
📌 Key Takeaways
Grade labels tell you the category, not whether a specific mill can hold your tolerances at line speed.
- Qualification Proves Repeatability: Verify a mill’s ability to meet your pilot-ready specifications under real operating conditions before awarding volume contracts, preventing costly production disruptions.
- Method Alignment Eliminates Disputes: Name exact ISO or TAPPI test methods in your specs (ISO 536 for basis weight, ISO 2758 for burst, ISO 287 for moisture) so supplier COAs (certificate of analysis) and your QA results are directly comparable.
- Capability Matrices Beat Vendor Lists: Compare mills on moisture stability, cross-direction profile control, Cpk values, and certification scope—not just capacity and price—to shortlist suppliers whose process control matches your tolerance windows.
- Pilot-First Acceptance Gates Scale-Up: Define measurable PASS criteria (stable run at target speed, COA match, moisture/CD profile in window, retention samples logged) before ordering trial reels to make objective go/no-go decisions.
- Contract Quality Gates Lock Conformance: Write acceptance windows, named test methods, COA timelines, and corrective action triggers into supply agreements to prevent specification drift after the ink dries.
Spec clarity → capability proof → locked-in quality = fewer line stops and predictable costs.
Procurement and sourcing teams at packaging converters will find a systematic framework here, bridging containerboard grade selection to the evidence-based mill qualification process detailed in the sections that follow.
You’ve refined your containerboard specifications—basis weight, caliper, moisture windows, even named your test methods. Now comes the harder question: which mill can actually deliver these specs consistently, at line speed, without the costly surprises that derail production schedules?
Grade labels like “testliner” or “kraft liner” tell you the category. They don’t tell you if a specific mill can hold ±3% on basis weight at 400 m/min, or whether their moisture control prevents the warp that stops your corrugator mid-run. Procurement teams face this gap daily: lab certificates look clean, but the first production run reveals profile inconsistencies, failed ECT tests, or reels that telescope in transit.
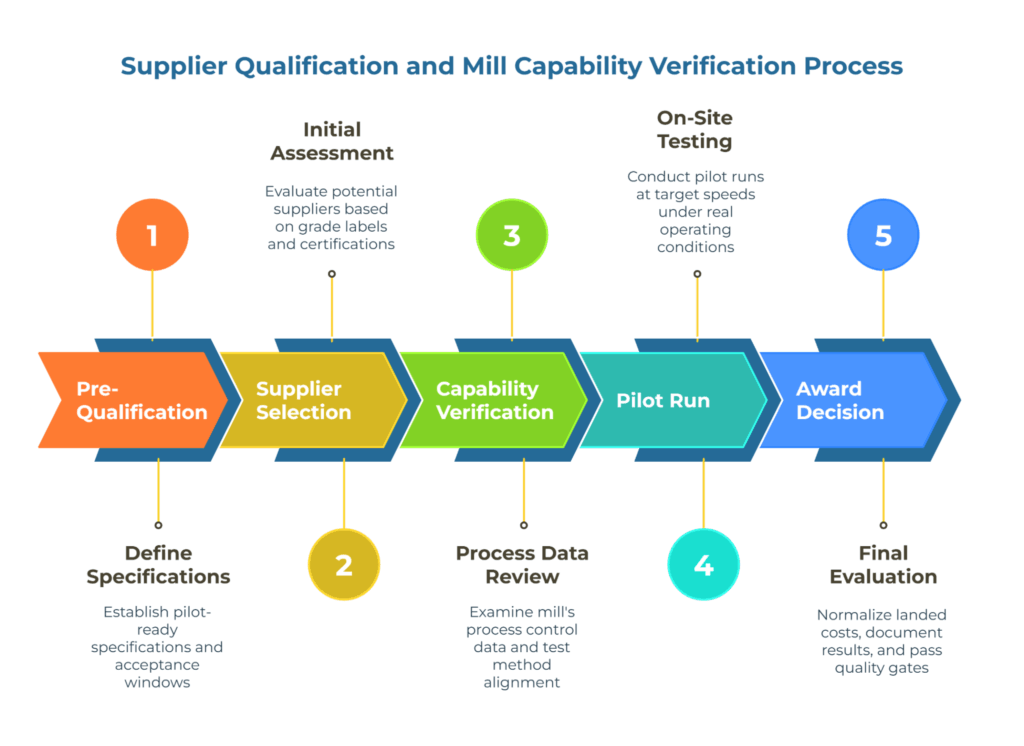
This guide bridges that gap. You’ll move from finalized specifications to proven mill capability through a structured qualification process: building a capability matrix that compares what actually matters, designing pilot acceptance criteria that stress-test performance before scale-up, and establishing quality gates that lock in repeatability. The outcome is first-time-right supplier selection, fewer line stops, and the confidence that your containerboard will perform as specified when it matters most.
Why Grade Labels Alone Fail To Predict Line Performance
Supplier Qualification and Mill Capability verification exists to answer a single question: can this mill repeatedly deliver material that meets your specifications under real operating conditions? Grade names provide a starting category—liner, medium, testliner—but they don’t predict how a reel will behave at tension, how moisture will stabilize after transit, or whether burst strength holds across an entire production lot.
The disconnect appears when procurement teams source by grade label and basis weight alone, then discover during production that two “120 gsm testliners” from different mills perform completely differently. One runs cleanly at target speed; the other causes frequent stops due to caliper variation that throws off the corrugator’s gap settings. Both suppliers provided compliant lab certificates. The difference lies in process capability—the mill’s ability to control tolerances, manage moisture profiles, and maintain consistency across shifts and production batches.
This capability gap creates three recurring problems. First, downtime costs accumulate when material doesn’t run as expected, forcing unplanned stops to adjust machine settings or reject non-conforming reels. Second, the finished board fails ECT or BCT targets because incoming liner or medium didn’t meet the tighter tolerances your corrugator requires, leading to customer complaints or rejected shipments. Third, you waste time and resources qualifying suppliers reactively—discovering problems only after awarding volume contracts, then scrambling to find alternatives while managing production disruptions.
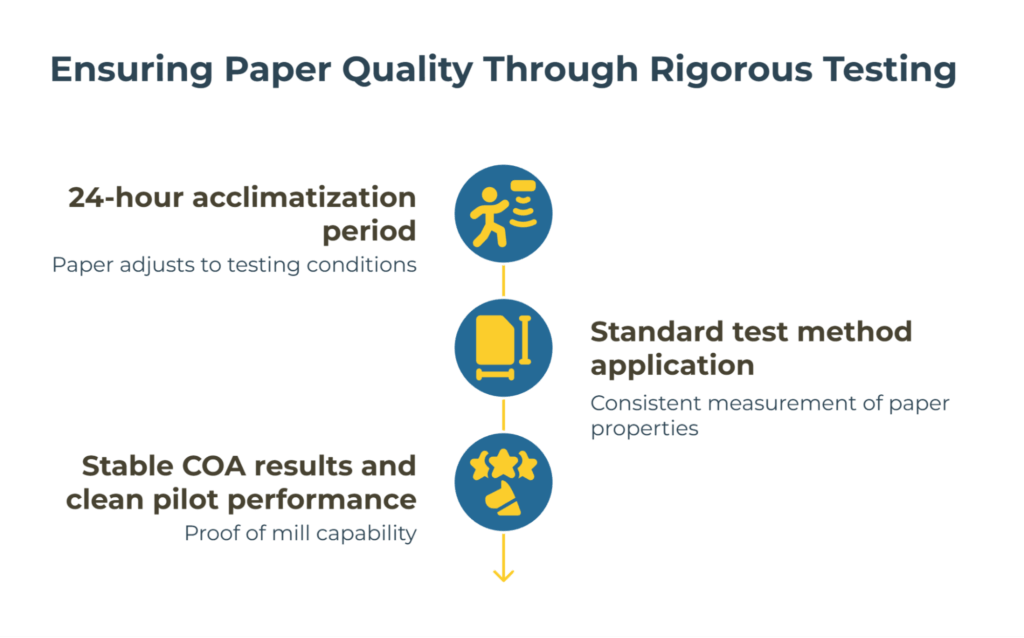
Method variance compounds these risks. Grammage, caliper, and moisture measurements shift based on the conditioning atmosphere and test method used. Change the standard or skip the 24-hour acclimatization, and reported values move—sometimes enough to flip a pass to a fail. Cross-direction profile variability and moisture swings alter stiffness, warp characteristics, and adhesive bond strength, cascading into speed derates and compression failures at the box level.
Mill capability is the demonstrated ability to repeatedly produce paper that meets your pilot-ready specification under named test methods and within the acceptance windows you define, proven through stable COA results and clean pilot performance.
Qualification shifts this equation. Instead of assuming conformance based on grade labels, you verify it through documented evidence: process control data showing the mill can hold your tolerance windows, test method alignment proving results are comparable, certification scope confirming they’re authorized to produce the grades you need, and pilot runs demonstrating stable performance at your target speeds under actual operating conditions. This stress test—proving repeatability before handing over volume—is what capability verification delivers.
Make Your Specs Pilot-Ready: The Spec-to-Outcome Map
Pilot-ready specifications eliminate ambiguity by defining exactly what “acceptable” material looks like and how it will be measured. Vague requirements like “good quality testliner” or “standard kraft liner” leave interpretation gaps that guarantee disputes during receiving inspection. Instead, your specs must map directly to the performance outcomes you need—ECT targets, run speeds, and quality thresholds—using precise, measurable parameters.
Start with the minimum field set that makes acceptance objective. Basis weight requires both a target value and a tolerance (e.g., 125 gsm ±3%), measured per ISO 536 (part of ISO’s paper and board standards family under the International Classification for Standards). Calipers need the same treatment (e.g., 180 µm ±10 µm, per ISO 534) since even small profile variations affect corrugator gap settings and board flatness. Moisture content must specify a target range, not a single value (e.g., 7.0–8.5%, per ISO 287 or TAPPI T 410), because moisture inevitably shifts during transit and storage—your window accounts for this reality while preventing extremes that cause curl or dimensional instability. Conditioning requirements must be explicit: state the temperature and relative humidity for testing per recognized atmospheres (typically 23°C ±1°C, 50% RH ±2%, following protocols detailed in TAPPI standards such as T 402 and T 412).
Burst strength or tensile strength must cite the test method explicitly. Specifying “minimum 300 kPa burst” without naming ISO 2758 or TAPPI T 403 creates a gap; different methods yield different values, and you need comparability between your internal QA lab and the supplier’s mill lab. The same principle applies to any other critical property: SCT (short-span compression, ISO 9895), RCT (ring crush, ISO 12192), Cobb value for surface water absorption (ISO 535)—name the method, state the acceptance threshold, and define the tolerance.
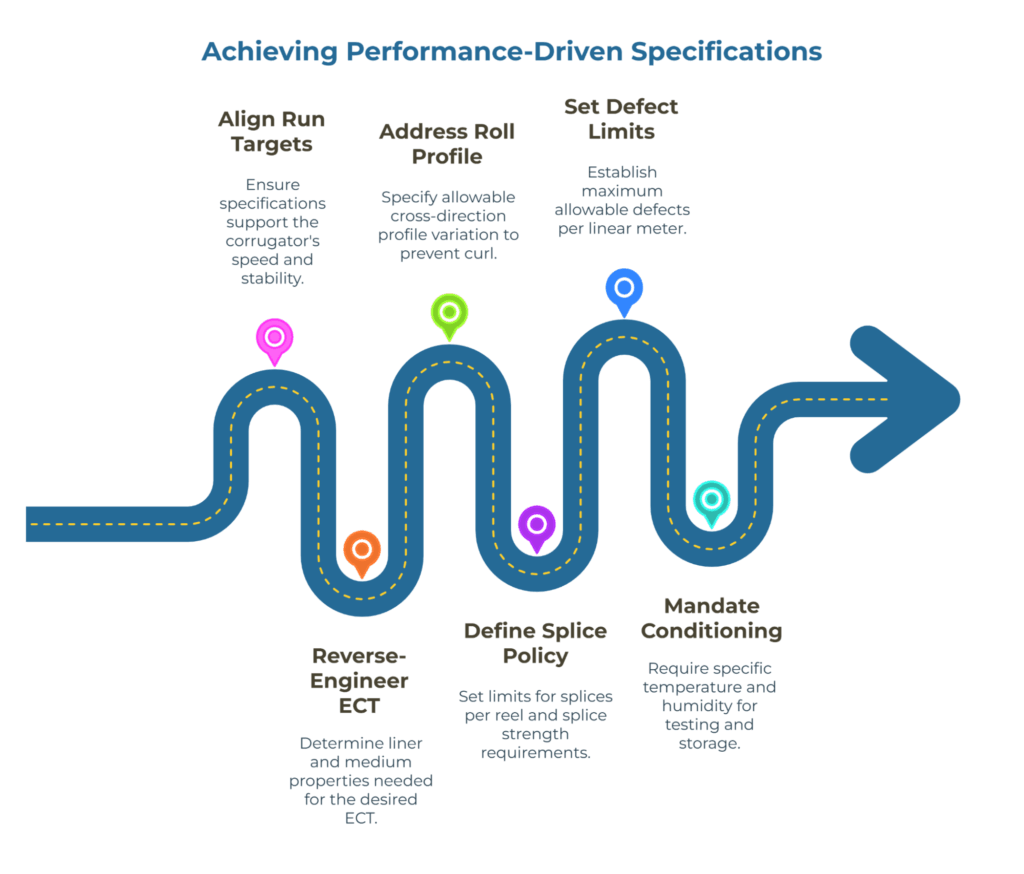
Tie these fields directly to your run targets. If your corrugator runs at 350 m/min, your moisture and caliper specs need to support stable unwinding at that speed without breaks, splicing failures, or tension loss. If your finished board must achieve 5.5 kN/m ECT, work backward to the liner and medium properties required to meet that target given your flute type and adhesive system. This reverse-engineering ensures your specs aren’t arbitrary—they’re performance-driven.
Finally, address roll profile and defect thresholds. Specify allowable cross-direction (CD) profile variation—the moisture or caliper spread from edge to center—since excessive CD variability causes differential curl and bonding problems. Define your splice policy (maximum splices per reel, splice strength requirements) and defect limits (maximum tears, holes, or contamination per linear meter). Make conditioning requirements explicit: state the temperature and relative humidity standards for both testing and storage (commonly 23°C ±1°C, 50% RH ±2%, per ISO 187) and require a 24- to 48-hour acclimatization period before testing. Mills that skip conditioning or test immediately after production often report values that don’t reflect post-transit performance, creating false confidence in conformance. Pilot-ready specs close this gap by mandating the same environmental controls you’ll use in receiving inspection, ensuring lab results predict real-world behavior.
The Spec-to-Supplier Bridge Map
Use this framework to move systematically from performance targets to qualified suppliers:
| Stage | Key Elements |
| Target Outcome | Required ECT/BCT → flute/profile → line speed target |
| Pilot-Ready Spec | Grammage (±%), Caliper (±µm), Moisture window (%), Named test methods (ISO/TAPPI), Conditioning statement, Cross-direction profile limits |
| Capability Matrix Shortlist | Method alignment, Moisture/CD profile stability, Cp/Cpk basics, Certifications, Recent COAs (3-6 lots) |
| Pilot Acceptance | PASS = stable run at target speed + COA match + moisture/profile in window + retention samples logged |
| Award Checklist | Landed-cost normalization (same Incoterms basis), Document & certification verification, QA acceptance window written into contract |
Build a Mill Capability Matrix: Compare What Actually Matters
Once specs are pilot-ready, the capability matrix becomes your evaluation tool. This isn’t a simple vendor comparison table listing capacities and lead times. It’s a structured framework for assessing whether each candidate mill can consistently meet your tolerance requirements using verified methods and documented process control.
The matrix organizes mills into rows and critical capability factors into columns. Method alignment is the first column: verify that each mill uses the same test methods you’ve specified (ISO 536 for basis weight, ISO 2758 or TAPPI T 403 for burst, ISO 287 for moisture). If a mill reports different methods, you’ll need conversion factors—or you’ll face receiving disputes when their results don’t match yours. Some mills provide method-by-method documentation; others require a specific request. Get this clarity before pilot discussions begin.
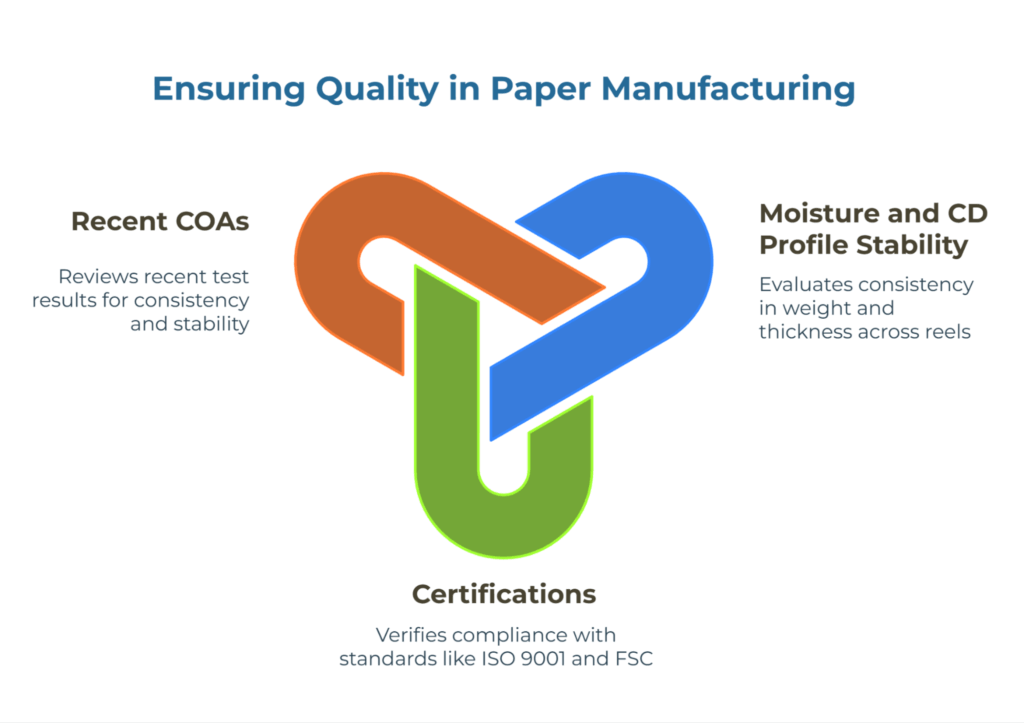
Moisture and cross-direction (CD) profile stability fills the next column. Request data showing how basis weight and caliper vary across a reel’s width and from reel to reel within a production batch. Mills with tight process control provide Cpk values (process capability indices) for key parameters; a Cpk ≥1.33 indicates the process consistently stays within your tolerance window with minimal defects. You don’t need six sigma dissertations—just evidence that normal variation fits inside your bands with margin. If Cpk data isn’t available, ask for control charts or sample test reports covering multiple production lots—you’re looking for evidence of consistency, not just a single “golden sample” certificate.
Certifications deserve a dedicated column. For testliner manufacturers or kraft paper manufacturers, verify ISO 9001 scope covers the specific grades you need. If you require FSC or PEFC chain-of-custody for sustainability claims, confirm the certificate is active and check the registry to ensure the mill’s entity name matches exactly—scope gaps and expired certificates are common issues. For food-contact applications, validate that food-grade certifications are current and cover your intended use.
Recent COAs (Certificates of Analysis) provide a final verification layer. Request COAs from the past 90 days for the exact grade and basis weight you plan to order. Review not just the average values but the ranges—do moisture results cluster tightly around the target, or do they swing across a wide band? Are burst and tensile values consistently above your minimum, or do some lots barely pass? This pattern reveals whether the mill’s process is stable or operating at the edge of its capability.
Add a commercial fit column: lead times that match your schedule, minimum order quantities that align with your consumption rate, and changeover policies that don’t force you into annual commitments for small-volume grades. A mill with perfect technical capability but 16-week lead times won’t solve your sourcing problem if you need quarterly flexibility.
Populate this matrix for three to five candidate mills. The goal isn’t to find perfection; it’s to identify which mills demonstrate the control and documentation discipline that reduce qualification risk. Mills that provide method-aligned data, show stable process metrics, and maintain current certifications move forward to pilot trials. Those with incomplete data, mismatched methods, or inconsistent COA patterns either get flagged for additional vetting or dropped from consideration.
For buyers seeking containerboard suppliers across a global network, platforms like PaperIndex streamline this discovery process. Testliner buyers can post an RFQ or kraft paper buyers can submit their requirements, receiving quotes directly from verified mills and kraft paper suppliers without intermediary markups—free access to a supplier base of over 6,700 companies lets you build capability comparisons efficiently before committing to pilot volumes.
Pilot-First Proof: Define Acceptance Criteria Before You Scale
Pilot trials verify that lab data translates to line performance. Before ordering trial reels, define exactly what “PASS” looks like—measurable thresholds that determine whether you proceed to full-scale orders or return to supplier search.
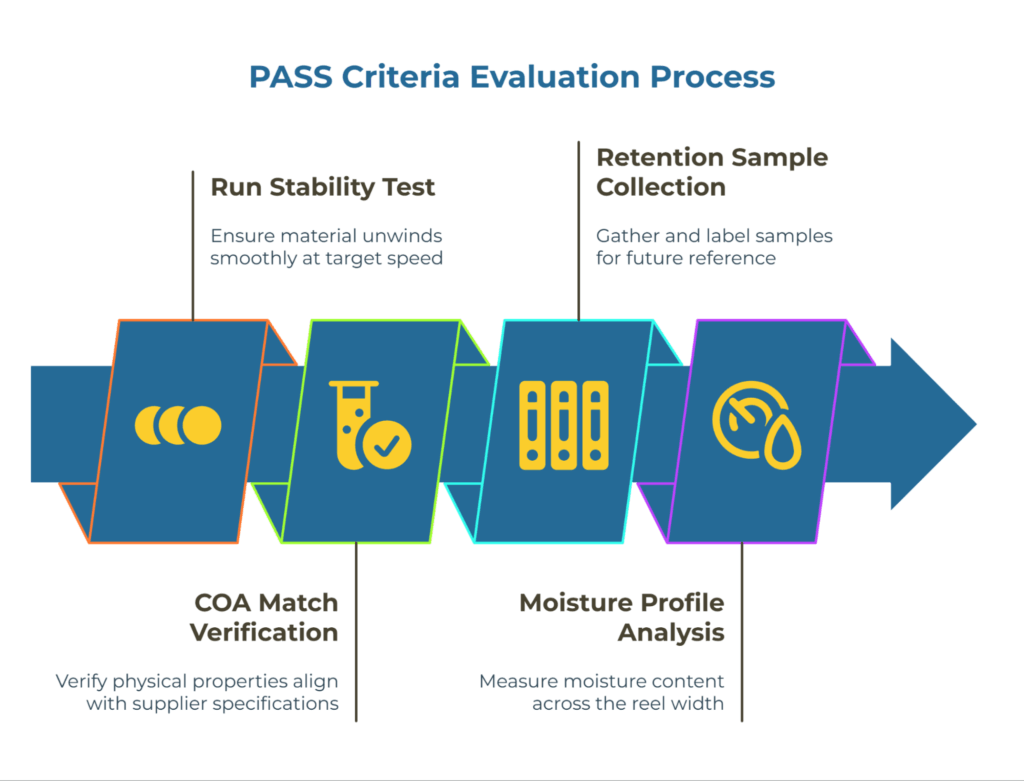
PASS criteria must cover four dimensions. First, run stability at target speed: the material must unwind cleanly at your normal operating speed (e.g., 350 m/min) without breaks, tension fluctuations, or splicing failures over a continuous run of at least two hours. Document any stoppages; frequent micro-stops for tension adjustment signal profile or moisture issues that will compound at scale. Second, COA match: the physical properties you measure during receiving inspection must fall within the tolerances specified in the supplier’s COA. Test basis weight, caliper, and moisture at a minimum; if burst or tensile are critical to your application, test those as well using the same methods the mill used (ISO or TAPPI alignment prevents false rejections). For ECT/BCT verification, use methods recognized in ISO standards such as the edgewise crush resistance test family to ensure the same method is named in both supplier COAs and your QA checks.
Third, retention samples: before the pilot runs, pull and seal samples from each reel for future reference. Label them with reel number, production date, and lot code. If disputes arise later about specification compliance, these samples provide objective evidence for resolution. Fourth, moisture and cross-direction profile conformance: measure moisture content at multiple points across the reel width and compare to your specified window (e.g., 7.0 – 8.5%). CD profile variation—where edges are significantly drier or wetter than the center—causes differential curl and dimensional instability during converting. If moisture spread exceeds 1.5 percentage points across the width, flag this as a process control issue requiring mill corrective action.
RETEST criteria define when a supplier gets a second chance versus outright rejection. Use these when the failure is borderline or attributable to correctable factors. For example, if basis weight falls just outside tolerance (e.g., 127.5 gsm on a 125 ±2% spec, landing at +2% instead of +1.6%), but all other parameters pass, you might allow a retest after the mill adjusts their calender settings. Similarly, if moisture tested high (9.2% on a 7.0 – 8.5% spec) but the material had been stored in a humid environment without conditioning, a retest after proper ISO 187 conditioning (23°C, 50% RH for 24 hours) provides a fair assessment.
Document retest conditions explicitly: specify the corrective action required, the timeline for resubmission, and the tightened acceptance window if applicable (e.g., requiring ±1.5% on basis weight instead of ±2% for the second trial). Limit retests to one per supplier per trial to avoid endless qualification cycles; if a supplier fails twice, their process control isn’t mature enough for your requirements.
REJECT outright when failures indicate fundamental process incapability rather than minor deviation. Burst strength 15% below minimum, moisture consistently outside the window despite conditioning, or severe CD profile variation across multiple reels all signal that the mill cannot meet your specs. Continuing to trial such suppliers wastes time and pilot material. Move to the next candidate on your capability matrix shortlist.
Record all pilot results in a standardized format: reel numbers, test values, run speeds, stoppages, and final disposition (PASS/RETEST/REJECT). This documentation serves two purposes—it creates a qualification record for internal audit and regulatory requirements, and it provides objective data for awarding contracts. Mills that pass pilots aren’t just suppliers; they’re proven partners whose process capability aligns with your operational needs.
From Pilot to Award: Landed-Cost Normalization, Documentation, and Quality Gates
Pilot success proves technical capability, but commercial viability requires translating that into a complete cost-to-door comparison and locking in quality assurance mechanisms that prevent specification drift after the contract is signed.
Landed-cost normalization eliminates the confusion that comes from comparing quotes on different Incoterms. A mill quoting EXW (Ex Works) appears cheaper than one quoting CIF (Cost, Insurance, Freight), but the EXW quote excludes ocean freight, insurance, destination port charges, customs clearance, and inland delivery—costs you’ll pay separately. Convert all quotes to a single delivered basis (typically DDP or your facility door) by adding these missing cost elements. Request detailed freight quotes from your forwarder or the supplier’s nominated logistics partner, and include insurance at 110% of cargo value. For customs and duties, apply your country’s HS code rates for the specific containerboard grade.
Factor in currency risk if your contract spans multiple months. A quote in USD from an Asian mill looks stable until your local currency depreciates 8% during the contract term, effectively increasing your cost by the same margin. Consider forward contracts or pricing clauses that adjust for major currency swings beyond a defined band (e.g., ±5%). Smaller, short-term orders can absorb this risk; annual contracts with quarterly shipments cannot.
Documentation requirements must be contract terms, not afterthoughts. Specify the exact documents required for each shipment: commercial invoice, packing list, Bill of Lading, Certificate of Origin, and phytosanitary/fumigation certificates if wood pallets are used. For quality verification, require COAs issued within 48 hours of production, countersigned by the mill’s QA manager, and transmitted electronically before shipment departs. This advance COA review catches conformance issues before the material is in transit, when corrections are still feasible.
Define exporter reliability metrics if sourcing internationally. Request on-time delivery rates for the past 12 months, documentation error rates (wrong HS codes, missing signatures, incorrect consignee details), and average booking lead time. An exporter who consistently ships on schedule with clean documentation reduces your supply chain risk; one with frequent rollovers, port congestion issues, or repeated document rejections adds cost and uncertainty regardless of mill capability. Score exporters on a 0–5 scale across these factors; anything below 3.5 warrants closer vetting or a backup supplier arrangement.
Quality gates in the contract translate your pilot acceptance criteria into binding terms. Specify the same acceptance windows tested during pilots (basis weight ±%, moisture range, minimum burst or tensile), cite the test methods by ISO or TAPPI number, and state the sampling plan (e.g., one test per reel, or per ISO 186 random sampling for larger lots). Include an acceptance testing protocol: upon delivery, you have 48 hours to conduct receiving inspection; material that fails specified tolerances can be rejected with the supplier responsible for freight back to origin or credit/replacement within 10 business days.
Establish a corrective action trigger: if two consecutive shipments fail the same parameter (e.g., moisture consistently 0.5% above spec), the supplier must submit a root cause analysis and corrective action plan within 5 business days before the next shipment is released. This prevents recurring non-conformances from becoming normalized. For critical failures—contamination, wrong grade shipped, or safety issues—the contract should allow immediate suspension of orders pending investigation and remediation. Where feasible, require periodic submission of control chart snapshots for moisture and CD profile stability to monitor capability maintenance over time.
Price adjustment clauses protect against the freight volatility common in containerboard logistics. Ocean rates fluctuate with bunker fuel costs, seasonal demand surges, and geopolitical events. Some converters negotiate a base price with quarterly adjustments tied to published freight indices (e.g., Shanghai Containerized Freight Index); others set fixed pricing for 6-month terms with renegotiation windows. Choose the model that matches your budgeting cycle and risk tolerance, but document it explicitly—vague “market pricing” clauses lead to disputes when rates spike unexpectedly.
Finally, onboard the mill into your supplier management system. Assign a supplier code, set up approved product codes for the specific grades and basis weights qualified, and load the acceptance tolerances into your ERP’s receiving module. This ensures that when material arrives, your QA team knows exactly which parameters to test, which methods to use, and which tolerances to apply. It also creates an audit trail: every COA received, every lot tested, and every acceptance or rejection decision becomes part of the supplier’s performance record, feeding future re-qualification cycles and contract renewals.
The final handoff from procurement to operations should include a supplier capability summary: the pilot results, the final contract terms, the quality gates, and the escalation procedure if problems arise. When the first full-scale shipment lands, the receiving team isn’t guessing what “acceptable” means—they’re executing a pre-defined, documented protocol that was stress-tested during pilots and formalized in the contract. This eliminates interpretation gaps and ensures the capability you qualified is the capability you receive.
Quick-Reference Checklists
Capability Matrix Minimum Columns:
- Method alignment (ISO/TAPPI named standards)
- Moisture & CD profile stability (recent COAs showing consistency)
- Cp/Cpk basics (evidence that variation fits within tolerance bands)
- Certifications (ISO 9001, FSC/PEFC scope verification)
- Splice and defect policy (maximum splices per reel, defect thresholds)
- Commercial fit (lead times, minimums, changeover flexibility)
Pilot Packet Essentials:
- Acceptance criteria with named methods and tolerance windows
- Sampling plan (how many rolls measured, where, when)
- Conditioning statement (temperature, RH, duration per ISO 187)
- Evidence list (COAs required, retention sample protocol)
- Issue log template (interventions recorded with timestamp and result)
Award Quality Gates:
- Named methods and tolerance windows written into contract
- COA template and submission timeline (within 48 hours of production)
- Periodic capability evidence requirements (control charts where feasible)
- Non-conformance management protocol (notification, quarantine, retest timelines)
- Document and certification verification steps for each shipment
Resources
- Build a Capability Matrix Without Guesswork
- The Mill-First Rule for Evaluating Kraft Paper Vendors
- Integration Playbook: Manufacturer Evidence + Exporter Reliability
- Factory Audit for Kraft Paper Manufacturers
- QA Acceptance Without Debate
Your Path From Specs to Stable Supply
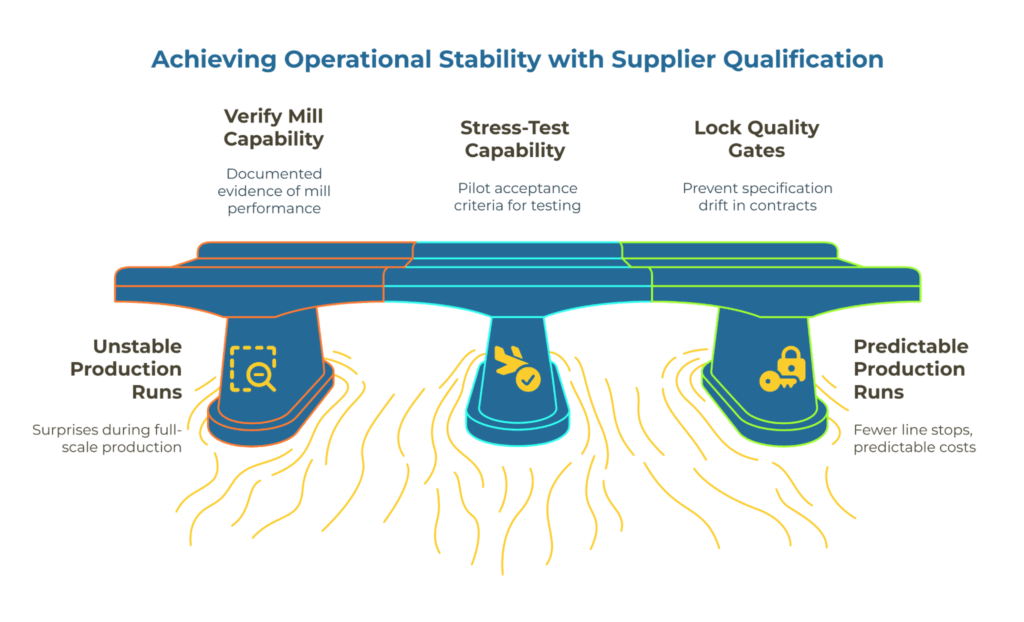
You began with specifications—basis weight, moisture windows, test methods—but specifications alone don’t guarantee production runs without surprises. The bridge to operational stability requires verifying mill capability through documented evidence, stress-testing that capability with pilot acceptance criteria, and locking quality gates into contracts that prevent specification drift.
This process transforms supplier selection from a reactive guessing game into a controlled qualification protocol. Instead of discovering problems during full-scale production, you identify them during pilots when corrective action is still feasible. Instead of debating whether material is “good enough,” you measure against pre-defined, method-aligned thresholds. The result: fewer line stops, predictable costs, and the confidence that your containerboard supplier can repeatedly deliver what your operation requires.
Qualification proves repeatability. Make it your standard before awarding volume.
Disclaimer: This article provides general information about transitioning from containerboard grade selection to evidence-based mill capability for educational purposes. Individual circumstances vary based on factors like end-use performance targets (ECT/BCT), machine limits and run-speed, flute/profile, basis weight and caliper tolerances, moisture windows and conditioning, named test methods (ISO/TAPPI), environment (temperature/RH), and logistics/Incoterms. For guidance tailored to your team’s spec-to-supplier bridge, including pilot design and acceptance criteria, consult a qualified professional.
Our Editorial Process
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.