
📌 Key Takeaways
Heavy-duty corrugated box failures typically stem from weak sourcing systems, not weak corrugated fiberboard—governance prevents recurring damage.
- Spec the Failure Mode First: Start with what actually fails (stacking collapse, puncture, seam separation, humidity softening) and write measurable requirements backward from that cause.
- “Triple-Wall” Labels Mislead: Two boxes marketed as triple-wall can perform dramatically differently depending on liner grade, flute profile, and adhesive quality.
- Evidence Packs Filter Risk: Requiring method-named test reports, construction disclosure, and change control commitments at quote time prevents mismatched suppliers from becoming finalists.
- Pilots Prove Real Performance: A controlled pilot run with your actual parts, handling equipment, and transit conditions catches failures that laboratory testing alone cannot predict.
- Governance Stops Spec Drift: Without ongoing incoming QC, supplier audits, and change control, materials quietly shift and quality degrades until boxes fail again.
Governed sourcing = consistent boxes from month one through month twelve.
Procurement managers and packaging engineers sourcing corrugated boxes for heavy industrial loads will gain a structured qualification framework here, preparing them for the step-by-step implementation guide that follows.
8:16 AM. The truck doors swing open.
A pallet of triple-wall corrugated boxes has buckled and burst in transit, leaking oily metal parts onto the receiving dock floor. The operations manager stares at the mess—transmission housings scattered across concrete, protective packaging reduced to sodden corrugated fiberboard. This shipment was supposed to feed the afternoon production run. Now it’s a damage claim, a line stoppage, and an uncomfortable conversation with a Tier-1 automotive client.
The instinct in this moment is to blame the box—to demand something thicker, stronger, more expensive. But that instinct is often wrong. The problem typically isn’t weak corrugated fiberboard. It’s weak sourcing.
Sourcing heavy-duty corrugated boxes is most reliable when treated as a governance system, not a one-time purchase. That system starts with a performance specification tied to the real failure mode (stacking collapse, puncture, seam failure, humidity softening), requires an evidence pack to prove capability, validates performance with a controlled pilot run, and then governs supply through incoming QC, audits, and change control so the box that worked in month one still works in month twelve.
Why Heavy-Duty Corrugated Box Sourcing Fails When Treated Like a Commodity
When procurement teams source heavy-duty corrugated boxes the same way they source office supplies—by comparing unit prices from the lowest bidders—they introduce variation they cannot see and risk they cannot control. The failure pattern is predictable: collapse under stacking loads, puncture from internal part movement, seam separation during handling, or humidity-induced softening during ocean freight. Each failure mode has different root causes, yet price-driven sourcing treats all boxes as interchangeable.
The label “triple-wall” provides false assurance. Two boxes marketed as triple-wall can perform dramatically differently depending on liner grade, flute profile, adhesive quality, and manufacturing consistency—variations that trace back to differences among paper manufacturers and their process controls. Without explicit performance specifications, quote comparisons become meaningless—suppliers aren’t bidding on the same thing. One quotes a robust construction tested to ISO 12048 standards; another quotes a lighter build that technically qualifies as triple-wall but fails under real handling conditions.
The common response—buying thicker corrugated fiberboard—misses the point. Thickness without specification is guesswork. A heavier board may still fail if the flute type is wrong for the load, if conditioning wasn’t controlled during testing, or if the supplier quietly substitutes materials after the first few shipments. This is spec drift, and it happens constantly in unmonitored supply relationships.
The most common system failures share recognizable patterns:
- Specs describe a category, not a requirement. “Triple-wall” can still vary widely in liner selection, flute profile, adhesive application, and board combination. The label may be true while the performance differs.
- The failure mode is never named. Stacking collapse, puncture, seam failure, and humidity softening are different engineering problems. A box can “test strong” in one way and still fail in the way that matters on the dock.
- Test results aren’t comparable. If quotes include strength numbers without clearly stated test methods, conditioning assumptions, and units, suppliers can be “compliant” while still not being comparable.
- Change happens quietly. Paper sources change — packaging paper suppliers may shift their own raw material inputs. Adhesives change. A plant gets overloaded and swaps fluting paper or liner. Without a control plan, the box drifts while the part stays the same.
Industrial applications—heavy automotive parts, oily transmission components, odd-shaped castings—demand more than catalog buying. They require governed sourcing: defined specifications, documented evidence, validated pilots, and ongoing controls.
The Governance Framework: Define → Evidence Pack → Pilot Run → Govern
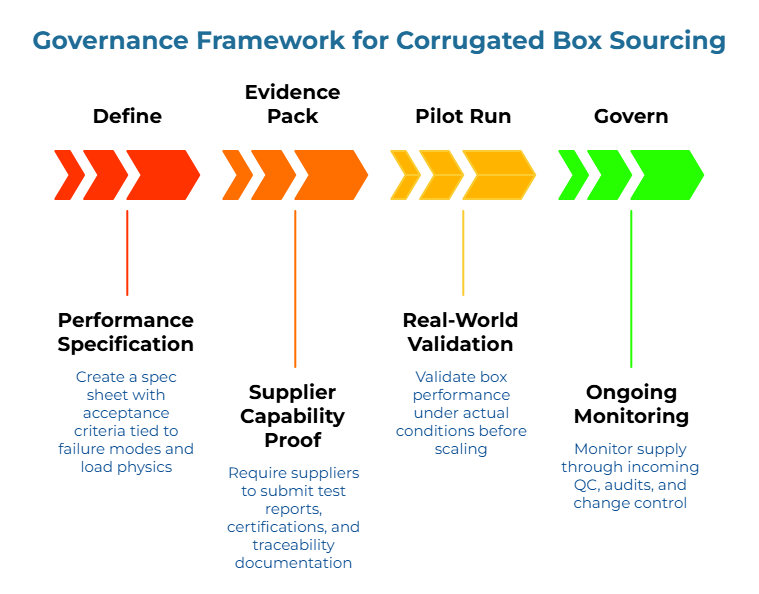
A governance-based approach to corrugated box sourcing follows four stages, each producing a specific artifact that enables the next. This is not bureaucracy for its own sake—it’s the minimum structure needed to ensure the box that passes qualification actually shows up consistently on your dock.
- Define: Create a performance specification tied to your actual failure modes and load physics. Output: Spec sheet with acceptance criteria.
- Evidence Pack: Require suppliers to prove capability before quoting. Output: Test reports, certifications, traceability documentation.
- Pilot Run: Validate performance under real conditions before scaling. Output: Go/no-go decision with documented results.
- Govern: Monitor ongoing supply through incoming QC, audits, and change control. Output: Scorecards, corrective action logs, audit records.
Cross-functional ownership matters here. Procurement owns commercial terms and supplier relationships. Packaging engineering owns technical specifications. Operations owns handling requirements and dock verification. Quality assurance owns audit cadence and corrective actions.Without clear ownership at each stage—whether you are among the corrugated box buyers seeking reliable supply or procurement teams managing qualification—governance becomes a document exercise rather than an operational reality.
Define Performance Requirements
Start with the failure mode, not the wall count. What actually causes your boxes to fail? Stacking collapse suggests inadequate edge crush test (ECT) values. Puncture indicates insufficient burst strength. Seam failure points to adhesive or manufacturing issues. Humidity softening—common in ocean freight—requires moisture resistance specifications.
What a Performance Specification Should Include
A practical spec usually combines five layers:
Use case definition (what the box must survive): Include the load type (dense parts vs. distributed load), how it ships (palletized unit load vs. loose handling), storage/warehouse stacking reality, and the dominant failure mode already observed.
Construction definition (what is being built): Define box style, dimensions, board construction (specify single, double, or triple wall as a baseline for technical validation**)**, flute profile expectations, and any required reinforcing features (corner posts, pads, partitions) if they are part of the system.
Performance requirements (what must be proven): Make the requirements measurable and method-named. For stacking-critical applications, compression/stacking tests are typically more decision-relevant than a generic “stronger board” label.
Environment and conditioning (what reality does to paper): Corrugated Box performance is sensitive to humidity exposure and handling contamination. If sea freight humidity, rain exposure, or oily contact is plausible, the spec should force those realities into the definition—conditioning expectations, protective barriers, or handling constraints.
Acceptance criteria and change control (how compliance stays stable): Define what constitutes a pass at receiving and what changes require notification and re-qualification.
Why “Triple-Wall” Labels Aren’t Enough
“Triple-wall” can be a useful shorthand in early conversations, but it is not a governance-grade requirement. The sourcing system breaks when “triple-wall” becomes the requirement and everything else becomes assumed. Governance-grade specs name what must not change (critical build parameters and test conditions) and what must be demonstrated (method-named results).
Translate failure modes into enforceable spec fields. Rather than requesting “strong boxes,” specify minimum ECT values (measured per TAPPI T 811, ISO 3037, or equivalent), burst strength thresholds, Cobb values for moisture absorption, and box compression test (BCT) minimums for your actual stacking configuration. These numbers come from analyzing your load physics: part weight, pallet height, warehouse humidity, and transit duration.
Account for conditioning and contamination realities. Heavy automotive parts often carry cutting oil or machining residue. Specify oil resistance if relevant. For ocean freight, specify pre-conditioning at elevated humidity levels (per ASTM D4332 or equivalent) to simulate actual transit conditions—standard testing at ambient laboratory conditions may not predict real-world performance if the board hasn’t been acclimatized to the moisture profile it will face at sea.
Key Specification Fields for Heavy-Duty Applications
| Specification | Purpose |
| Edge Crush Test (ECT) | Minimum kN/m for liner grades, tested per named standard |
| Box Compression Test (BCT) | Minimum force at your stacking height and dwell time |
| Burst Strength | Minimum kPa for puncture resistance |
| Cobb Value | Maximum g/m² water absorption for moisture-sensitive applications |
| Conditioning Requirements | Test environment (temperature, humidity, duration) per your transit profile |
Evidence Pack Requirements
An evidence pack proves supplier capability before they quote. This filters out suppliers who cannot meet your specification—and prevents the awkward discovery after order placement that their “triple-wall” doesn’t match your requirements.
The pack should include test reports with method IDs (not just results—the method matters), material certifications, manufacturing process documentation, and traceability systems. A conditioning statement confirms that testing was performed under conditions relevant to your application, not just convenient laboratory defaults.
Evidence Pack Checklist
| Evidence Item | What “Good” Looks Like | Why It Matters |
| Method-named test results | Reports clearly state test method, units, conditioning assumptions, date, and sample description | Prevents incomparable claims and reduces disputes |
| Construction disclosure | Board and box construction stated clearly enough to reproduce (not just “triple-wall”) | Prevents hidden build variation |
| Material certifications | Liner grade (whether testliner, kraft linerboard, or recycled alternatives), flute specification, adhesive type with lot traceability | Enables verification and containment |
| Process control statement | Defined critical-to-quality parameters and what triggers corrective action | Reduces performance drift |
| Change control commitment | Written rule for notifying changes that affect performance | Prevents “silent spec drift” |
| Pilot readiness confirmation | Ability to produce pilot lots under controlled conditions | Supports controlled pilot run instead of ad-hoc sampling |
| Handling/environment assumptions | Supplier confirms what conditions the box is designed and tested for | Aligns performance claims with real use |
This checklist is intentionally governance-first, designed to help you evaluate corrugated box suppliers on capability rather than claims alone. It does not try to prove everything at RFQ stage; it tries to prevent the most expensive category of mistake: awarding to a supplier that can quote the label but cannot consistently meet the real requirement.
Requiring evidence packs reduces quote noise dramatically. Suppliers who cannot provide documentation self-select out. Those who remain are competing on equivalent capability, making price comparisons meaningful. This is where the governance approach pays for itself—fewer iterations, fewer surprises, fewer failures.
Pilot Validation in Real-World Environments

Laboratory testing proves capability in controlled conditions. Pilot runs prove performance in your actual environment—with your parts, your handling equipment, your warehouse humidity, and your transit routes. This validation step catches the failures that specifications alone cannot predict.
Design the pilot around your highest-risk scenarios. If ocean freight humidity is your concern, pilot during the humid season or simulate the conditions. If forklift damage is common, include handling simulation using ISTA test procedures or equivalent. If stacking is the failure mode, test at your actual pallet heights and dwell times.
Pilot Run Gate Checklist
1. Pre-pilot alignment (Define gate) Confirm the performance specification, conditioning assumptions, and acceptance criteria are locked. Document the failure mode being tested against.
2. Build control (Evidence gate) Confirm the pilot build matches the declared construction and that the evidence pack corresponds to the pilot lot.
3. Test design (Pilot gate) Choose tests that reflect the real stressors: stacking/compression for palletized loads, handling damage risk for sharp/heavy parts, and environmental exposure when humidity is a known variable. Where relevant, use recognized methods for compression/stacking and distribution simulation rather than improvised one-offs.
4. Execution and documentation (Pilot gate) Record what matters: lot ID, build parameters, conditioning, and any deviations. A pilot without traceability is a sample, not a pilot.
5. Decision and scale plan (Pilot gate) Award conditions should reflect the pilot outcome: pass/fail criteria, required controls, and what triggers re-qualification.
The pilot is also the most practical place to reveal non-obvious failure causes. A box can be “strong” but fail because the handling system is wrong for the part geometry, the seam is stressed in the wrong orientation, or the distribution environment is outside the assumed conditioning window.
Document everything. Photographs, measurements, failure analysis, and corrective actions become your baseline for ongoing governance. A pilot that passes with thorough documentation provides the evidence needed to hold suppliers accountable when production shipments deviate.
Governance and Continuous Supply Oversight
Qualification is not a one-time event. Without ongoing governance, suppliers drift. Materials change. Manufacturing processes shift. Quality slowly degrades until another box fails on another dock, and the cycle begins again.
Incoming Quality Verification
Incoming QC provides the first line of defense—not as “inspect everything” but as a trigger-based verification system. Primary visual assessments identify immediate transit damage, whereas metric-based sampling detects latent material drift. Check caliper, moisture content, and visual print quality on a sampling basis. Increase sampling frequency when suppliers change materials or after quality events.
Key triggers for increased sampling: new lot, new plant, after a corrective action, after a performance complaint.
Scorecards and Performance Tracking
Scorecards track supplier performance over time. Key metrics include on-time delivery, damage rates, specification compliance, and responsiveness to issues. Monthly or quarterly reviews surface trends before they become failures.
Corrective Action Loops (CAPA)
Corrective action loops ensure problems get fixed, not repeated. When an issue occurs:
- Containment: Stop, segregate, replace—tied to traceability
- Root cause analysis: Link to build variables and conditions
- Preventive control updates: Process, materials, handling instructions, or spec updates
Without this loop, the same failures recur indefinitely.
Audit Cadence
Audit cadence provides periodic verification that supplier processes remain capable. Annual or semi-annual audits check manufacturing controls, material traceability, and change management systems. This prevents the silent spec drift that causes gradual quality degradation.
Initial oversight should be intensified for new partnerships, following quality lapses, or during major supplier transitions—such as facility relocations or ownership changes.
Change Control
Change control requires suppliers to notify you before changing materials, processes, or manufacturing locations. Without this requirement, a supplier might substitute a cheaper liner grade—perhaps switching from virgin kraft paper to a lower-specification recycled alternative—and you won’t know until boxes start failing. The governance framework makes change visible and subject to re-qualification.
Sourcing Maturity Matrix: Where Does Your Organization Stand?
Organizations typically fall into one of four maturity levels when sourcing heavy-duty corrugated box packaging. This matrix helps diagnose your current state and identifies what’s needed to progress.
| Maturity Level | Characteristics | Typical Outcomes |
| Reactive | No standardized specs; price-driven decisions; supplier selection based on availability | High failure risk; unpredictable quality; frequent emergency sourcing |
| Standardized | Defined specifications exist; basic supplier screening; some documentation | Reduced variation; fewer surprises; comparable quotes |
| Measured | Pilot testing required; performance data tracked; evidence packs collected | Validated performance; data-driven decisions; early problem detection |
| Governed | Audited vendors; ongoing compliance monitoring; change control enforced | Consistent quality; prevented drift; supplier accountability |
The point is not to jump to perfection; the point is to move one quadrant at a time.
How to Move One Quadrant Forward
From Reactive to Managed: Document your current failure modes. Create a basic specification sheet with minimum ECT and BCT values. Require evidence packs from all new suppliers before quoting. Publish one controlled spec template and stop awarding against vague labels.
From Managed to Measured: Implement pilot testing for all new suppliers or specification changes. Track damage rates and correlate with supplier performance. Build a database of test results for comparison. Require quote-time evidence and run a pilot before scaling volume.
From Measured to Governed: Establish incoming QC protocols with sampling triggers. Implement supplier scorecards with monthly reviews. Require change notifications and re-qualification for material or process changes. Establish a 12-month audit cycle and formalize change-control protocols to mandate re-qualification upon any material substitution.
Common Failure Modes and How to Diagnose Them
When boxes fail, the diagnosis determines the fix. Attributing all failures to “weak boxes” leads to overspecification and unnecessary cost. Accurate diagnosis identifies the specific control failure—whether in material validation or environmental simulation—that permits the non-conformance.
Separating handling failures from spec/test failures prevents the most common mistake in industrial corrugated boxes: fixing the wrong problem.
Handling-Driven Failures (System Around the Box)
Overstacking or uneven load distribution: Localized crushing at corners or panels, often inconsistent across pallets. If boxes crush under load, check whether warehouse staff aren’t overstacking beyond the rated capacity—this is a handling issue, not a box issue.
Puncture from sharp edges or protrusions: Holes or tears aligned with the part geometry. Internal damage from part movement suggests inadequate cushioning or interior bracing, not necessarily weak board. Often solved by protective design, not only board changes.
Forklift/warehouse damage: Distinct impact patterns from handling equipment. Often requires handling controls and packaging system changes rather than stronger boxes.
Spec/Test-Driven Failures (Box Capability and Control)
Stacking collapse: If boxes crush under load and handling is correct, investigate whether suppliers have drifted from qualified materials. Check whether the BCT spec matches actual stacking height and dwell time.
Seam separation: Manufacturer joint failures point to adhesive quality or manufacturing process issues. Seams pop under load; points to construction/process controls rather than simply “stronger board.” Request process documentation and consider supplier audit.
Humidity softening: Boxes that arrive intact but fail after storage or transit through humid conditions weren’t specified for moisture resistance. Check Cobb values and conditioning requirements. For ocean freight, specifications must account for container rain and tropical humidity. Failures clustered after humid transit or storage indicate performance drops even when build “looks right.”
Silent spec drift: Failures begin after a period of success; often tied to unreported changes in paper, adhesive, flute, or production location. This failure mode often indicates the need for tighter incoming QC sampling and enforced change control.
The “thicker corrugated fiberboard” trap persists because it feels like action. But thickness without specification addresses symptoms rather than causes. A heavier box that isn’t tested to the right conditions, manufactured with consistent materials, or verified on arrival will eventually fail—it just costs more when it does.
Frequently Asked Questions
Is triple-wall always better than double-wall for heavy-duty corrugated boxes?
Not always. “Better” depends on the failure mode. Triple-wall can increase stacking capability, but puncture risk, seam performance, and humidity exposure still need to be defined, proven, and governed. A well-specified double-wall box may outperform a poorly-specified triple-wall in your specific application.
Which matters more: ECT, burst, or compression testing?
The decision should follow the failure mode. For stacking-driven failures, compression/stacking performance (BCT) is often more directly relevant than burst. For puncture-driven failures, puncture strategy and packaging design may be more decisive than either. ECT predicts material capability; BCT predicts stacking performance for your specific box design. Both specifications matter—ECT for material qualification, BCT for application validation.
How do I specify corrugated boxes for automotive parts with oil contamination?
Include oil resistance in your specification by requiring appropriate liner treatments or coatings. Specify testing that simulates your actual contamination levels. Consider interior dunnage that isolates parts from direct board contact. During pilot runs, use actual parts with representative oil residue to validate real-world performance.
How can supplier capability be screened before awarding?
Require a quote-time evidence pack that includes method-named test results, construction disclosure, traceability basics, and change control commitments. That filter prevents most mismatches before time is spent on pilots.
What should incoming QC check when corrugated boxes arrive?
At minimum: visual inspection for damage, moisture content with a pin-type meter, caliper measurement to verify board thickness, and print quality verification. Use incoming QC as a trigger-based verification system: lot traceability, visual conformance checks tied to common failure modes, and defined sampling triggers. Increase sampling frequency after supplier changes or quality events. Document all checks and maintain trend data to identify drift before it causes failures.
How often should suppliers be audited?
Annual audits represent a common baseline for critical suppliers. Increase frequency for new suppliers during the first year, after quality events, or when supplier circumstances change (new ownership, facility moves, significant volume increases). Audit scope should cover manufacturing controls, material traceability, change management, and corrective action systems.
Related Resources
- How to Vet Corrugated Box Suppliers for Technical Competence (Before You Send an RFQ)
- How to Verify Corrugated Box Quality at the Dock: A Practical Testing Protocol
- ECT vs. Bursting Strength of Paper: How to Choose the Right Specs for Electronics Packaging
- Acceptance Criteria for Containerboard Pilots: What ‘Pass’ Looks Like Before You Scale
- Spec Sheets That Work: The Minimum Fields a Packaging Paper Converter Needs to Avoid Guesswork
- Why ‘Cheap’ Boxes Cost More: The Hidden Economics of Damage Rates
- ISO 12048: Packaging — Compression and stacking tests using a compression tester
- ASTM D642: Compressive resistance of shipping containers, components, and unit loads
- ISTA Test Procedures (including Procedure 3A overview)
- Fibre Box Association ECT Guide
Moving from reactive sourcing to governed procurement requires practical tools and qualified suppliers—resources that a specialized B2B marketplace for the paper industry can provide. The PaperIndex Academy provides additional frameworks, checklists, and educational resources for industrial packaging procurement.
When you’re ready to apply this framework:
- Find suppliers of corrugated boxes and compare capabilities using your governance checklist
- View corrugated box product listings to explore available options
- Submit an RFQ to receive quotes — attach your spec sheet and evidence pack requirements
The evidence pack requirements alone will filter your supplier list to those who can actually perform.
Disclaimer:
This article provides educational guidance on corrugated box sourcing methodologies. Specific performance requirements vary by application, load characteristics, and transit conditions. Technical specifications should be validated with qualified packaging engineers for your specific use case.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.