📌 Key Takeaways
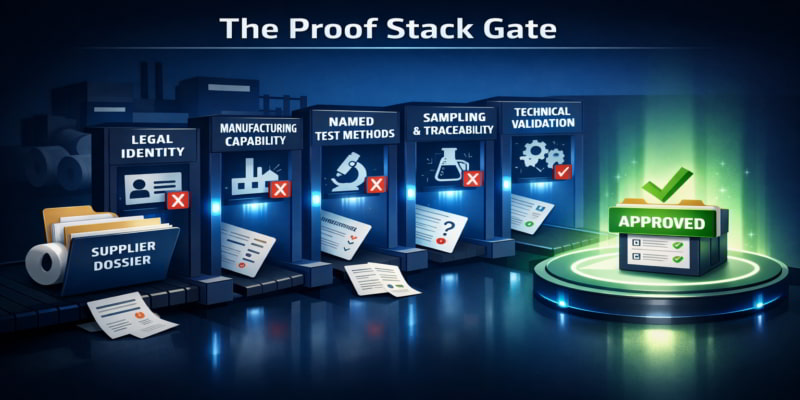
A clean certificate of analysis and a polished video call cannot prove a toilet tissue mill will meet your converting line’s needs—only a structured proof stack can.
- Proof Beats Presentation: Video tours and friendly calls show a mill exists, but they cannot prove the rolls will run on your machines.
- Name Every Test Method: A specification target without a named standard (like ISO 12625-6 for grammage) is a number you cannot verify at your end.
- Own Your Baseline First: Accepting a supplier’s “standard tolerance” leaves you judging rolls against someone else’s ruler instead of your own.
- Check the Conditions, Not Just the Numbers: A sample tested in a cool, dry lab reads differently than one tested on a hot, humid production floor.
- Use the 11-Field Scorecard as a Gate: If a mill cannot pass all eleven checks with documented proof, it has not earned the right to send samples.
Evidence first, trial orders second.
Toilet tissue converters and procurement teams sourcing parent rolls across borders will gain a repeatable remote vetting framework here, preparing them for the detailed verification process that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The COA looked clean.
The video walkthrough showed bright lighting, neat equipment, and a confident plant manager pointing toward a running toilet tissue line. The certificate of analysis listed 18.5 GSM, 6.0% moisture, and a reasonable bulk figure. Six weeks later, the first container arrived—and the rolls started snapping on the high-speed converting line within the first hour. The specifications matched the quote. So why won’t these rolls run?
You are not failing because you lack diligence. You are failing because no one verified whether the mill’s stated toilet tissue raw material specifications were measured, conditioned, and documented in a way that matches what your converting line demands. A reassuring video and a clean COA can still fail when conditioning assumptions, sampling rules, and named test methods are never aligned to the buyer’s own baseline. Remote toilet tissue mill auditing only becomes credible when legal identity, manufacturing capability, named test methods, sampling conditions, and converting-fit evidence are verified together. A remote audit is not a virtual tour. It is a proof stack—and proof-first evaluation reduces procurement risk better than a quote-first or sample-first approach.
Build a repeatable evidence pack and scorecard before you approve quotes, samples, or trials.
Why Remote Toilet Tissue Mill Audits Fail
Verification requires transitioning from visual confirmation to granular data interrogation. Most assessments stall precisely where technical scrutiny should intensify.
Video calls reward presentation quality, not manufacturing discipline. A virtual walkthrough can confirm that a site exists, but it cannot prove that the reported GSM, moisture, bulk, or tensile values were measured in a way that matches your own plant reality. Generic certificates of analysis carry the same blind spot—a COA listing “GSM: 18.5” without naming the test method, sampling plan, or conditioning environment is a data point with no anchor. Mill-side testing environments can inflate runnability metrics and create what experienced converters call ‘ghost rejections’: rolls that pass the supplier’s QA but jam or break on your converting line.
Which Toilet Tissue Parent Roll Specifications Must Be Verified Remotely?
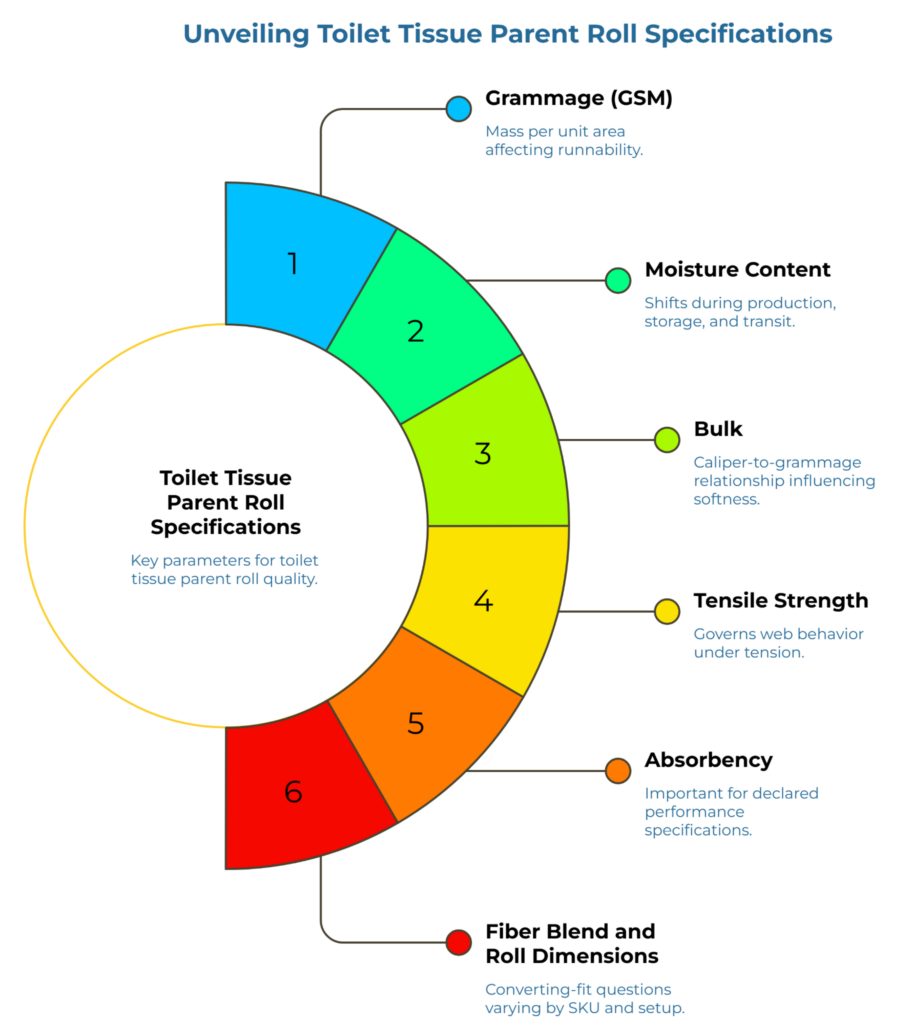
- Grammage (GSM) defines mass per unit area and directly affects high-speed runnability. While general paper uses ISO 536, the strictly accurate reference standard for tissue products is the ISO 12625-6 grammage test.
- Moisture content shifts between production, storage, and transit; the reference test method is the ISO 287 moisture test.
- Bulk determines the caliper-to-grammage relationship affecting softness in finished toilet tissue.
- Tensile strength governs web behavior under tension.
- Absorbency matters if the finished product has a declared performance specification.
- Fiber blend and roll dimensions complete the stack. Fiber blend and roll dimensions should be treated as converting-fit questions rather than generic paper descriptors.
Their importance varies by SKU, embossing target, unwind behavior, and machine setup. The acceptance threshold belongs to your plant baseline, not to a supplier’s house norm.
Every target must be paired with a named test method and a tolerance band. A proprietary technical threshold—independent of a mill’s ‘standard tolerance’—serves as the primary reference point. For the full reference, see toilet tissue parent roll technical specifications: the essential baselines for high-yield converting.
The Five Layers of a Remote Mill Specification Verification Process
This stage involves proving that a facility can repeatedly produce and document the exact parent roll characteristics your converting line requires. Treat it like qualifying a measurement chain, not watching a factory showreel. Legal identity, technical evidence, and converting-fit proof belong in the same audit sequence.
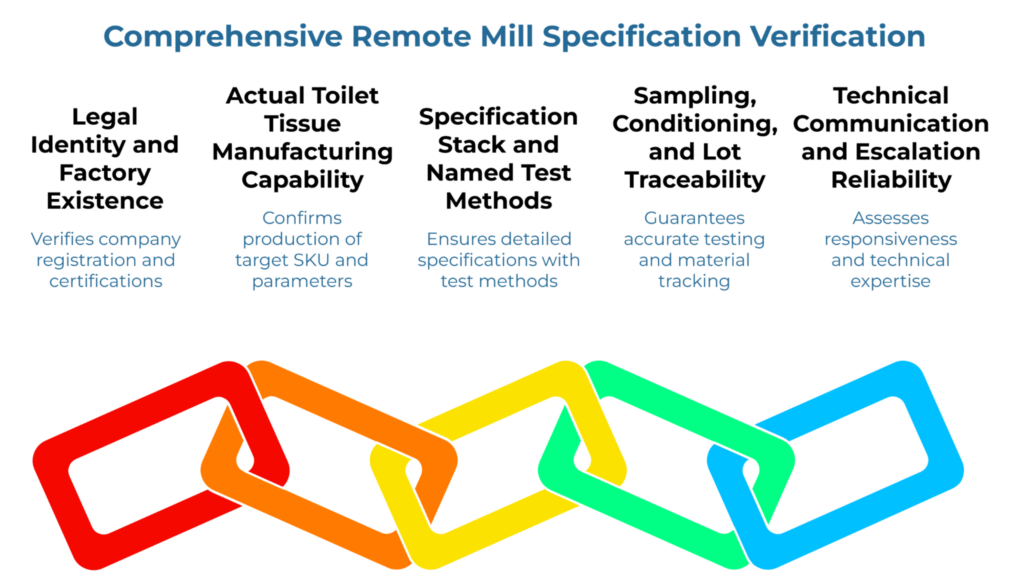
- Legal Identity and Factory Existence
Cross-check the company name against the government registry in its country of incorporation. Confirm that the quoted company name, official registry record, factory address, and technical documents point to the same operating business. If the mill holds certifications such as FSC, verify the certificate through the FSC Public Certificate Search portal. A mismatch does not always mean fraud—but it always means the evidence chain is broken and justifies escalation before technical review goes any further.
- Actual Toilet Tissue Manufacturing Capability
Confirm the mill produces bath tissue parent rolls in the grade family matching your target SKU. Request a grade list showing product families, machine width, and operating speed range. A mill claiming to “produce all tissue grades” without specifying toilet tissue parent roll parameters is providing a marketing statement, not converting-fit proof. The remote audit should test whether the mill can repeatedly make toilet tissue jumbo rolls that fit the target SKU and the converting line. That distinction matters. Generic capability claims do not.
- Specification Stack and Named Test Methods
Every target on the specification sheet must include a tolerance band and a named test method. Compare against your buyer-owned GSM baseline. GSM without tolerance is incomplete. Moisture without a named test method is incomplete. The bulk described loosely is incomplete. A common pitfall is accepting a supplier’s ‘standard tolerance’ when the buyer has not yet locked a buyer-owned baseline. If you have not yet established one, the first 48 hours: establishing a buyer-owned GSM accuracy baseline for toilet tissue parent rolls provides a structured starting point.
- Sampling, Conditioning, and Lot Traceability
A sample tested at 23 °C and 50% RH yields a different moisture reading than one tested on the production floor at 32 °C and 70% RH. Ask how the sample was taken, how it was conditioned, which lot it came from, and how the report links back to the offered material. If that chain is missing, the values are floating numbers. Not proof. If the mill cannot disclose its conditioning and sampling conditions, the test data is effectively uncalibrated. Lot traceability is non-negotiable for any serious cross-border supplier vetting process.
- Technical Communication and Escalation Reliability
Test the mill’s responsiveness with specific technical questions. A mill that responds with detailed, technically specific answers demonstrates internal discipline that supports long-term bath tissue parent roll supplier verification. A weak supplier stays vague, changes terminology, or turns every technical question back into a sales conversation — a pattern explored further in three steps to direct toilet tissue raw materials supplier authentication. That is not just a communication issue. It is an audit signal. Deflection or weeks-long delays confirm that remote document verification alone may not be sufficient.
The 11-Field Remote Mill Capability Verification Scorecard
Use this scorecard before approving quotes, samples, or trials. If several fields remain vague, unverified, or untraceable, the mill has not yet earned trial status.
| Verification Field | What Must Be Confirmed |
| Legal entity matches official records | The supplier name on the quote matches government registry records |
| Factory location confirmed | The production site is real and tied to the legal entity |
| Toilet tissue grade family matches target SKU need | The mill makes the toilet tissue parent roll type you need |
| GSM target and tolerance named | Both target and tolerance are explicit |
| Moisture target and tolerance named | Both target and tolerance are explicit |
| Bulk target and tolerance named | Bulk is measured, not implied |
| Tensile / strength metric named (MD and CD) | Strength reporting is clear enough for converting review |
| Absorbency / softness metric named where applicable | The property fits the target toilet tissue SKU |
| Test methods named explicitly (e.g., ISO 536, ISO 287) | Major reported values include named test methods |
| Sampling and conditioning conditions disclosed | The report explains how the sample was prepared |
| Lot traceability and report linkage available | The report ties back to a real lot and shipment candidate |
A remote audit should reject mills early when evidence is vague, partial, or untraceable. For the full supplier authentication workflow, the multi-layer verification blueprint covers the complete sequence.
The Red Flags That Make a Remote Audit Unreliable
- Vague or missing test methods top the list. Specification targets without a named standard are unverifiable against your own receiving-end tests.
- No stated tolerances is the second flag. A target without a tolerance band is a wish, not a commitment.
- Presentation-heavy, evidence-light communication deserves close attention. Consider a procurement lead who receives three polished video tours and a string of friendly calls, but when asked for lot-traced test reports with named test methods, the mill goes quiet for nine days, then sends a one-page generic brochure. High investment in persuasion paired with low investment in proof is a reliable warning.
- Untraceable test reports and inconsistent technical answers across different contacts round out the pattern. If the sales team quotes one set of tolerances and the technical team quotes another, the mill’s specification governance is unstable.
When Remote Proof Is Enough and When to Escalate
- Proceed to samples when all 11 scorecard fields pass with documented evidence and named test methods align with your buyer-owned toilet tissue baseline.
- Request more evidence when most fields pass but critical gaps remain. A typical example is a supplier that names GSM and moisture targets but cannot explain conditioning conditions or report linkage.
- Stop the evaluation when multiple fields fail or the mill cannot name test methods and tolerances.
Remote proof can reduce procurement risk better than quote-first or sample-first evaluation, but it does not replace every on-site validation in every case. It is an early filter. A disciplined one.
For a structured audit of your existing vetting workflows, see the first 72 hours: how to audit your current cross-border toilet tissue parent rolls supplier vetting process and beyond the broker: three steps to direct toilet tissue raw materials supplier authentication.
The proof stack you build now determines whether your next trial order runs clean—or creates the same stoppage you have been trying to escape.
Frequently Asked Questions
Can a COA alone verify bath tissue mill capability?
No. A COA confirms someone tested something and recorded results. It does not confirm that testing conditions matched your buyer-owned baseline, that the sample was representative, or that the mill can reproduce those results across future orders. Legal identity, manufacturing fit, named test methods, sampling conditions, and traceability still need to be checked together.
Which test methods should be named in a remote toilet tissue audit?
At minimum, confirm the mill names ISO 12625-6 for tissue grammage and ISO 287 for moisture. Beyond these, the mill should name specific test methods for bulk, tensile, and absorbency. Every critical property should be attached to an explicit test method, not a generic testing claim. An unnamed test method is an unverifiable test method.
What should trigger rejection before samples are requested?
Reject the mill if it cannot provide named targets, tolerance bands, and named test methods for the toilet tissue parent roll grade you are evaluating. Reject it if the legal entity cannot be verified or if technical contacts cannot answer straightforward questions about conditioning and lot traceability. Those are not minor paperwork gaps. They usually point to a weak proof chain.
Review more toilet tissue procurement methods in the PaperIndex Academy.
Browse bath tissue jumbo roll suppliers after you have finalized your buyer-owned verification checklist.
Disclaimer:
This content is for informational purposes only. It is not a substitute for your internal QA protocols, technical qualification process, commercial due diligence, or legal review.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.