchase order omitted a target moisture range, conditioning environment, or verification test method, the roll’s moisture state remains undefined. This discrepancy stems from incomplete specification architecture rather than binary supplier negligence.
While visual inspection can flag severe instances of water ingress—such as physical edge swelling or condensation inside the wrapper—it typically cannot detect the subtle moisture drift that impacts runnability. Even a tightly wound roll will absorb atmospheric moisture—primarily at its exposed cross-machine edges and outer wraps—during transit or warehouse dwell, a phenomenon documented in our guide on 3 ways moisture content ruins in transit. This uneven moisture profile creates the consequences that surface on the converting line: uneven unwinding, ‘baggy edges’ that cause tears at tension points, and embossing jams.
Widely accepted paper-testing practice explains why that gap matters. ISO 287 defines the oven-drying method for determining the moisture content of paper and board. You must mention this specific standard in your RFQ to make the clause enforceable. TAPPI T 402 sets standard conditioning and testing atmospheres. TAPPI T 412 describes moisture as economically significant because it affects paper properties and runnability.
Those standards are necessary foundations, but they do not replace a toilet tissue-specific house specification and reporting discipline. A specification stating “moisture: 6%” without naming the test method is not a specification.
The Realized Margin Compression: Mapping Cost Layers Created by Moisture-Driven Specification Failure
When a moisture-warped toilet tissue parent roll reaches the converting line, the visible problem is only the first layer. The latent fiscal drain compounds beneath the surface.
Line stoppages, setup loss, and throughput disruption. When a roll jams, the line stops. Every restart requires setup time. Every setup produces waste while the line stabilizes. Minutes disappear first. Output follows.
Rejected or downgraded parent rolls. Severe damage renders rolls unusable. Less severe cases run at reduced speed with higher scrap rates, or output gets downgraded from premium private-label specifications to lower-tier SKUs. A batch may still run, but with more waste, more trimming, or a downgrade that turns a cheap-looking buy into an expensive one.
Rush freight, replacement sourcing, and planning volatility. A rejected batch creates schedule gaps. Replacement material rarely comes from the same supplier, at the same price, on the same timeline. Rush freight costs multiples of original ocean routing. If the material cannot be used, the cost moves beyond paper into quarantine, escalation, and emergency replacement decisions.
Retailer, converter, and internal credibility damage. Missed deliveries damage commercial relationships. Repeated quality issues erode internal confidence in the sourcing function. A line supervisor burned twice by problematic rolls will resist using that supplier again—even when the root cause was specification failure, not supplier performance. Private-label exposure does not begin at the retailer dock. It begins upstream, when a specification leaves too much undefined.
This compounding yield degradation represents only the primary layer of fiscal erosion. It is one line item. The broader cost sits across Procurement, QA, Operations, Logistics, and customer-facing teams. Different budgets. Same root cause.
How a Cheap Quote Turns Expensive Once Toilet Tissue Specifications Drift
An apparently cheap quote is often just an incomplete quote.
A supplier quoting lower FOB pricing may assume wider moisture tolerance than the converting line handles. If the RFQ omitted moisture targets or test methods, the supplier filled blanks independently. That assumption gap travels with the shipment.
When suppliers quote toilet parent rolls on different interpretive bases—undefined moisture tolerance, unnamed test method, differing sampling and reporting conditions—the numbers are not comparable.
Moisture-damaged rolls require special handling: warehouse segregation, line rework, expedited disposal. Each step carries an unbudgeted cost. One supplier may appear cheaper because the quote carries weaker assumptions about moisture control. Another may omit the reporting discipline needed to verify consistency lot by lot. A third may shift cost out of the unit figure and into freight, handling, or replacement pressure later.
When full landed cost—including to-door comparability—is calculated, the “cheap” quote becomes most expensive. What looked like savings becomes landed cost distortion.
Standardizing these technical requirements prevents administrative oversight from becoming a financial liability. It is what turns quote review into a defensible commercial exercise.
A Cost-of-Inaction Worksheet for a Single Moisture-Warped Batch
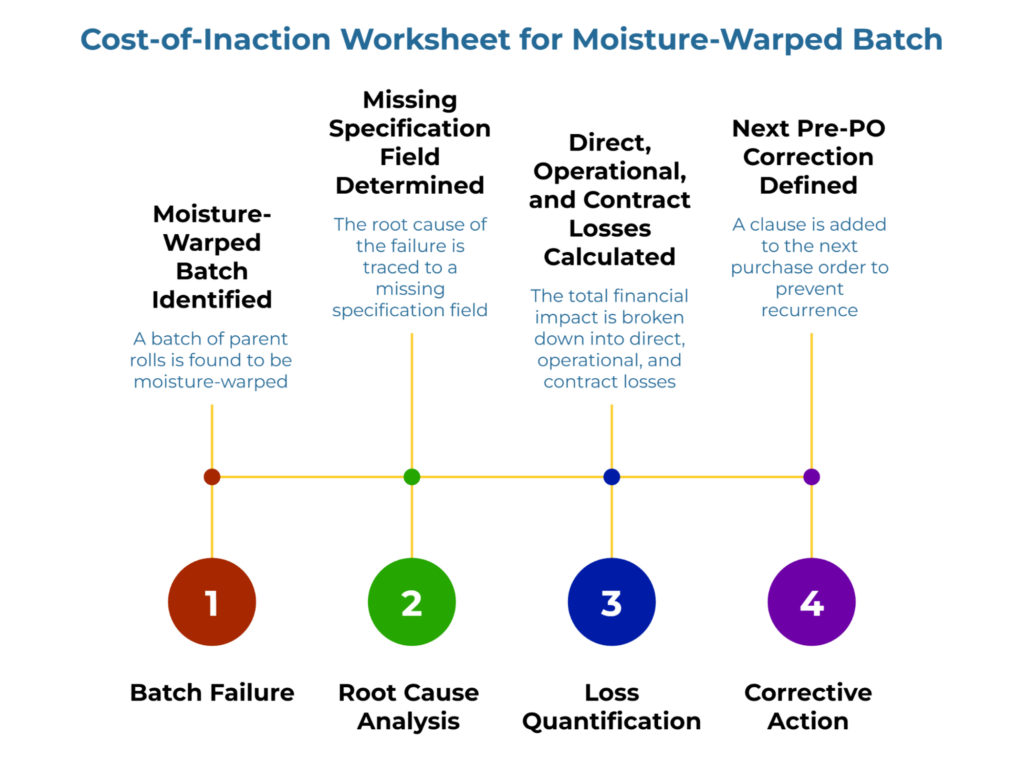
The unquantified material variance becomes actionable when documented—a principle explored in our framework for quantifying the impact of out-of-specification rolls on converting lines. This quantitative framework facilitates cross-departmental audits by mapping physical failures to specific fiscal variances.
To quantify the variance, apply the following formula:
Total Loss = (Vr * Cu) + (Dh * Rl) + Fe
where, Vr is volume rejected, Cu is unit cost, Dh is downtime hours, Rl is line rate, and Fe is freight escalation.
For one rejected or moisture-warped batch of parent rolls, capture the following:
- Batch or lot identifier: Which shipment failed?
- Observed moisture-related failure mode: Jam type, tear pattern, unwind behavior
- Root missing specification field: Missing tolerance, unnamed test method, verification gap
- Next pre-PO correction: Clause to add before next order
Then split the loss into three columns.
Direct loss: This includes rejected rolls, downgraded material, waste, rework, and any immediate containment effort. Line downtime estimate: hours lost multiplied by line cost rate. Material rejection or downgrade estimate: rolls affected multiplied by unit cost.
Operational drag: This includes downtime, setup loss, throughput disruption, replacement pressure, hidden freight, and schedule instability. Replacement freight or escalation estimate: rush routing premium. Planning disruption: overtime, rescheduling, second-source coordination.
Contract and relationship risk: This includes retailer exposure, private-label pressure, internal credibility loss, and the decision fatigue that follows repeated preventable failures. Retailer or customer impact: complaints, penalty exposure.
No benchmark is needed to make this useful. Fill in the numbers that exist inside the business. Leave placeholders where a team still needs to estimate. The worksheet matters because it ties every loss back to a missing field, weak tolerance, unnamed test method, or verification gap.
Which Toilet Tissue Specification Fields Must Be Locked Before Supplier Comparison Starts
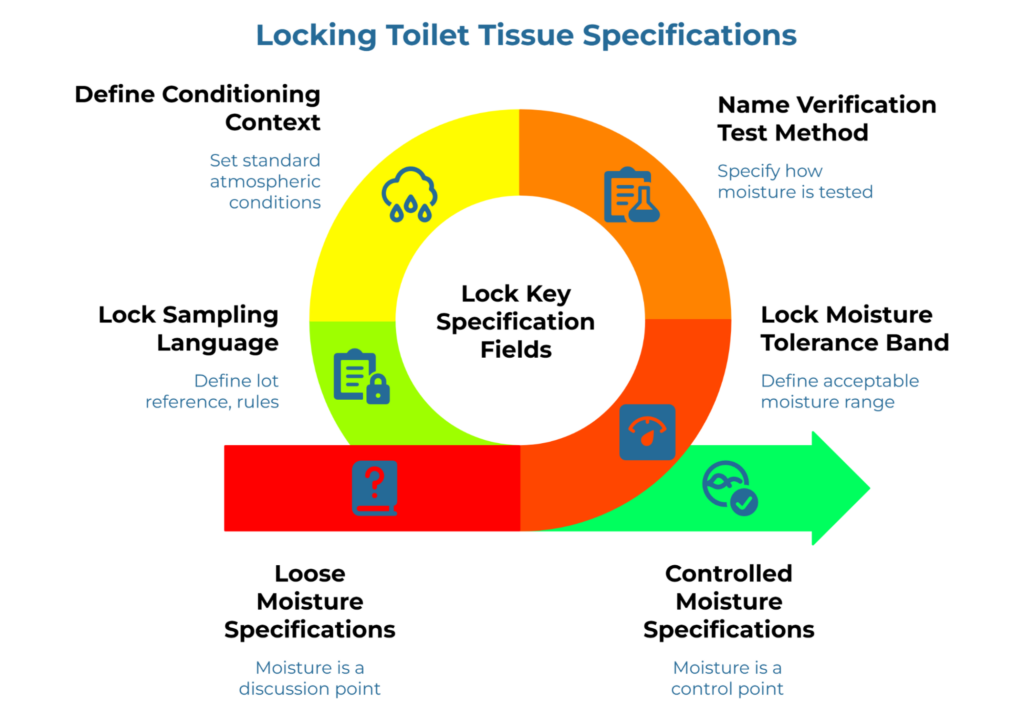
Moisture content should be specified as target value with tolerance band—for example, 6.0% ± 1.0%. The specification must name the verification test method. ISO 287 defines the oven-drying method for determining moisture content. TAPPI T 412 addresses moisture significance for runnability and physical strength. TAPPI T 402 defines standard conditioning atmospheres.
At a minimum, the specification should lock the moisture tolerance band, the named test method, the conditioning context, and the sampling and reporting language—fields detailed in toilet tissue parent roll technical specifications. Without those elements, moisture becomes a discussion point instead of a control point.
Moisture affects GSM readings, bulk, absorbency, and converting behavior. These fields interact. A batch can satisfy one field and still create converting trouble if the broader specification architecture stays loose. Moisture governance cannot be separated from broader specification normalization.
Testing one roll from fifty may not represent the batch. Define lot reference, sampling rules, and reporting conditions matching your RFQ requirements.
Why Procurement, QA, and Finance Need the Same Vocabulary
Aligning QA and procurement is cross-functional governance, not solely a QA project. If one team sees moisture as a lab detail and another sees cost as freight only, the systemic operational leakage remains unaddressed.
What Procurement needs from QA before quote comparison: What moisture range does the line tolerate? What test method verifies incoming material? Quotes requested before answering these questions are not comparable. Without that input, Procurement is not really comparing suppliers. It is comparing different interpretations of risk.
What Finance needs from Procurement to understand the true cost: A supplier delivering consistently within tolerance at higher unit price may cost less than one delivering inconsistently at lower unit price. Finance cannot distinguish without specification performance visibility.
Finance needs Procurement to translate technical ambiguity into commercial language—not broad claims, but specific categories: downtime, yield loss, rework, hidden freight distortion, schedule disruption, contract risk. Once those categories are visible, specification normalization stops looking like administrative friction and starts looking like financial risk mitigation.
The terminology Procurement uses to compare quotes must align with the terminology QA uses to accept or reject material. That shared language changes the internal conversation.
From Hidden Losses to Defensible Standards
The most damaging moisture-related failures in toilet tissue converting do not begin on the line. They begin when the specification leaves too much open—before the PO, before the shipment, and before the batch is asked to perform under real converting conditions.
The cumulative margin erosion accelerates: downtime hours, rejected batches, buried freight charges. No single incident appears catastrophic. Cumulative drag erodes margin and strains relationships.
Lock moisture tolerance before the RFQ—whether sourcing from tissue paper mills or exporters. Name the test method in the purchase order. Give procurement, QA, and finance shared vocabulary through specification normalization.
Specification normalization converts toilet tissue parent roll sourcing from reactive firefighting into defensible operational governance.
Disclaimer:
This content is for informational purposes only and does not constitute professional procurement, QA, financial, or legal advice. Cost frameworks, specification approaches, and test method references (ISO, TAPPI) are illustrative; actual losses and outcomes vary by operation, supplier, and transit conditions. Consult qualified specialists before implementing changes.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.