
📌 Key Takeaways
Heavy-duty box failures follow predictable physics—compression, moisture, and puncture—that proper specification prevents before the shipment leaves the dock.
- Three Failure Modes Explain Most Damage: Compression crushes from stacking weight, moisture softens fibres during sea freight, and dense contents puncture from within—each demands a different fix.
- Humidity Cuts Strength in Half: Sea freight can reduce corrugated board strength by up to 50%, turning a warehouse-tested box into a transit casualty.
- Thicker Board Is Not the Answer: Without matching flute profile, linerboard grade, and adhesive to the actual load, added thickness still fails.
- Define the Unit Load First: Specifying total weight, stacking height, and moisture exposure translates directly into enforceable ECT and burst strength requirements.
- Receiving Inspection Feeds Better Specs: Documenting which failure mode caused the damage creates the feedback loop that improves future orders.
Specify for the load, not the catalogue.
Procurement managers and operations leaders sourcing corrugated boxes for heavy industrial shipments will understand why standard packaging fails, preparing them for the specification and supplier selection guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
It is 8:19 AM on the receiving dock.
The truck doors swing open, and the damage is already visible: a pallet of boxes that have buckled and burst, leaking oily metal parts onto the concrete floor. The driver shrugs.
When standard corrugated boxes meet heavy industrial loads, failure is not a matter of bad luck or rough handling. It is physics. And until that physics is understood, the same boxes will keep arriving in the same condition.
The Physics of the Unit Load in Industrial Logistics
Standard corrugated boxes are engineered for a specific set of assumptions: moderate weight, uniform density, controlled handling, and stable humidity. Consumer goods, light electronics, and general merchandise fit comfortably within these parameters.
Industrial and automotive parts do not.
A unit load is the combined product, inner packaging, box, pallet, and wrap or strapping that travel together as a single assembly. When any element of that assembly has gaps, shifting contents, or weak corners, forces follow the path of least resistance and concentrate where the structure is least supported. Understanding cushioning systems for high-value contents helps address internal void management. This load path behaviour explains why identical boxes can perform differently depending on how they are packed and palletized.
When the contents shift from light consumer goods to dense engine blocks, transmission housings, or oily machined components, the forces acting on the box change fundamentally. Weight concentrates differently. Moisture interacts with oil residue. Sharp edges create stress points that a standard board was never designed to absorb.
The common instinct—buying “thicker” corrugated fiberboard—often misses the point entirely. A heavier board with an incompatible flute profile or sub-optimal linerboard grade remains vulnerable. Performance is a function of application-specific engineering—matching the container’s structural properties to the unit load—rather than simple wall thickness.
This is the shift that separates commodity purchasing from corrugated box sourcing as an engineering decision: defining requirements based on load physics rather than defaulting to whatever worked for lighter shipments.
Failure Mode 1: Compression Crushes Boxes From the Bottom Up
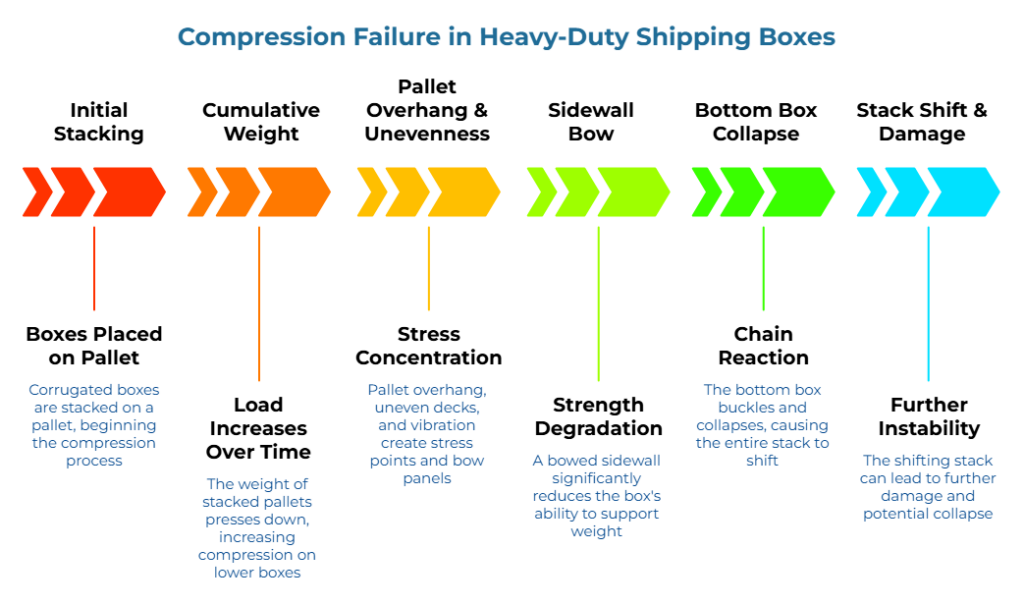
The most common cause of heavy-duty box failure is compression—the cumulative weight of stacked pallets pressing down through the pile. Standard double-wall boxes lack the stacking strength required for heavy industrial pallets, and the damage pattern is predictable.
Two related but distinct properties determine how a box handles vertical load. Stacking strength measures a box’s ability to support weight from cartons above it over time without collapsing. Compression strength measures the top-to-bottom load a finished box can withstand before buckling or crushing. A box may resist a brief compression test yet fail under sustained stacking because time and environmental conditions degrade performance.
Compression failure starts at the bottom of the stack. The lowest boxes absorb not only the weight of their own contents but the weight of every pallet stacked above them. Stacks are rarely perfect: pallet overhang, uneven decks, and vibration bow panels and pinch corners. Once a sidewall bows, strength drops fast. The bottom box collapses, and the entire stack shifts.
Several technical properties determine whether a box can resist this force:
ECT (Edge Crush Test) measures how much compressive force corrugated board resists along its edge—a direct indicator of stacking performance.
Flute profile describes the size and shape of the corrugated waves inside the board, affecting stiffness and how load transfers to the liners.
Linerboard grade refers to the quality of the outer and inner paper liners; weak liners can erase the benefit of additional walls.
Burst strength, measured by the Mullen test, assesses the board’s ability to withstand sudden puncture or rupture, which becomes relevant when compression causes contents to shift and press outward. However, burst strength alone is insufficient for predicting stacking performance.
A box with a laboratory compression rating (BCT) of 500 kg will often fail under a warehouse load of just 150 kg due to environmental factors and duration of load. This is because lab ratings do not account for safety factors (typically 3:1 to 5:1) required for real-world logistics.[^1] Failure to apply these safety factors results in a mismatch between specification and use—one that proper corrugated box sourcing prevents by defining the unit load before selecting the packaging.
Failure Mode 2: Moisture Quietly Removes Strength During Sea Freight
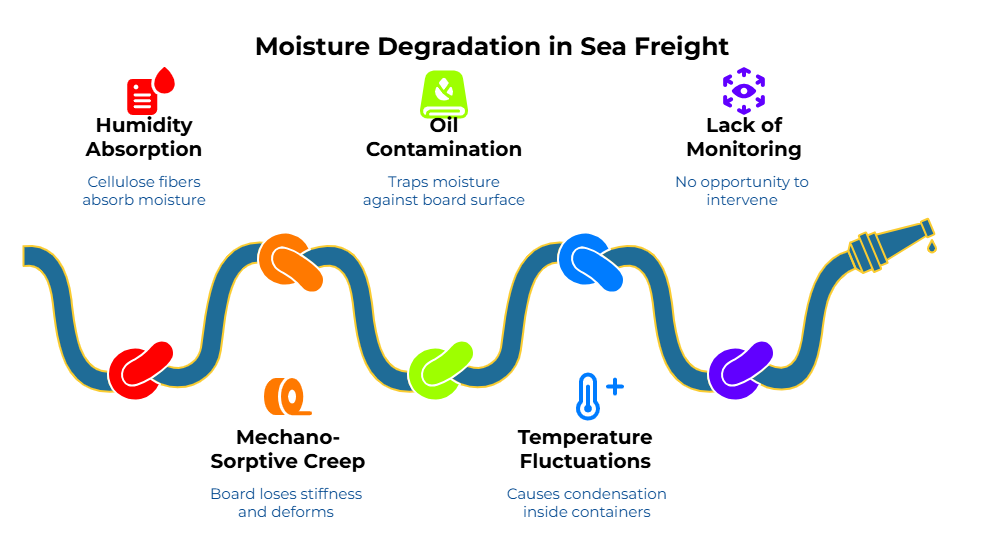
Humidity is a silent factor in box failure. While compression damage is immediately visible, moisture degradation happens gradually—often during the weeks a container spends crossing an ocean.
Humidity in sea freight can reduce box strength by up to 50%. Understanding moisture defense frameworks for paper shipments helps prevent this degradation. The hygroscopic nature of cellulose fibers causes the board to absorb ambient moisture, which swells the fibers and weakens the interfiber hydrogen bonds. This creates a phenomenon known as mechano-sorptive creep, where the board loses stiffness and deforms progressively under load,[^3] even if that load is well within its dry capacity. A box that tested well in a climate-controlled warehouse may arrive at its destination with significantly reduced load-bearing capacity.
The problem compounds in industrial shipping. Oil contamination from machined parts creates a barrier that traps moisture against the board surface. Temperature fluctuations inside containers cause condensation—a phenomenon explored in depth in guidance on desiccants vs. kraft liners for moisture barriers. Temperature fluctuations inside containers cause condensation. And unlike controlled warehousing, sea freight offers no opportunity to monitor or intervene.
Visual signs of moisture damage differ from compression failure. Look for softened panels that flex under light pressure, wavy or buckled liner surfaces, loss of overall rigidity, and sagging seams where adhesive has weakened. These symptoms often appear before the box visibly collapses—a warning sign that the packaging was not specified for the humidity conditions of the shipping route.
Failure Mode 3: Puncture and Edge Damage From Dense, Shifting Parts
The third failure mode is mechanical damage: punctures, tears, and edge splits caused by the contents themselves or by handling equipment.
Dense metal parts concentrate force at specific contact points. A 50 kg casting resting on a single corner exerts far more pressure per square centimetre than the same weight distributed across a flat surface. When the container shifts during transit—or when a forklift blade catches an edge—that concentrated force punches through the board.
Sharp edges on machined components create similar risks. Burrs, corners, and protruding features act as cutting surfaces when the box flexes or the contents shift. Without internal dunnage or reinforced contact points, the board simply cannot resist.
Visual indicators of puncture and edge damage include obvious holes or tears, crushed or split corners, abrasion marks along edges, and delamination where the liner has separated from the fluting. These failures often occur in combination with compression or moisture damage, as weakened boards become more susceptible to mechanical stress. A split edge interrupts the load path and can trigger collapse later—even if the carton survives early handling.
Failure Mode Cheat Sheet
| Failure Mode | Primary Cause | Visual Signs |
| Compression | Excessive stacking weight beyond box rating | Bulging sides, crushed corners, bowed panels, bottom-box collapse, vertical creasing along edges |
| Moisture | Humidity exposure during transit (especially sea freight) | Softened panels, wavy liner, loss of rigidity, sagging seams, discolouration, musty odour |
| Puncture | Dense/sharp contents, forklift impact, shifting loads | Puncture holes, torn corners, edge splits, abrasion marks, delaminated layers |
For a detailed methodology on defining and enforcing these specifications, see The Quality Blueprint: Defining and Enforcing Corrugated Box Specs.
When inspecting damaged shipments, note that these modes often overlap. A box weakened by moisture will fail under compression loads it might otherwise have survived. A puncture allows moisture ingress that accelerates degradation. Effective receiving inspection identifies which mode initiated the failure—information that feeds back into better specification.
What Engineered Heavy-Duty Packaging Does Differently
Engineered heavy-duty packaging addresses these failure modes through material selection and structural design rather than simply adding thickness.
Two misconceptions drive most specification errors. The first is that a heavier board always equals better protection. Heavier material may help, but only if it strengthens the property that is failing. If moisture is the driver, added thickness can still soften and collapse. If point loads dominate, stacking strength alone may not stop puncture. The second misconception is that all triple-wall construction is created equal. Triple-wall is a solution class, not a guarantee. Flute combinations, linerboard grade, adhesives, and converting quality all change real-world performance.
Specific linerboard grades resist moisture penetration more effectively than standard kraft. Flute profiles—the wave pattern between the liner layers—can be selected for compression resistance, cushioning, or a balance of both. Triple-wall construction adds layers to distribute load, while Gaylord containers provide rigid sidewalls for bulk applications exceeding 1,000 kg.
The distinction matters because two boxes labelled triple-wall may use different liner weights, different flute combinations, and different adhesives. One may be rated for 800 kg of stacking strength; another for 1,500 kg. Without a technical specification, there is no way to compare them—and no way to know whether either one matches the actual load.
This is why commodity double-wall corrugated works for lighter loads but often fails when pallet weights exceed approximately 450 kg (1,000 lbs). While high-performance heavy-duty double-wall (e.g., 60-70 ECT) can support significantly higher loads, standard grades generally reach their practical limit at this threshold.[^2] Beyond this pivot point, especially with dense metal parts, the switch to triple-wall or laminated constructions becomes an engineering necessity to manage the load path effectively.
How to Move From “Standard” to “Specified”
The path from commodity box purchasing to engineered corrugated box sourcing does not require a packaging laboratory or a materials science degree. It requires answering three questions:
How do I define the right spec? Start with the unit load: total weight, weight distribution, content density, sharp edges, oil or moisture exposure, and the maximum stacking height during storage and transit. These parameters translate directly into ECT requirements, burst strength minimums, and moisture resistance grades. The PaperIndex Academy guide to creating mill spec sheets walks through this translation step by step.
Who can supply this spec? Once the technical requirements are defined, supplier discovery becomes a matter of matching capability to specification. A global marketplace like PaperIndex enables comparison across suppliers who can quote against the same technical baseline—rather than comparing unlike offerings labelled with the same generic description.
How to establish a quantifiable quality loop? Implement a rigorous receiving protocol that documents structural deformation at the point of arrival. By correlating specific damage (e.g., vertical creasing) to known failure modes, organizations can generate the data required for iterative specification refinement and vendor accountability.
Frequently Asked Questions
Why do boxes crush at the bottom of a pallet?
The bottom box bears the cumulative weight of all boxes stacked above it. Minor misalignments, such as pallet overhang or panel deflection, create eccentric loading. This concentrates stress on the corners and scores; if the resultant force exceeds the dynamic compression rating, structural collapse is inevitable. Proper specification accounts for the full stacking height, not just the weight of a single unit. A strategic framework for corrugated box sourcing helps translate these requirements into supplier qualification criteria.
Why do boxes fail more often in sea freight?
Containers experience temperature swings that cause condensation, and ambient humidity in maritime environments is consistently high. Corrugated board absorbs this moisture, softening the fibres and reducing strength by as much as half. Boxes specified for warehouse storage may not survive the same load after weeks at sea.
Why doesn’t “thicker corrugated fiberboard” solve heavy shipping damage?
Thickness alone does not determine performance. The flute profile, linerboard grade, and adhesive quality all contribute to compression resistance and moisture tolerance. A thicker box with the wrong construction will still fail; a properly specified box with the right construction will succeed at lower weight. Without specifying the physics—expected stacking, dominant handling hazards, moisture exposure—outcomes depend on supplier defaults.
What are the visible signs a box failed from moisture versus compression?
Compression damage shows as crushed corners, bowed panels, and vertical creasing—structural deformation under load. Moisture damage shows as softened surfaces, wavy liner, and loss of rigidity before visible collapse. In practice, moisture often weakens the box to the point where compression finishes the failure.
What does “engineered” packaging mean in practice?
Engineered packaging is specified for a defined unit load and distribution environment rather than selected from a generic catalogue. It matches linerboard grade to moisture exposure, flute profile to cushioning needs, and overall construction to stacking requirements. The result is packaging that functions as a shield for the product—not a box that happens to fit the dimensions.
Further Reading: For deeper exploration of testing standards and research, see ISTA Test Procedures, ASTM D642 (Box Compression Test), TAPPI/ANSI T 811 (Edge Crush Test), and Clemson University research on humidity effects.
Explore PaperIndex Academy for more guidance on specifying and sourcing industrial packaging.
Disclaimer:
This content is for educational purposes only. Specific packaging requirements vary based on product characteristics, shipping routes, and handling conditions. Consult with packaging engineers or qualified suppliers to determine specifications appropriate for your application.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.