
📌 Key Takeaways
Corrugated box cost optimization means engineering the minimum viable structural performance for the actual load case, then negotiating within that engineered envelope.
- Engineer Before You Negotiate: Defining what the box must survive—weight, stacking, humidity, dwell time—transforms supplier comparison from price guessing into evidence-based selection.
- Hidden Costs Multiply Fast: Unit price appears on the invoice, but damage, rework, chargebacks, and reships scatter across departments and can mathematically erase small savings with tiny increases in failure rates.
- Test Methods Create Accountability: Specifying named standards like ISO 3037 or TAPPI T 811 for edgewise crush testing makes quotes comparable and removes subjectivity from sourcing decisions.
- Small Damage Shifts Break the Math: A 0.11 percentage-point increase in damage rate can wipe out a $0.05 per-box saving when failure costs include replacement, reshipping, and labor.
- Governance Prevents Drift: Spec sheets, supplier evidence packs, incoming checks, and change control keep the engineered spec stable across vendors, orders, and new fulfillment locations.
Engineer the spec. Verify the claims. Govern the drift.
Procurement managers, packaging engineers, and operations leaders balancing cost pressure against supply chain reliability will gain a structured workflow here, preparing them for the step-by-step audit and calculator that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Corrugated Box Cost Optimization is the engineering discipline of reducing total fulfillment costs by matching structural integrity to actual load stress. It prioritizes the prevention of systemic supply chain failure over mere price negotiation.
Think of it as the difference between armor-plating a supply chain and wrapping it in a cardboard vest. One approach engineers protection around actual threats. The other hopes for the cheapest possible solution and deals with the consequences later.
Those consequences show up in familiar ways. A pallet stack slumps in the warehouse, corners crushing under static load that the corrugated box was never designed to handle. A carrier flags repeated damage-on-arrival and threatens chargebacks. Procurement celebrates a low bid, while operations quietly files another round of rework reports and return authorizations. The friction between departments grows, but the root cause remains hidden: the box was purchased on price, not engineered for the job.
You can reverse that sequence through a practical workflow: define the load case, translate it into board architecture, verify claims with neutral test methods, calculate the true break-even point, and establish governance to prevent drift. Define what the box must survive, then compare quotes within those structural parameters.
What “Cost Optimization” Actually Means in Industrial Packaging
Cost optimization means engineering the minimum viable structural performance for a specific load case, then purchasing within that engineered envelope. It does not mean finding the cheapest supplier and hoping the boxes hold up.
The distinction matters because negotiating price first—before defining what the box must actually do—creates a predictable failure pattern. When procurement wins on unit price but operations loses on damage, the costs multiply across teams that rarely share a budget line—a dynamic explored in depth in The “false economy” of low-bid corrugated boxes. Freight pays for reshipments. Labor absorbs rework. Customer service handles complaints. Finance processes chargebacks. None of these appear on the packaging invoice, but all of them trace back to a spec that was never matched to reality.
A useful mental test clarifies whether a purchase is truly a commodity buy or an engineered input: would a supplier change be acceptable without changing any other part of the fulfillment system? If the answer is no, the box is not a commodity. It is an engineered load-bearing component, and treating it otherwise invites failure.
Most teams try to negotiate cost down before they have engineered the spec to the load case—an approach that undermines resilient corrugated box sourcing. The expert pivot reverses this: engineer the minimum viable structural spec first, then negotiate within that engineered envelope using comparable, test-backed quotes. The savings that survive this process are real savings. The ones that disappeared were never savings at all—just deferred costs waiting to surface.
A Quick Path Based on Dominant Failure Risk
Before diving into the full audit, a quick branching question can orient the work. Start with the dominant failure risk showing up in the operation:
Compression or stack collapse appears regularly — Prioritize stacking strength verification and moisture sensitivity, then size board architecture accordingly. For detailed guidance, see why burst strength isn’t enough: understanding corrugated box ECT and flute profiles. The load case definition and ECT verification sections will be most critical.
Puncture or abrasion appears regularly — Prioritize surface toughness and design features that protect edges and panels. In this scenario, specify a Mullen Burst (Mullen) test target rather than ECT, as ECT does not correlate with puncture resistance.
Shipment rejection or audit findings frequently — indicate a need for documented acceptance criteria, test methods, and spec stability across vendors and hubs.
This branching does not replace the full workflow. It simply helps teams identify where to invest the deepest attention based on what is already breaking.
The Cost Being Optimized: A Practical Definition of Total Landed Cost
Total landed cost is everything paid to get a functioning box to its final destination—not just the price on the invoice. Here is where the dollars typically hide:
- Unit price — what appears on the supplier invoice, per box.
- Freight — inbound shipping from supplier to warehouse or fulfillment center.
- Handling — receiving, inspection, staging, and storage labor.
- Damage and returns — product replacement, customer refunds, reshipping costs when boxes fail (often a sourcing failure, not a logistics issue).
- Rework labor — repacking, taping, reinforcing, or scrapping damaged units.
- Chargebacks — fees from carriers, 3PLs, or retail partners for damage-on-arrival or non-compliance.
The trap is that only the first two items typically appear on procurement dashboards. The rest scatter across operations, customer service, and finance. A small unit-price saving can be mathematically erased by a tiny increase in damage and returns, because the cost of failure multiplies across freight, labor, and customer experience. The False Economy Calculator later in this guide quantifies exactly where that tipping point lies for a given operation.
Establishing the Load Case (Defining the Operational Requirement)
The load case is a plain-language description of what the box must survive—the foundation for creating an enforceable mill spec sheet. Without it, suppliers are quoting against an undefined target, and comparisons become meaningless.
Product and Pack-Out Facts
Start with the basics that define what goes inside the box:
Weight per unit and per case (in kg) determines the static load the box must support when stacked. Outer dimensions (length × width × height in mm) affect how boxes nest on pallets and how stacking loads distribute. Fragility and failure mode indicate whether the product needs cushioning, dividers, or foam inserts—and whether damage typically appears at corners, edges, or panels. This specificity matters because each failure pattern points to different structural requirements. Orientation constraints (such as “this side up” requirements) affect how boxes can be stacked and handled.
Distribution Hazards
Next, map the journey the box will travel:
Stacking loads accumulate during transport and storage. The bottom box on a five-high pallet carries significantly more weight than a box at the top. Vibration occurs on trucks, conveyor systems, and loading docks—sometimes for hours or days. Drop hazards appear at fulfillment centers, carrier sorting facilities, and delivery points. Humidity varies dramatically across routes, seasons, and storage environments; a box that performs well in a climate-controlled warehouse may soften in a humid trailer or outdoor staging area.
Avoid claiming specific failure rates; conditions vary too much. Instead, document what the products commonly encounter and use that documentation to inform spec decisions.
Warehouse Realities
Finally, capture how the box lives in the facility:
Pallet pattern (column stack versus interlocked) affects how loads distribute. Column stacking concentrates weight directly on corners; interlocking spreads it but may create overhang stress. Stack height determines total compression load. A four-high stack imposes very different demands than an eight-high configuration. Dwell time—how long inventory sits before shipping—matters because compression loads accumulate over time. Boxes that survive a two-day dwell may fail after three weeks. Clamp handling or tight conveyance points create localized crush that standard stacking calculations do not capture; if forklifts with clamp attachments or narrow conveyor systems contact the boxes, that stress must be factored into the spec.
This load case becomes the spec’s job description. Every subsequent decision—wall type, flute profile, test thresholds—flows from it.
Translating Requirements into Board Architecture
With the load case documented, informed decisions about wall construction and flute profile become possible—the foundation for moving from specs to sourcing.
Single-Wall vs. Double-Wall: A Decision Framework
Single-wall corrugated board consists of one layer of fluting sandwiched between two liners. Double-wall adds a second fluting layer and a third liner, significantly increasing compression strength.
The decision logic ties to stacking demands and risk tolerance, not a simple “stronger is always better” rule. Single-walls often handle lighter loads (commonly under 15–20 kg per box), shorter stacks (three to four layers), and shorter dwell times adequately. Double-wall becomes necessary when product weight is higher, stacks exceed four or five layers, dwell times extend into weeks rather than days, or humidity exposure is significant.
The cost trade-off matters: double-wall boxes cost more per unit and take up more space, affecting both freight and storage costs. Over-engineering wastes money. Under-engineering creates failures. The load case determines which risk is greater for a specific operation.
Flute Profile Comparison: A, B, C, and E
Flute refers to the wave-shaped corrugation inside the board. Different profiles offer different trade-offs across thickness, strength, and printability.
| Flute | Thickness / Cushioning | Stacking Strength Tendency | Printability / Space Efficiency | Typical Use-Case Patterns |
| A-flute | Thickest (approx. 4.0–4.8 mm); high cushioning | Moderate stacking; absorbs impact well | Lower print quality; bulkier | Fragile items, outer shipping containers requiring cushioning |
| B-flute | Medium (approx. 2.1–3.0 mm); moderate cushioning | Good stacking strength; resists crushing | Good print surface; compact | Retail-ready packaging, die-cut displays, shelf cartons |
| C-flute | Medium-thick (approx. 3.2–3.9 mm); balanced cushioning | Balanced stacking and cushioning | Moderate print quality | General shipping, e-commerce fulfillment, mid-weight products |
| E-flute | Thinnest (approx. 1.1–1.8 mm); minimal cushioning | Lower stacking strength | Excellent print surface; very compact | Retail boxes, folding cartons, lightweight consumer products |
Combinations also exist. BC-flute double-wall, for example, combines the properties of both profiles for specific applications requiring both stacking strength and cushioning.
The final choice depends on the load case and verification testing, informed by understanding how containerboard ECT/RCT/SCT translate to real-world box strength. A supplier recommendation is a starting point, not a substitute for documented performance under actual conditions.
Verification Protocols: ECT, BCT, and Environmental Conditioning
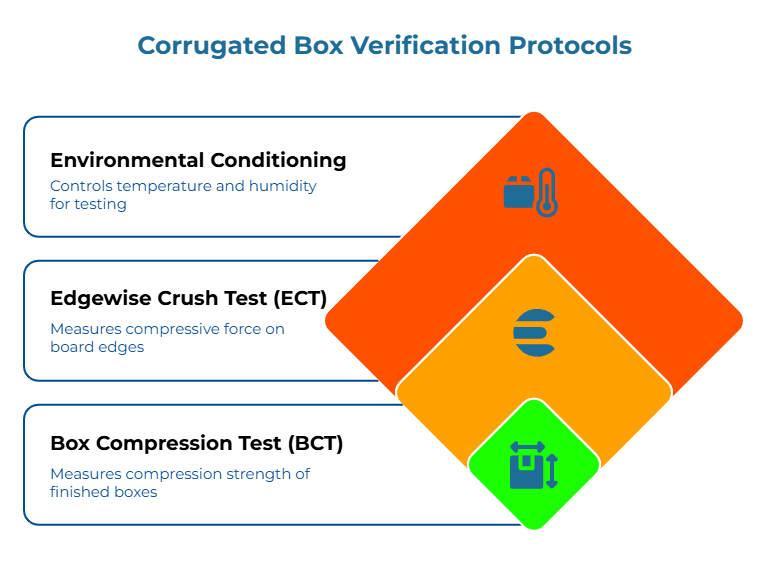
Specs without verification are claims—a principle central to defining and enforcing corrugated box specs. Test methods provide neutral, comparable benchmarks that hold suppliers accountable and remove subjectivity from sourcing decisions.
ECT: Edgewise Crush Test
ECT measures how much compressive force a sample of corrugated board can withstand before the edges crush. It serves as the primary metric for predicting stacking strength.
Two widely recognized test methods exist:
ISO 3037 provides the international standard for determining edgewise crush resistance using the non-waxed edge method.
TAPPI/ANSI T 811 specifies the short column test (waxed edge method) commonly used in North America. Note that T 811 results are typically higher than ISO 3037 results due to the edge reinforcement.
When requesting quotes, specify which test method applies—a step that separates technically competent corrugated box suppliers from quote-only vendors. ECT values measured under different methods are not directly comparable without conversion. A supplier claiming “32 ECT” means different things depending on how the test was conducted.
Why Conditioning and Moisture Matter
Paper products absorb moisture, and moisture weakens corrugated boards—a dynamic that makes dock-side quality verification essential. A box that tests at a specific ECT value in a climate-controlled laboratory may perform significantly worse in a humid warehouse or during summer transit.
If conditioning is not controlled—meaning the temperature and humidity at which samples are tested—comparisons break. Ask suppliers for test results conducted under standard conditions (typically 23°C / 50% relative humidity per ISO 187 or TAPPI T 402). Factor in a safety margin for real-world humidity exposure based on the distribution hazards documented in the load case.
BCT: Box Compression Test and Engineering Estimation
BCT measures the compression strength of a finished box—not just the board material. It accounts for box geometry, manufacturer quality, joint construction, and closure method.
Engineering estimates like the McKee formula can predict BCT from ECT, board caliper, and box perimeter. These estimates are useful for initial spec development and supplier screening. However, they function as a check, not a promise. Actual BCT testing on production samples remains the definitive verification for critical applications.
Use test methods as neutral anchors. When buyer and supplier agree on the method and conditioning requirements, disputes shrink and accountability rises.
The False Economy Calculation: Identifying Damage-Rate Tipping Points
A small unit-price saving can disappear—or reverse into a loss—with a tiny increase in damage, as detailed in stop buying on price: why ‘cheap’ boxes cost more in the long run. This calculator identifies where that tipping point lies for a specific operation.
Inputs (Sample Only. Complete with Operational Data)
| Variable | Definition | Example Value |
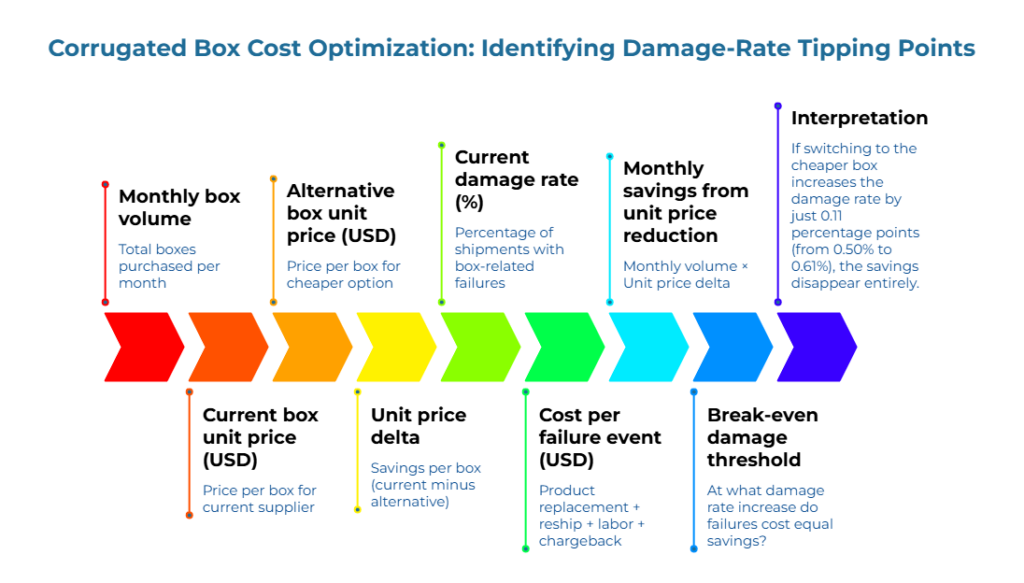
| Monthly box volume | Total boxes purchased per month | 10,000 |
| Current box unit price (USD) | Price per box for current supplier | $1.25 |
| Alternative box unit price (USD) | Price per box for cheaper option | $1.20 |
| Unit price delta | Savings per box (current minus alternative) | $0.05 |
| Current damage rate (%) | Percentage of shipments with box-related failures | 0.5% |
| Cost per failure event (USD) | Product replacement + reship + labor + chargeback | $45 |
Different operations allocate these costs differently. Some include only direct replacement costs; others include customer service time, return processing, and lost customer lifetime value. Use the estimate that reflects actual operational impact.
Outputs (Calculated)
Monthly savings from unit price reduction: Monthly volume × Unit price delta = Gross savings Example: 10,000 × $0.05 = $500/month
Break-even damage threshold: At what damage rate increase do failures cost equal savings? Savings ÷ (Monthly volume × Cost per failure) = Break-even increase Example: $500 ÷ (10,000 × $45) = 0.11 percentage points
Interpretation: If switching to the cheaper box increases the damage rate by just 0.11 percentage points (from 0.50% to 0.61%), the savings disappear entirely. If damage climbs to 1.0%—an increase of 0.5 percentage points—the operation loses $1,750 per month compared to staying with the original box.
The Spec-to-Load Audit Checklist (10 Points)
Use this checklist to confirm the spec is engineered, not guessed.
Load Case Definition (6 points)
☐ Product weight per box documented (kg)
☐ Box outer dimensions documented (mm)
☐ Fragility and void-fill requirements noted
☐ Pallet pattern and maximum stack height specified
☐ Typical dwell time recorded (days or weeks in storage)
☐ Distribution hazards listed (humidity ranges, drop heights, vibration exposure)
Verification Evidence (4 points)
☐ ECT target specified with named test method (ISO 3037 or TAPPI T 811)
☐ Conditioning requirements stated (23°C / 50% RH or equivalent standard)
☐ Supplier provides recent test certificates matching the spec
☐ BCT estimate or actual test data available for production samples
If any box remains unchecked, the spec has a gap that could become a cost.
Operational Governance: Preventing Specification Drift”
An engineered spec loses value if it drifts after the first order—a reality that makes handling vendor non-compliance disputes a critical competency. Governance establishes controls that keep the spec stable across suppliers, orders, and fulfillment locations.
Four controls typically separate operations that maintain cost optimization from those that slide back into failure cycles.
Control 1: Spec Sheet with Tolerances and Named Test Methods
Document the spec in a formal specification sheet—not just an email thread or verbal agreement. Include board grade and flute profile, ECT or burst strength target with the specific test method name, dimensional tolerances (±mm), print or labeling requirements if applicable, and conditioning assumptions used for testing.
Control 2: Supplier Evidence Pack Requirement
Before awarding business, require suppliers to provide recent test certificates (within 90 days is a common threshold) that match the specified test method and conditioning requirements, production sample approval documentation, and a commitment to notify of any raw material or process changes that could affect performance—following a structured compliance audit checklist.
Control 3: Incoming Checks at Dock or Warehouse
Spot-check shipments on arrival. Visual inspection catches obvious damage, moisture exposure, or deformation. Caliper measurement on random samples verifies board thickness. Weight checks against the documented spec identify substitutions or material changes.
Full laboratory testing is not required for routine incoming QC. A caliper, a scale, and a checklist catch most drift before it reaches the packing line.
Control 4: Change Control When Adding Hubs or Vendors
When opening a new fulfillment center or qualifying a new supplier, revisit the load case—a principle of multi-regional corrugated box sourcing that prevents failures when conditions vary. Different hubs have different humidity profiles, handling practices, and dwell times. A box that performs well in a climate-controlled facility in one region may fail in a non-climate-controlled facility in another.
Governance reduces surprises. Fewer surprises mean fewer rejections, fewer chargebacks, and fewer audit failures—the outcomes that procurement and operations teams both want to avoid, as explored in from guesswork to governance: a framework for sourcing heavy-duty corrugated boxes.
Engineer the spec.
Verify the claims.
Govern the drift.
What to Do Next on PaperIndex
Now that the spec is engineered to the load case, supplier comparison becomes meaningful.
- Shortlist verified corrugated box suppliers. Browse corrugated box suppliers from around the world and review their capabilities against the engineered spec.
- Review market availability. Explore corrugated box product listings to see what suppliers are currently offering.
- Post an RFQ with engineered requirements. Ready to source? Submit an RFQ that includes ECT targets, test method references, and documented tolerances. Quotes received will be directly comparable.
- Explore deeper guides on testing and compliance. The PaperIndex Academy offers additional resources on verification protocols, Incoterms, payment terms, and international sourcing practices.
The goal is not finding the cheapest box. The goal is finding the right box for the load case—and then negotiating confidently within that engineered envelope.
Disclaimer:
Any pricing or cost examples in this guide are for educational purposes only and should be adapted to operational data and professional advice.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.