📌 Key Takeaways
Retailer rejections trace back to vague parent roll specifications, not problems on the converting line.
- Specifications Need Four Parts: Every parent roll specification needs a target value, tolerance band, named test method, and conditioning rule, not just a single number.
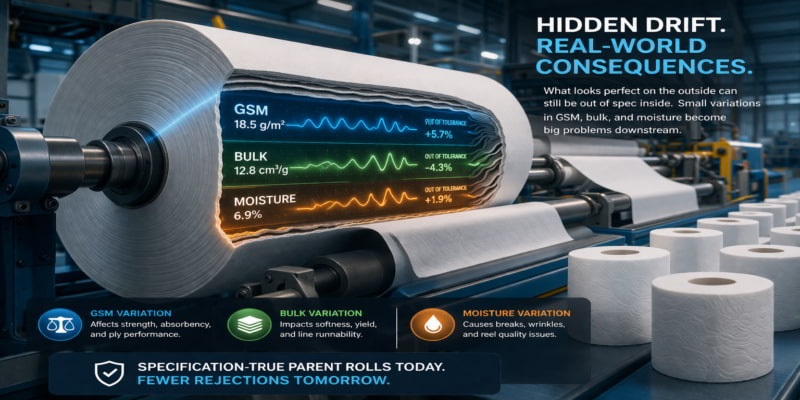
- Visual Checks Miss Hidden Drift: Looking at a roll and checking paperwork won’t catch moisture shifts, bulk changes, or GSM variations that cause line problems later.
- Suppliers Fill Gaps Differently: When specifications are vague, each supplier interprets them their own way—creating rolls that behave differently even if the GSM looks the same.
- Retailers See the Result, Not the Cause: QA teams measure finished toilet tissue, not incoming parent rolls, so the real problem stays hidden until it’s too late.
- Align Before You Source: Procurement and plant teams must agree on tolerances, test methods, and evidence requirements before requesting quotes.
Clear specifications upstream prevent rejected shipments downstream.
Private-label converters and procurement managers handling toilet tissue sourcing will find practical controls here, preparing them for the detailed specification guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A private-label toilet tissue shipment fails retailer QA. The packaging looks fine. The rolls appear consistent. But somewhere between the converting line and the retail distribution center, something went wrong.
The instinct is to investigate the finished product. Was the embossing uneven? Did sheet counts vary between rolls? These are the symptoms retailers measure. But the root cause often sits further upstream, hidden inside the parent roll specification that governed the entire production run.
Retailer rejection is frequently a specification control problem, not a finishing problem. When parent roll GSM, bulk, moisture tolerance, or test-method expectations are left vague or open to interpretation, downstream failure becomes predictable rather than surprising.
Retailers Reject the Finished Toilet Paper, but the Failure Often Starts at the Parent Roll
Retailers evaluate what arrives at their distribution centers. They measure sheet softness, roll firmness, dimensional consistency, and ply adhesion. When a private-label toilet tissue lot fails these checks, the rejection lands on the converter’s desk.
But converters do not create the fiber. They transform parent rolls into finished products. If the incoming parent roll carried hidden variability—bulk that shifted between shipments, moisture that drifted outside expected ranges, GSM that sat beyond an unspoken tolerance—the finished toilet tissue was compromised before converting even began.
A roll can look fine on paper, enter production, and still create line instability or finished-roll inconsistency later. That is why the real business case here is not price negotiation. It is protecting the private-label relationship, reducing avoidable QA failures, and keeping procurement, plant, and product teams aligned around the same measurable standard.
Where Toilet Tissue Parent-Roll Specification Misalignment Begins
A parent roll specification is not a single number; it is a system of interlocking controls: target values, tolerance bands, named test methods, and conditioning requirements. When any element is missing or ambiguous, supplier interpretation fills the gap—and interpretations vary.
Nominal GSM Without Tolerance Bands
A supplier quotes 18.5 GSM. But, measured how? Under what conditions? With what allowable variance?
Without a defined tolerance band, one supplier may ship rolls at 17.8 GSM and consider it acceptable. For guidance on establishing these parameters, see how to set baseline GSM and bulk specifications for toilet tissue paper contracts. Another may ship at 19.2 GSM. Both believe they met the specification. The converter receives rolls that behave differently on the line.
ISO 536 provides a standardized test method for determining grammage. TAPPI T 410 explains that the U.S. commercial term “basis weight” is commonly used for the same concept, while grammage is expressed in g/m². That technical precision matters because a quoted nominal value, without an agreed tolerance, still leaves room for materially different toilet tissue parent rolls to be treated as “equivalent.”
Bulk Targets Without Agreed Measurement Conditions
Bulk affects softness perception, roll diameter, and sheet count. A parent roll with lower bulk produces a tighter finished roll and a different hand feel. Retailers do not buy a number on a data sheet. They buy a finished product that must feel, build, wind, and present consistently.
Bulk measurement depends on applied pressure and the conditioning state of the sample. TAPPI T 580 addresses thickness measurement for tissue products, using a low-pressure approach because tissue’s collapsible structure requires much lower pressure than the standard caliper method for more rigid paper and paperboard.
If bulk or caliper is discussed without measurement conditions suited to tissue, supplier comparisons become unstable before production even begins.
Moisture Assumptions Without Named Test Methods
Moisture content influences converting behavior significantly. A parent roll at 6% moisture handles differently than one at 8%. Tensile response changes. Edge curl risk shifts. Dust generation varies. Understanding how moisture content affects toilet tissue parent rolls in transit is essential for preventing these issues.
ISO 287 specifies an oven-drying method for determining moisture content of paper and board. TAPPI T 412 states that moisture affects paper properties such as dimensional stability, physical strength, and runnability. For a toilet tissue converter, the operational implication is straightforward: a parent roll can appear acceptable at receipt yet behave differently after storage, transit, conditioning, or line exposure if moisture expectations were never defined with a named test method and tolerance.
If the purchase order simply states “moisture within normal range” without naming a test method or numeric window, the supplier decides what “normal” means. The phrase “the supplier hit the right GSM” does not settle the issue. GSM accuracy does not neutralize moisture drift.
Supplier Interpretation Gaps When the Specification Is Incomplete
Ambiguity in the technical specification forces suppliers to rely on internal baseline assumptions, leading to unquantified variance.
This is not dishonesty. It is the predictable result of ambiguity. When the specification leaves room for interpretation, suppliers interpret. Different interpretations produce different parent rolls, different converting behavior, and different finished toilet tissue outcomes.
The goal is not to make the document longer. The goal is to make the meaning stable before the material moves. A specification-true approach to normalizing toilet tissue parent roll quotes provides the framework for achieving this stability.
Uncontrolled specification drift manifests as converting instability. Learning how to strip hidden variables from your next toilet tissue parent rolls RFQ helps prevent this drift before it begins. When moisture or bulk deviate from the machine’s calibrated settings, operators must over-compensate, leading to lot-to-lot inconsistency. Because retailers audit the finished roll’s firmness and feel, these upstream variables become the primary driver of QA rejections.
Why Visual Samples and Nominal Numbers Create False Confidence
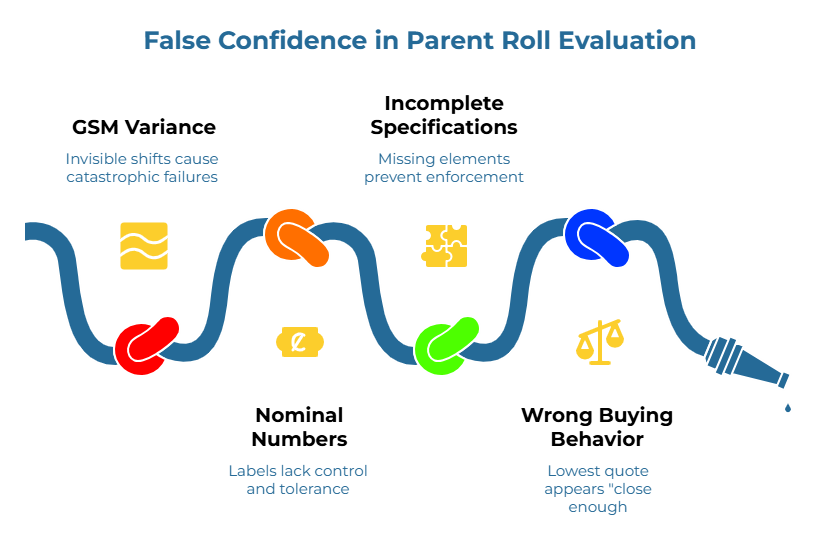
Many converters evaluate parent rolls through visual inspection and a nominal GSM statement. The roll looks acceptable. The paperwork states 18.5 GSM.
Reliance on visual inspection overlooks the ± 2-3% variance in GSM or moisture shifts that remain invisible to the naked eye but catastrophic to high-speed converting lines.
A nominal number without a tolerance is a label, not a specification. Labels describe. Specifications control. Visual checks have value, but only as a secondary screen. They are weak as a primary control tool.
A visual sample, touch test, or nominal GSM statement cannot reliably capture whether the toilet tissue parent roll was defined with the right tolerances, named test methods, conditioning rules, and sampling expectations. Visual comparison also tends to encourage the wrong buying behavior: the lowest quote starts to look “close enough” when the real variables are still undefined.
The shift required is methodological. A usable parent roll specification includes the target value, the tolerance band, the named test method, and the conditioning or sampling rule. Without all four elements, the specification cannot be enforced. What cannot be enforced cannot be controlled.
The line and the retailer will eventually test what the sample never proved.
The Root-Cause Chain: From Parent Roll to Retailer Rejection
The causal sequence is direct:
Loose specification language on GSM, bulk, moisture, or measurement conditions → different supplier interpretations of the same nominal requirement → changed parent-roll behavior during storage, transit, conditioning, or converting → finished toilet tissue inconsistency in the private-label run → retailer QA rejection of the finished product
The parent roll arrives with a specification gap. The GSM tolerance was undefined. The moisture test method was unnamed. The bulk measurement conditions were unspecified.
Converting behavior changes. The line reacts to material properties it was not configured to handle. Operators adjust. Some runs perform better than others.
Finished toilet tissue output loses consistency. Roll-to-roll and lot-to-lot variation appears. The variation may fall within internal tolerance but outside retailer expectation.
Retailer QA detects failure at the finished-product stage. The shipment is rejected. The contract is questioned. The relationship is strained.
The GS1 Package Measurement Rules exist to support clear, unambiguous communication of nominal measurement attributes across retail and non-retail settings. The principle carries over here: when the language around measurement is ambiguous, commercial alignment becomes fragile.
What a Specification-True Toilet Tissue Parent-Roll Baseline Should Include
Preventing retailer rejection starts with preventing upstream ambiguity. A specification-true baseline includes four elements.
Target Value Plus Tolerance
Every critical property needs both a target and an acceptable range. GSM 18.5 ± 0.5. Bulk 3.2 mm per 8 sheets ± 0.15 mm. Moisture 7.0% ± 1.0%.
The tolerance defines the boundary between acceptable and rejectable. Without it, there is no enforceable standard.
Named Test Method
The test method determines how the property is measured. ISO 536 for grammage. ISO 287 for moisture. TAPPI T 580 for tissue thickness.
Different test methods can produce different results on the same sample. The named test method eliminates measurement ambiguity and ensures buyer and supplier speak the same technical language.
Conditioning and Sampling Rule
Paper properties change with environmental conditions. A parent roll tested immediately after production may show different moisture than the same roll tested after transit and warehouse storage.
The specification should define the conditioning state at which testing occurs and the sampling protocol. The 4 steps to normalize absorbency and moisture tolerances before evaluating suppliers provide a practical framework for this alignment. How many rolls per shipment? How many samples per roll? Where on the roll are samples taken?
Acceptance Evidence Required at Quote and Delivery Stages
A complete specification includes the evidence required to prove compliance. Certificate of analysis at shipment. Receiving inspection protocol at delivery. Retained samples for dispute resolution.
This evidence structure protects both parties. The supplier demonstrates conformance. The buyer verifies conformance. Disputes become technical discussions rather than accusations.
What Procurement and Plant Teams Should Align Before the Next Supplier Decision
Retailer rejection is not solely a QA problem or a procurement problem. It is a specification alignment problem spanning both functions.
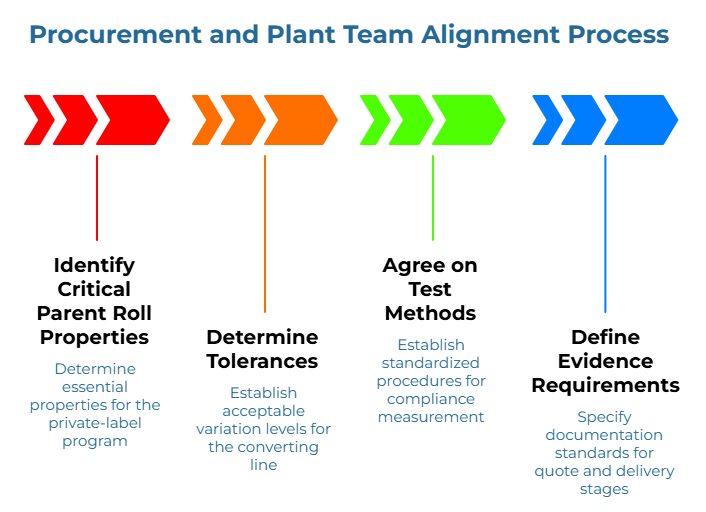
Before the next supplier decision, procurement and plant teams should align on four questions.
What are the critical parent roll properties for this private-label program? Not every property matters equally. Identify the parameters where variation creates converting instability or finished-product inconsistency.
What tolerances will the converting line actually need? The plant knows what variation it can absorb. Procurement needs that input before writing the specification.
What test methods and conditioning rules will govern acceptance? Both parties must agree on how compliance will be measured. Disagreement after shipment arrives is too late.
What evidence will be required at quote stage and at delivery? Define the documentation standard before requesting quotes. Suppliers who cannot provide evidence should not be evaluated on price alone.
This alignment requires conversation between functions that often operate separately. The alternative—undefined specifications, inconsistent parent rolls, converting instability, and retailer rejection—costs more than the time invested in alignment. That work is what helps procurement behave more like engineering than guesswork.
Specification standardization is not administrative overhead. It is the primary defense against preventable quality failure. When the parent roll specification is clear, complete, and enforceable, the converting line can perform as designed. Strict specification adherence ensures the finished product aligns with retailer QA protocols, securing the long-term viability of the private-label contract.
For methodology-first guidance on paper specifications and sourcing, explore PaperIndex Academy. For deeper practical guidance, review why visual samples cause toilet tissue line jams (and what to do instead) and use understanding the toilet tissue paper specification-to-normalization checklist as a bridge between plant requirements and sourcing documents. To discover verified suppliers, review toilet tissue parent roll suppliers or toilet tissue mills.
Frequently Asked Questions
Can finished toilet paper fail retailer QA even if the supplier quoted the right GSM?
Yes. GSM alone does not control bulk, moisture content, caliper behavior, or measurement conditions. A quoted number can be correct while the finished product still becomes inconsistent.
Why is bulk as important as GSM in toilet tissue parent-roll sourcing?
Toilet tissue performance depends on structure, not mass alone. Bulk affects roll build, feel, winding behavior, and the consistency retailers see in finished output.
What role does moisture control play in private-label toilet paper rejection risk?
Moisture affects runnability and physical behavior. If moisture tolerance and test method are vague, the parent roll can behave differently during storage, transit, conditioning, or converting and create downstream QA problems.
Why are visual samples not enough for toilet tissue parent-roll approval?
Visual checks cannot confirm tolerances, named test methods, or supplier-to-supplier comparability. They can support review, but they cannot replace a controlled specification.
Disclaimer:
This article is for educational purposes only. It does not constitute legal, contractual, or retailer-specific compliance advice.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.