
📌 Key Takeaways
When corrugated boxes fail after delivery, matching the damage pattern to records — not gut reactions — reveals the real cause.
- Sort Damage Into Three Lanes: Every issue should be checked against storage conditions, supplier specs, and handling history before anyone points fingers.
- Photos and Records Beat Opinions: An evidence pack with photos, lot numbers, storage notes, and delivery docs turns a blame game into a structured conversation.
- Location Patterns Expose Storage Problems: If damage shows up in one warehouse zone but not another for the same batch, the environment — not the supplier — is likely the cause.
- Vague Specs Invite Supplier Disputes: When purchase orders leave board grade, flute type, or compression needs unclear, suppliers may deliver to a different standard than expected.
- Fit-for-Use Beats Accept-or-Reject: A documented decision to limit damaged stock to lower-risk uses is stronger than quietly releasing it under deadline pressure.
Evidence turns difficult supplier calls into productive ones.
Packaging buyers, warehouse managers, and QA teams dealing with post-delivery box failures will find a ready-to-use triage framework here, preparing them for the detailed walkthrough that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A pallet of corrugated boxes passes without issue. Two weeks later, the same lot is soft, crushed at the edges, or splitting along the seams. Procurement points at the supplier. The warehouse says the boxes arrived that way. QA wants to hold the stock, but production needs it for live orders.
This three-way dispute is common in supply chain operations, and it rarely resolves through debate alone. What looks like a supplier quality problem may turn out to be a storage issue — or the result of how the boxes were moved and re-stacked after they cleared the dock.
The practical path forward is to match what the damage looks like against receiving records, storage conditions, lot patterns, and the internal handling path. That gives packaging buyers, quality managers, and warehouse teams a defensible way to narrow the likely cause before escalating.
Use a Three-Lane Triage Matrix Before You Assign Blame
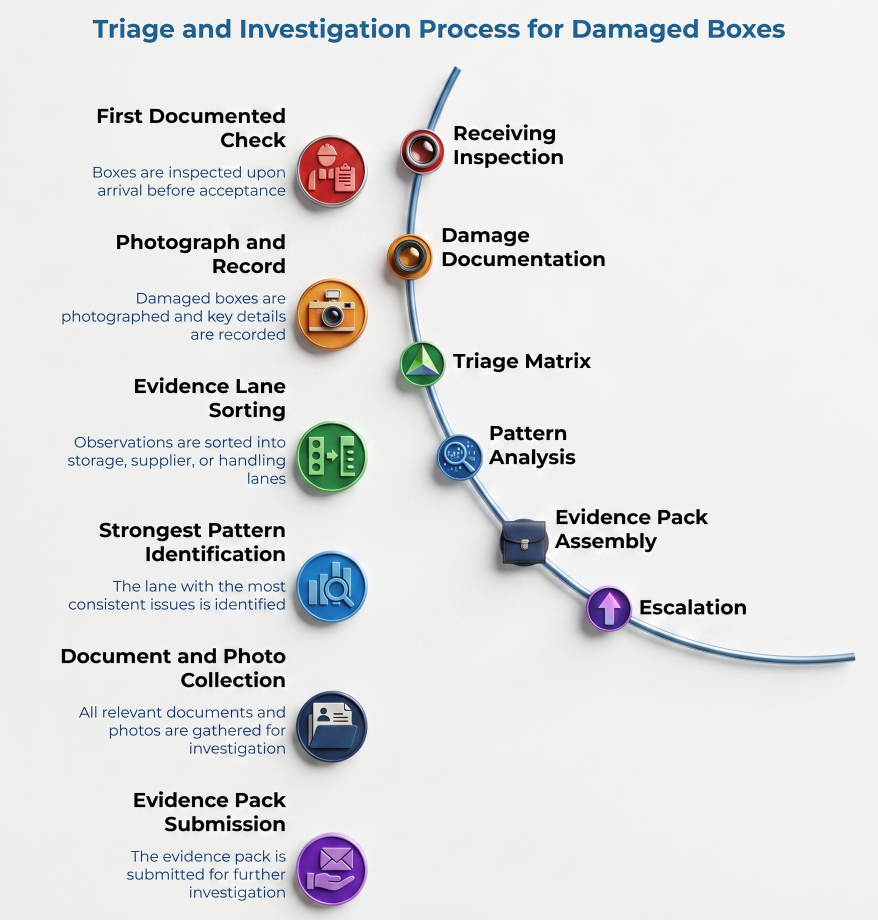
Sort every observation into one of three evidence lanes — storage, supplier or specification, and handling — then check which lane has the strongest pattern. No single symptom proves the cause. A crushed corner could come from excessive stacking, undersized board, or improper forklift impact. The records narrow which explanation fits.
Before moving or re-stacking damaged boxes, photograph the damage in place and record the pallet position, lot or batch number, delivery date, and warehouse zone. Label the affected pallet or bundle so it stays identifiable through the investigation.
A few terms help keep the triage consistent across teams:
- Receiving inspection is the first documented check when boxes arrive at the dock, before they are fully accepted into warehouse stock or moved deeper into the operation.
- Lot or batch pattern means the same issue appears across boxes connected to the same supplier lot, delivery, production batch, pallet group, or shipment.
- Handling path means every movement the boxes went through after arrival — unloading, pallet exchange, staging, forklift movement, re-stacking, order picking, and line-side transfer.
- Evidence pack is the short set of documents and photos assembled before escalation: damage photos, PO details, lot information, receiving notes, storage history, handling records, and supplier specification documents.
Three-Lane Corrugated Box Damage Triage Matrix
| Visible Symptom | Storage Clues to Check | Supplier / Spec Clues to Check | Handling Clues to Check | Records Needed | Suggested Next Step |
| Crushed corners or edges | Stacking height, weight distribution, dwell time, floor contact, pallet stability | Board grade, flute type, compression performance vs. spec; same damage pattern across multiple pallets or deliveries | Forklift contact, pallet exchange, strapping method, tight staging, re-stacking | Receiving photos and current photos; pallet ID; stacking records; storage zone | Isolate affected stock and compare receiving condition with current state |
| Soft or sagging boxes | Proximity to moisture, dock doors, damp zones, floor contact, long dwell time, broken wrapping | Liner weight, board spec, moisture-resistance requirement; board feels weaker than prior accepted lots | Exposure during staging or re-stacking; compression during movement or stacking | Zone records; receiving photos; environmental notes; storage history; lot details; dwell time | Review storage history before contacting supplier |
| Punctures or tears | Nearby equipment, tight aisles, staging obstacles, contact with sharp materials, damaged pallet boards | Board caliper, liner integrity, score-line quality; repeated tear location across boxes from one lot | Forklift tines, strapping tools, conveyor contact, picking or transfer damage | Close-up photos with measurement reference; handling log; pallet condition | Determine whether punctures appeared pre- or post-receiving; review pallet condition and handling path before rejecting the full lot |
| Bowing, warping, or shape loss | Humidity exposure, uneven stacking, long staging, floor contact, unstable wrap | Dimensional accuracy, flute integrity, warp tendency, dimensional inconsistency | Re-stacking, repacking, unstable wrapping, load shifting, pressure from one side | Before/after photos; pallet location; storage duration; side-view photos; stack pattern | Check whether warping is lot-wide or zone-specific; hold questionable stock if fit-for-use is uncertain |
| Inconsistent glue, seams, or board feel | Unlikely; storage exposure may worsen existing marginal seams | Glue application, manufacturing consistency across lot; repeated seam or board variation | Unlikely unless boxes were opened and re-sealed; handling may expose weak seams but may not be the original cause | Lot numbers; PO reference; supplier COA if available; sample comparison | Compare against a known-good lot and review the purchase specification |
| Damage on one pallet side | Position against wall, door, rack, traffic path, damp area, or adjacent load | Unlikely unless pallet config was supplier-packed and the pattern repeats across pallets | Forklift approach angle, dock bumper impact, staging impact from one direction | Photos showing pallet orientation; dock notes; movement history | Investigate location-specific or handling-path events |
| Damage across multiple lots | Persistent zone exposure; shared warehouse condition or repeated storage practice | Recurring specification or manufacturing issue; specification gap or unclear requirement | Repeated handling-path problem; repeated internal handling method | Cross-lot comparison; receiving records per delivery; lot map; delivery dates; supplier docs; handling records | Build an evidence pack before supplier or process escalation |
Visible damage should narrow the investigation, not close it. A crushed corner does not automatically prove supplier fault. Soft boxes do not automatically prove warehouse exposure. One damaged pallet does not mean every box in the delivery is unusable. Symptoms point toward where to look — compare the visible pattern against records before drawing conclusions.
Consult your internal quality standards to translate these physical failure modes into actionable packaging specifications.
When Damage Points Toward Storage Conditions
Storage-related damage does not always announce itself at receiving. A lot that looked acceptable on arrival can soften or lose stacking confidence after days in the wrong zone — and that timeline makes storage exposure easy to misattribute.
Start by reviewing where the boxes were stored, how long they sat, and what they were exposed to. Proximity to dock doors, exterior walls, floor drains, cleaning zones, or areas without climate control can affect board performance. Boxes staged directly on concrete without a pallet barrier face moisture exposure that may not show for days. Not every warehouse has climate-controlled space — the question is whether the storage zone contributed to the damage.
Compare damaged boxes in one zone against boxes from the same lot stored elsewhere. If the damage pattern follows the location rather than the lot, storage conditions should be checked before escalation. Pallets stacked beyond the box’s designed compression range, or left without adequate wrapping, can develop a crush that closely resembles a specification shortfall — a dynamic explored in depth in the guide to why standard corrugated boxes fail under compression, moisture, and puncture.
A lot that appeared acceptable at receiving but softened after several days near a frequently opened dock door may point toward environmental exposure rather than supplier quality. Checking that lot against boxes stored in a stable area can clarify whether the environment played a role.
Many growth-stage SMBs do not have climate-controlled space for every packaging item. Teams can still reduce risk by keeping boxes off the floor, avoiding damp or high-traffic staging zones, preserving protective wrapping until use, limiting unnecessary re-stacking, and recording where sensitive packaging is stored.
When storage records are incomplete, avoid turning gaps into certainty. A missing storage log does not prove storage caused the damage. It means the current incident should be documented carefully and the recordkeeping process should be improved from this point forward.
When Damage May Point Toward Supplier Quality or Specification Gaps
Supplier-related concerns become more credible when the same issue appears across multiple pallets, lots, or deliveries — a pattern that often signals a sourcing failure rather than a logistics issue — and when storage and handling have been reviewed without finding a clear contributor. If the same seam inconsistency shows up across an entire lot regardless of storage location, that pattern is worth examining.
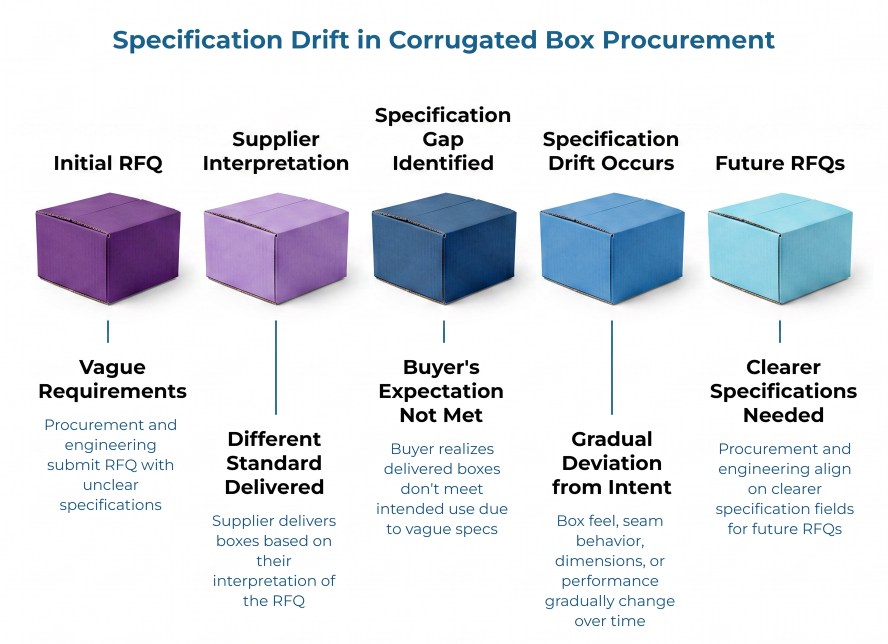
Review the purchase specification. Was the board grade, flute type, wall construction, liner weight, and compression requirement clearly documented? If the original RFQ left room for interpretation, the supplier may have delivered to a different standard than expected. That is a specification gap, not necessarily a supplier defect. Vague requirements invite interpretation, and future RFQs may need clearer specification fields aligned between procurement and engineering.
This is where specification drift matters. Specification drift occurs when the delivered box, supplier interpretation, repeat-order details, or documented requirement gradually moves away from the buyer’s intended use. It may show up as small changes in board feel, seam behavior, dimensions, palletization, or performance expectations that were never clearly locked in writing. A specification gap is not automatically a supplier defect — it may mean the buyer’s requirement was not detailed enough for the box’s real storage, handling, stacking, transport, or presentation duty. Teams facing this pattern may benefit from a specification-first approach to resilient corrugated box sourcing.
Compare damaged stock against a known-good shipment. If the board feels thinner, softer, or less uniform, and those differences align with the damage, the specification and supplier documentation deserve closer review. For context on board strength, understanding ECT and flute profiles is a useful starting point.
Before contacting your corrugated box supplier, assemble an evidence pack:
- Photos of the damage with a measurement reference
- Purchase order and delivery note
- Lot and batch numbers
- Receiving-condition records
- Storage location and handling history
- The original specification or agreed requirements
- Supplier datasheets, batch-linked documents, certificates, and any agreed test or performance records
A supplier conversation backed by this documentation is far more productive than one that starts with a general complaint. The guide, How to define and enforce corrugated box specifications covers what to include. For formal escalation backed by data, see the resource on how to handle corrugated box vendor non-compliance disputes with data.
If formal testing is needed, QA or a packaging engineer should select appropriate corrugated board or packaging performance tests for the specific product risk and specification. Professional standards from bodies such as ISO, TAPPI, ISTA, and FEFCO provide the baseline for validation. ISO maintains a catalogue category for cardboard, including corrugated fibreboard standards; TAPPI has corrugated technical communities; ISTA focuses on transport packaging testing resources; and FEFCO publishes corrugated industry standards and guidelines. These resources support informed test selection — they are not a substitute for a qualified testing plan.
Visible damage alone cannot confirm that the supplier shipped out-of-spec product. Records, lot comparison, and — where justified — appropriate performance tests selected by QA or a packaging engineer are what separate suspicion from evidence.
When Internal Handling Is the More Likely Cause
Damage concentrated on corners, edges, fork-entry points, strap lines, or one side of a pallet may suggest that the handling path deserves review.
Handling does not only mean internal warehouse movement. It may include carrier-side damage, dock unloading, pallet exchange, staging near the receiving area, forklift travel, rack movement, strapping, wrapping, picking, packing, and line-side transfer. Receiving inspection is important because it helps separate damage that was present at arrival from damage that appeared after the shipment entered the facility.
Walk the chain: unloading, dock transfer, forklift or pallet jack movement, staging, re-stacking, strapping, wrapping, picking, and packing. Each step is a point where new damage can appear. If receiving photos show boxes in acceptable condition but the same boxes are damaged after internal movement, the handling path is a strong lead. Corner crush that appears only after re-stacking for order picking may point toward an equipment or stacking issue rather than a board-quality problem.
This is not about personal blame; it is a common objection when handling reviews are proposed. The goal is to identify which process step introduced the damage so the team can adjust the SOP, equipment approach, or training. Documenting damage before a pallet moves further makes it easier to isolate the step that needs correction.
Handling can also expose a specification weakness. Boxes may survive receiving but fail during normal movement because the design, board, pallet pattern, or wrapping is not suited to the actual workflow. In that case, the corrective action may involve both handling controls and specification changes.
For tightening the receiving stage, the guide on how to verify corrugated box quality at the dock provides a practical protocol.
Decide the Next Step: Use, Hold, Inspect, Escalate, or Rewrite the Requirement
Once the triage narrows the likely cause lane, decide what to do with the damaged stock and what to change going forward. The decision should fit the risk — not every damaged box requires a full investigation, but not every damaged lot should be released because the team is under time pressure.
Fit-for-use means whether the box can still perform its intended job for product protection, stacking, sealing, transport, handling, and presentation. It is not the same as “looks acceptable.”
| Decision | Use When | Evidence Needed |
| Use with monitoring | Damage is minor, cosmetic, isolated, and does not affect the box’s intended function | Photos, affected quantity, location, QA or operations acceptance note |
| Hold | Damage may affect stacking, sealing, product protection, presentation, or compliance-sensitive use | Labelled stock, photos, lot details, receiving/storage/handling history |
| Inspect further | Cause is unclear, pattern is repeated, or use risk varies by SKU, customer, or application | QA review, sample comparison, internal records, supplier documents |
| Escalate to supplier | Damage appears on arrival, repeats across lots, or aligns with documentation or specification concerns | Evidence pack with PO, lot data, photos, delivery notes, and handling history |
| Rewrite the requirement | The issue traces to vague specifications, unclear tolerances, missing documentation, or mismatched real-world use | Updated RFQ fields, specification review, buyer-owned acceptance language |
For compliance-sensitive uses such as food-adjacent, pharmaceutical, or export packaging, the buyer’s QA requirements and all mandatory regulatory standards must determine whether the lot can proceed. Where industry guidance (ISO, TAPPI, FEFCO) informs quality control, government-mandated regulations establish the legal threshold for safety.” When boxes are needed for live orders, the fit-for-use decision replaces a simple accept-or-reject rule. A documented limited-use decision — one that restricts the damaged stock to specific, lower-risk applications — is stronger than an undocumented release made under pressure.
Repeated defects across lots strengthen the case for a supplier conversation. Storage-linked damage may justify a warehouse-control review. Handling-linked damage may call for SOP updates. Specification-linked damage may require stronger RFQ fields. Where repeated issues come from cross-functional misalignment, the broader lesson may be to align operations and procurement expectations before the next order cycle.
Role ownership helps keep the process moving. Receiving must document the arrival condition. The warehouse should confirm storage location and movement history. QA should decide whether the stock is fit for use, requires inspection, or should be held. Procurement should compare the issue against the PO, RFQ, supplier documents, and agreed specification before opening a supplier discussion.
Frequently Asked Questions
Can visible corrugated box damage prove whether the supplier or warehouse caused the problem?
No. Visible damage can suggest what to investigate, but it cannot prove the cause. Symptoms should be checked against receiving records, storage conditions, lot patterns, handling events, and supplier documentation before conclusions are drawn.
What records should be collected before contacting a corrugated box supplier about damage?
Assemble photos with measurement references, the purchase order, delivery note, lot and batch numbers, receiving-condition records, storage location, handling history, pallet ID, and the original specification. If available, include supplier datasheets, batch-linked documents, and comparison notes from a known-good lot. The stronger the evidence pack, the more productive the conversation.
When is corrugated box damage more likely to be a storage issue?
Storage may be a factor when damage appears after the boxes have been in the warehouse rather than at receiving, when it is concentrated in specific zones, or when it aligns with moisture exposure, floor contact, excessive stacking, long staging, unstable wrapping, or damaged wrapping. Comparing boxes from the same lot stored in different zones can help clarify whether the environment played a role.
When should a damaged corrugated box lot be held instead of used?
Hold the lot when damage may affect product protection, stacking performance, sealing integrity, handling, customer presentation, or any compliance-sensitive use. The decision depends on severity, product risk, and the buyer’s QA specification. Cosmetic issues may not require a hold, but functional damage that could affect end use usually warrants review.
Moving From Blame to Evidence
Corrugated box damage rarely has a single, obvious cause. The boxes passed through a supplier’s production line, a logistics chain, a receiving dock, a warehouse zone, and an internal handling path before someone noticed the problem.
The stronger approach is to treat damage as a diagnostic question: what do the symptoms suggest, what do the records show, and which lane has the most supporting evidence? Before the next supplier call, build a short evidence pack with photos, lot details, receiving notes, storage history, handling records, and specification documents. That evidence turns a difficult conversation into a structured one — and gives QA, procurement, warehouse, and supplier teams a better basis for deciding whether to use, hold, inspect, escalate, or rewrite the requirement.
Disclaimer:
Use this as a triage framework, not a substitute for formal testing, supplier specifications, or regulated packaging review where required.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.