
📌 Key Takeaways
Moisture content can physically transform a toilet tissue parent roll between dispatch and arrival, even when paperwork shows everything in order.
- Moisture Softens the Sheet: Rolls absorb humidity in transit, causing fibers to swell and behave differently on converting lines despite meeting GSM targets.
- Transit Warps Roll Shape: Outer layers absorb more moisture than inner layers, creating wavy edges and soft spots that cause tension spikes and web breaks.
- Vague Specifications Trigger Disputes: When moisture requirements aren’t written down, suppliers interpret them differently, making quote comparison unreliable.
- Name Your Test Method: Citing ISO 287 for moisture testing and TAPPI T 402 for conditioning removes ambiguity before the shipment leaves the mill.
- Set a Tolerance Band: A single target number isn’t enough—define an acceptable moisture range so every supplier quotes against the same expectation.
Compare measured tolerances, not visual confidence.
Toilet tissue converters sourcing parent rolls internationally will find practical specification-writing guidance here, preparing them for the detailed supplier comparison that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The roll looked perfect.
It left the mill with a certificate of analysis confirming GSM, bulk, and softness within tolerance. The packaging was intact. The supplier’s quality team signed off. Yet three weeks later, on your converting floor, the same roll behaves like a different material entirely. Tension drifts. Edges catch. The line slows, and your operators start adjusting settings that worked fine yesterday.
You have seen this before. A shipment arrives with documentation in order, visual inspection unremarkable—and still something is wrong. This inconsistency injects operational volatility into the converting process, bypassing the safeguards of standard procurement protocols. This is why you must strip hidden variables from your next toilet tissue parent rolls RFQ before supplier outreach begins.
This article explains why that happens. Moisture content, often treated as a secondary line item on a specification sheet, can physically transform a toilet tissue parent roll between dispatch and arrival. Understanding these three failure modes will help you write specifications that account for what actually happens during transit, not just what the mill measured at the gate.
Why Moisture Content Matters for Toilet Tissue Parent Rolls in Transit
Moisture content is not a static number. It reflects how much water the cellulose fibers in a toilet tissue sheet are holding at a specific moment, under specific conditions. Change the conditions, and the reading changes too.
Paper fibers are hygroscopic. They absorb moisture from humid air and release it into dry air. This is not a flaw in the material—it is how cellulose behaves. The problem arises when a toilet tissue parent roll is tested and approved in one environment, then shipped through another entirely.
A roll dispatched from a climate-controlled mill might spend weeks in a container crossing humid equatorial shipping lanes. The air inside that container differs significantly from the air in the mill’s quality lab. If the roll absorbs moisture along the way, its physical properties shift. The sheet that met specification at dispatch may no longer behave the same way at arrival.
A roll can meet nominal GSM and still behave differently after moisture uptake—a problem explored further in our guide on the danger of visual samples in toilet tissue raw materials procurement. GSM measures mass per unit area according to standards like ISO 12625-6, but it does not capture how fibers are holding together or how the sheet will respond to mechanical stress.
Failure Mode 1: Fiber Swelling and Hygroexpansion Compromise Web Tension
When a toilet tissue sheet absorbs moisture, its fibers swell. The bonds between fibers loosen. The result is typically a more pliable sheet with reduced tensile strength.
That might sound acceptable until you consider what this means for handling and converting. Because fibers expand as they absorb moisture, the paper web undergoes hygroexpansion. In a tightly wound parent roll, this dimensional growth creates severe internal stress, often resulting in baggy edges, corrugations, or a roll that arrives structurally distorted rather than simply feeling slack. The outer layers may compress more easily. The sheet itself may stretch or deform under tensions that previously caused no trouble.
On a high-speed converting line, these subtle changes translate into real problems. Inconsistent tension. Uneven unwinding. Edge instability that forces operators to slow the line or adjust settings mid-run—failures that often trace back to why purely visual samples cause toilet tissue line jams.
The difficulty is that nominal GSM does not capture this change. A roll can still meet its declared GSM and yet behave differently because the moisture content has shifted. As fundamental paper physics principles dictate, moisture affects paper properties including shrinkage, dimensional stability, and physical strength. Test methods like TAPPI T 412 provide the gravimetric protocol for measuring this moisture, but it is the underlying disruption of fiber hydrogen bonding that drives the physical changes.
Failure Mode 2: Transit Humidity Can Distort Roll Geometry and Destabilize Runnability
Moisture absorption is rarely uniform. The outer layers of a parent roll are more exposed to ambient humidity than the inner layers. During an extended voyage through humid conditions, the outer wraps may absorb more moisture than the core.
This differential absorption creates internal stress. The outer layers expand while the inner layers stay closer to their original state. Over time, this can distort roll geometry. Edges may become wavy. The roll may develop soft spots or lose its cylindrical uniformity.
On a high-speed converting line, geometry problems become runnability problems. Geometric deviations trigger localized tension spikes, lateral web instability (edge wander), or catastrophic web breaks. Operators often troubleshoot these issues as machine problems first—adjusting tension settings, checking alignment, inspecting bearings. The roll itself may not be the first suspect until the pattern repeats with the next shipment.
Humidity-induced structural drift compromises runnability before conversion. For private-label programs, this variability risks non-compliance with finished-product tactile benchmarks because retailer partners expect consistency in the finished product. When geometry shifts cause converting variability, the finished-product quality can drift away from the intended feel and structure—even when paperwork appears close enough.
Humid trade corridors present higher exposure risk. A roll shipped across tropical or monsoon regions in summer faces different conditions than the same roll shipped in winter. The specification that worked for one season may not account for the other. Research into paper humidity sorption confirms that paper sheets respond measurably to changing humidity conditions—a principle that applies directly to toilet tissue parent rolls in transit.
Failure Mode 3: Unspecified Moisture Assumptions Create Disputes, Delays, and Rejections
When moisture expectations are not written into the specification, accountability becomes murky.
A roll arrives, fails to run properly, and the dispute begins. The supplier points to the certificate of analysis: the roll met specification at dispatch. The buyer points to the converting floor: the roll is not performing. Both are telling the truth, and neither can prove what happened in between.
This ambiguity is where assumption drift begins. One supplier may quote against an internal interpretation of acceptable moisture levels. Another may use a different interpretation. On paper, both quotes may look comparable. In operation, they may not be comparable at all. The supplier interpretation gap widens precisely because the specification left room for each party to fill in the blanks differently.
The commercial consequence is friction. Rejected shipments trigger rework, replacement negotiations, and strained relationships. Quality teams spend hours documenting failures that could have been prevented with clearer upfront language. Retailer and private-label partners lose patience when inconsistency reaches their shelves.
The root cause is not bad faith. It is ambiguity. When the specification does not name a moisture test method, a reporting basis, a conditioning protocol, or a tolerance band, every party interprets the requirement through their own lens. That interpretation gap undermines apples-to-apples supplier comparison—a challenge addressed directly in our guide to normalizing toilet tissue parent roll quotes. A buyer reviewing quotes from multiple toilet tissue parent roll suppliers may believe they are comparing equivalent products when they are actually comparing different measurement assumptions.
Technical Specification Requirements for Moisture Mitigation
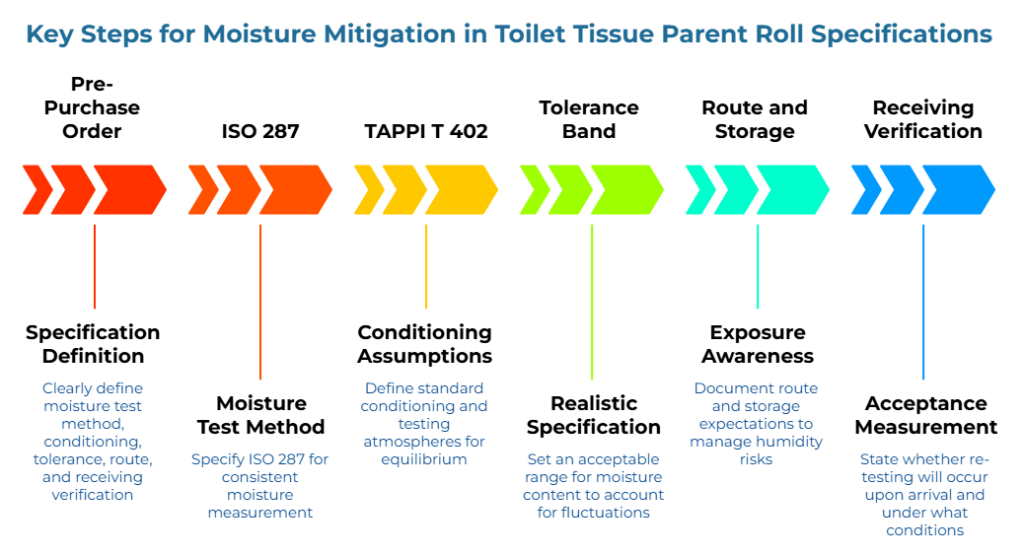
Preventing moisture-driven failure starts before the purchase order is issued. The specification is where expectations should be defined clearly.
Name the moisture test method and reporting basis. ISO 287 is the international standard for determining moisture content of a lot of paper and board. Naming the test method removes ambiguity about how the measurement was taken and what it represents.
Define conditioning assumptions. TAPPI T 402 specifies standard conditioning and testing atmospheres for paper and paperboard, helping materials reach equilibrium before measurement. If your specification does not state conditioning requirements, you cannot assume the supplier used the same baseline you expect—a gap that the practical framework for normalizing global EXW and CIF toilet tissue raw material specifications helps close.
Set a tolerance band. A single target number is insufficient. Moisture content fluctuates, and a realistic specification acknowledges this by defining an acceptable range—a principle covered in depth in four steps to normalize absorbency and moisture tolerances before evaluating toilet tissue paper parent roll suppliers. A target without a tolerance band leaves room for interpretation at the exact point where comparability matters most.
Document route and storage expectations. If the shipment will cross a high-humidity corridor or sit in a non-climate-controlled warehouse, say so. This establishes shared awareness of exposure risk.
Include receiving verification language. State whether you will re-test moisture at arrival and under what conditions. This closes the loop between dispatch measurement and acceptance measurement.
A Simple Rule for Better Toilet Tissue Parent Roll Comparability
Moisture content belongs beside GSM and bulk in every toilet tissue parent roll specification. It is not a background variable. It is a physical property that affects how the roll behaves on your converting line.
The rule is straightforward: Compare measured tolerances, not visual confidence.
A roll that looks acceptable and a roll that runs acceptably are not always the same roll. Moisture-driven change is invisible until it reaches the line. Specification discipline is the countermeasure. When moisture expectations are named—test method, conditioning basis, tolerance band, verification protocol—you shift from hoping the roll arrives unchanged to knowing what changed and why. For a structured approach to this, see the toilet tissue paper specification-to-normalization checklist.
For more guidance on writing tighter toilet tissue parent roll specifications, continue with PaperIndex Academy resources. Once your specification language is clearer, you can explore verified toilet tissue parent roll suppliers or review available toilet tissue mills with greater confidence in what you are comparing.
Disclaimer
This article is for informational and educational purposes only. Moisture behavior, transit conditions, and converting outcomes vary based on specific shipping routes, storage environments, supplier practices, and your equipment configurations. Readers should consult qualified technical professionals and conduct their own testing before finalizing specifications or making procurement decisions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.