
📌 Key Takeaways
Packed weight alone misleads flute selection—footprint, height, and damage history determine whether boxes survive real distribution.
- Weight Is Incomplete Without Context: A 10 kg product in a tall, narrow box behaves differently from the same weight in a compact cube because load distribution shifts crush points.
- Diagnose Before You Specify: Returns photos revealing crushed corners point to compression testing and ECT specs, while punctures and tears indicate burst strength and liner quality priorities.
- Method-Named Specs End Disputes: Writing “burst strength ≥800 kPa tested per ISO 2758” prevents quote spread and post-delivery arguments that vague targets invite.
- Double-Wall Triggers Exist Beyond Weight: Long distribution lanes, high-humidity storage, stacking above four layers, and recurring crush damage justify upgrading construction even at moderate weights.
- Validation Proves Systems, Not Claims: Supplier test reports mean nothing until boxes packed with real product and void fill survive actual handling—compression testing confirms stacking performance.
Specifications matched to failure modes protect margins; specifications matched only to weight invite surprises.
E-commerce operations managers and procurement professionals sourcing corrugated packaging will gain a decision framework here, preparing them for the RFQ templates and supplier qualification steps that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The sample box passed every test. Solid construction, clean print, competitive price. Six weeks later, the damage reports started arriving—structural deformation, panel deflection, and product migration within collapsed cartons.
What went wrong?
The specification matched the product weight. But product weight alone never tells the whole story. The boxes failed because the flute profile and wall construction weren’t matched to the actual packed load moving through a real distribution network—with its stacking, humidity, and handling realities.
When people say ‘flute profile,’ they’re talking about geometry: the arch shape and height of the corrugated medium that determines a box’s thickness, stiffness, crush behavior, and print surface—properties that directly influence whether your corrugated boxes survive distribution intact. Pick the wrong one and the symptoms show up fast—crushed corners, bowed panels, split seams, and returns that spike your total cost of ownership far beyond any unit-price savings. Pick a sensible starting spec and you get something better than “stronger boxes”: repeatable outcomes and RFQ suppliers can quote consistently.
This checklist changes that. With packed weight as your starting point, you can select a flute and wall type in minutes, convert the choice into an RFQ-ready specification, and validate before scaling. No guesswork. No expensive surprises at the dock.
Why Product Weight Alone Is a Trap (and How to Use It Safely)
Weight is the fastest entry point for flute selection. It’s also incomplete.
A 5 kg product in a compact cube behaves differently from a 5 kg product in a tall, narrow carton. Same weight, different load distribution. The cube stacks predictably. The tall box tips, shifts, and concentrates force on weak points during transit. A 10 kg item in a low, wide box behaves very differently from a 10 kg item in a tall, narrow one.
Weight tells you how much force the box handles. Footprint, height, and stacking depth tell you where that force lands—and whether your flute choice can manage it.
The 60-second diagnostic: Before selecting any flute, capture four inputs:
- Packed weight (kg) — product plus inner pack plus void fill
- Footprint (L × W) — larger panels increase bowing risk
- Height — tall or narrow boxes carry higher crush and corner risk
- Damage pattern history — crush failures versus puncture and tears from recent returns
These four numbers unlock the rest of the checklist. If they’re written down, flute selection stops being guesswork and starts being a controlled choice.
For foundational definitions of how flute profiles work mechanically, see Understanding Corrugated Box Flute & Wall Types: A Plain English Guide.
Calculating the Real Shipping Load
Your specification must reflect packed weight—the total mass inside the sealed box.
Include in the calculation:
- Product weight
- Interior packaging: inserts, dividers, foam, molded pulp
- Void fill: paper, air pillows, loose fill
- Bundled accessories, manuals, or promotional items
A common mistake is specifying based on product weight alone, then discovering the void fill and inserts add 15–20% to the actual load. That margin can push a box past its performance threshold.
Record footprint and height. Tall, narrow cartons amplify top-load stress. A box with a height-to-width ratio exceeding 2:1 needs more compression resistance than a squat carton carrying identical weight. Note this ratio—it affects wall-type decisions later.
Flag dense-and-fragile items. Ceramics, glassware, and metal components with sharp edges combine high weight with low damage tolerance. These products often require thicker flute profiles for cushioning even when weight alone suggests a thinner option would suffice. They may also need puncture resistance paired with controlled void fill, not just thicker walls. When in doubt, move up one flute thickness or shift to double-wall construction.
Identifying the Target Failure Mode
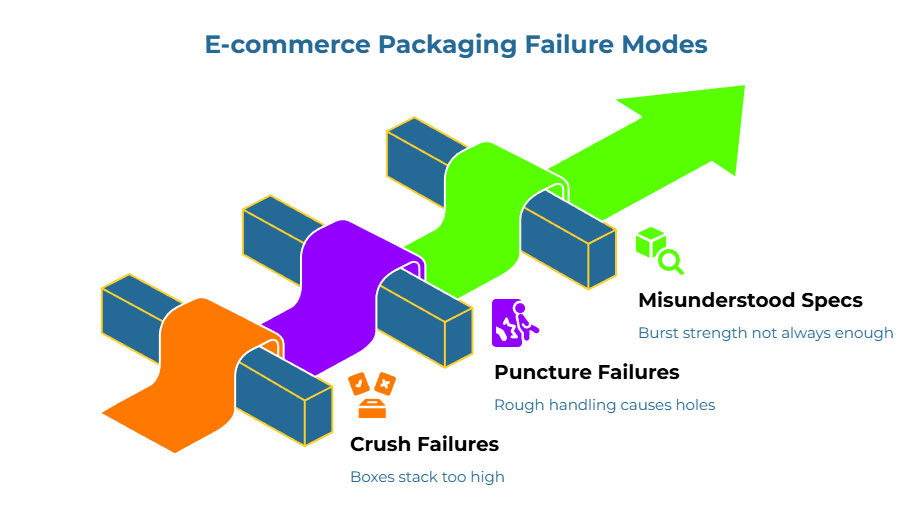
Before selecting a flute, decide what you’re protecting against. E-commerce damage typically falls into two patterns:
Crush and stacking failures appear as bowed panels, collapsed corners, and crushed edges. These occur when boxes stack too high, dwell too long in storage, or absorb humidity that weakens the board. Compression-related properties—board caliper and edge crush resistance—drive performance here.
Puncture and handling failures appear as holes, tears, and burst seams. These happen during conveyor impacts, rough sorting, and drop events. Burst strength measures resistance to concentrated force pushing through the panel surface.
Diagnose from your returns data. Pull photos from your last ten damaged shipments and use them as a diagnostic tool. Flattened boxes and caved-in panels point toward stacking performance—treat this as a compression problem first, addressing construction, ECT, and compression testing. Punctures, rips, and impact tears point toward burst strength—treat this as a rupture problem first, focusing on liner quality and burst-related targets. This simple review often reveals which failure mode dominates—and which specification deserves priority.
Burst specs are often misunderstood as ‘overall strength.’ If your failures are stack-related, don’t let burst strength carry the entire spec—pair it with ECT where needed.
Matching Flute Profile to Load Requirements
Flute profile determines the wave structure inside the corrugated board. Each profile balances cushioning, stacking strength, printability, and material efficiency differently.
Flute Reference
| Flute | Thickness (approx.) | Strengths | Considerations |
| A | 4.5–5.0 mm | Maximum cushioning for fragile goods; useful when handling is rough or impacts are frequent | Thicker board; lower print definition; more variation in finished dimensions |
| B | 2.8–3.2 mm | Good puncture resistance; flatter surfaces for clean die-cutting | Less cushion than A or C; common in mailers and smaller parcels |
| C | 3.5–4.0 mm | Balanced stacking and cushioning | Common general-purpose choice |
| E | 1.5–1.8 mm | Excellent print quality; compact profile; strong dimensional consistency; faster folding and sealing on automated lines | Limited cushioning and stacking capacity |
Single-Wall vs. Double-Wall: A Decision Tree
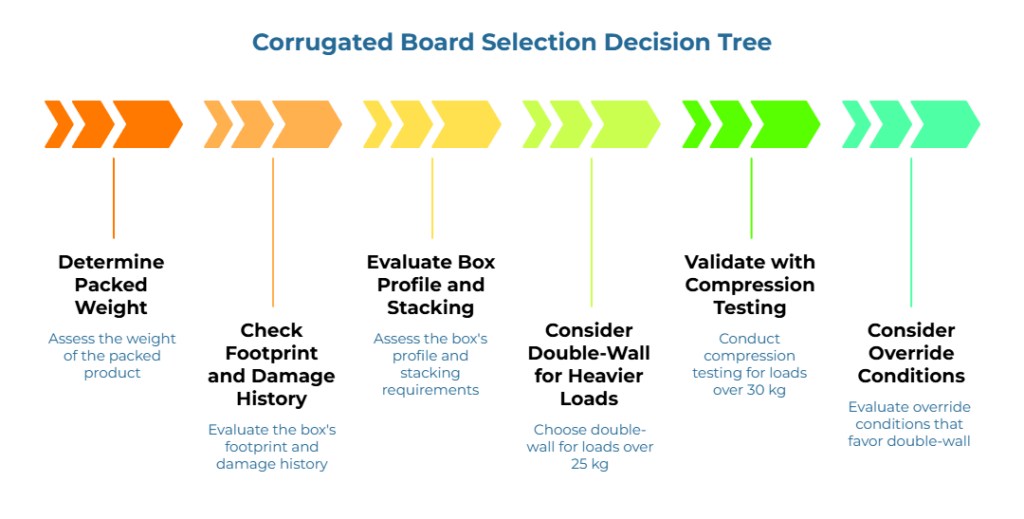
Single-wall board (one fluted layer between two liners) handles most e-commerce applications at moderate weights, though understanding how flute and wall types interact helps procurement teams specify protection that matches actual distribution stresses. Double-wall board (two fluted layers) adds stacking capacity and puncture resistance for heavier loads or demanding distribution conditions.
Follow this decision path:
START: What is the packed weight?
├─ Up to 15 kg
│ └─ Is footprint compact (not large-panel) AND damage history low?
│ ├─ YES → Single-wall (B or C flute)
│ └─ NO (tall/narrow box OR corners crushing in transit) → Evaluate double-wall (BC) or add ECT verification
│
├─ 15–25 kg
│ └─ Is box low-profile AND stacking minimal?
│ ├─ YES → Single-wall (High-Performance 200# or 275# Test) or Double-wall
│ └─ NO (stacking, long-distance networks, repeat crush claims) → Double-wall (BC)
│
├─ 25–30 kg
│ └─ Double-wall (BC or AC recommended)
│
└─ Over 30 kg
└─ Double-wall (AC) or triple-wall; validate with compression testing
Override conditions that push toward double-wall:
– Long distribution lanes (cross-country or international)
– High-humidity storage environments
– Recurring crush damage at weights within single-wall range
– Stacking exceeding 4 layers in warehouse storage
– History of puncture failures during handling
This decision tree provides starting guidance. Actual performance depends on board quality, liner grades, and distribution severity—validation testing confirms whether the selection holds. For operations scaling volume, diversifying your corrugated packaging supply chain reduces risk when primary suppliers cannot meet specification consistency.
Practical E-commerce Constraints
Beyond performance, operational realities shape flute choice:
Pack speed. Thinner flutes fold and seal faster on automated lines. High-volume fulfillment centers often favor B or E flutes for throughput, accepting trade-offs in cushioning.
Print quality. E and B flutes deliver sharper graphics for retail-ready or branded packaging. A and C flutes produce a washboard effect that softens printed images.
Dimensional consistency. Thicker flutes introduce more variation in finished box dimensions. Tight-tolerance applications may require thinner profiles (E or B) or tighter manufacturing controls.
Converting Selections into RFQ Specifications
Clear specifications prevent quote spread and post-delivery disputes. When every supplier quotes against identical parameters, comparison becomes straightforward and arguments over ‘what was agreed’ disappear. Suppliers quote apples-to-oranges when the RFQ is missing method-named targets.
Minimum fields for comparable quotes:
- Box style (e.g., Regular Slotted Container)
- Internal dimensions (L × W × H in mm) with tolerances
- Wall type and flute profile
- Minimum burst strength with test method
- Conditioning and sampling expectations
For a deeper spec-writing discipline, see The Quality Blueprint: Defining and Enforcing Corrugated Box Specs.
Burst Strength Targets (ISO 2759): Starting Points
The following table provides common starting targets based on general industry practice. Required minimums vary based on product fragility, pack-out configuration, and distribution hazards. Confirm targets against supplier capability data and validate with actual damage-rate monitoring.
| Packed Weight | Suggested Minimum Burst (kPa) | Typical Wall Type |
| Up to 5 kg | 600–800 | Single-wall (B or E) |
| 5–10 kg | 800–1,000 | Single-wall (B or C) |
| 10–20 kg | 1,000–1,200 | Single-wall C or Double-wall |
| 20–30 kg | 1,200–1,600 | Double-wall (BC) |
| Over 30 kg | 1,600+ | Double-wall (AC) or triple-wall |
Burst strength tested per ISO 2759. Values represent common starting points; verify against your specific distribution conditions.
A note on industry terminology: Burst ratings in commerce are frequently referenced as “Mullen test” or “burst test grades” (125, 150, 175, 200). These correspond approximately to the kPa values above. For reference, industry equivalency guidance from sources such as the Crown Packaging Mullen vs ECT whitepaper maps common grades as follows: 125 burst ≈ 862 kPa (suitable up to ~9 kg), 150 burst ≈ 1,034 kPa (~9–16 kg), 175 burst ≈ 1,206 kPa (~16–23 kg), and 200 burst ≈ 1,379 kPa (~23–30 kg). When writing specifications, express targets in kPa with the test method named explicitly to ensure consistency across suppliers.
Standards clarification: ISO 2759 describes a burst method for paper; for combined board (finished corrugated), other methods may apply depending on agreement between parties. The practical takeaway is to name the method you will accept and keep it consistent across all suppliers quoting on your RFQ.
When stacking dominates, add ECT. Edge Crush Test (ECT) predicts compression performance better than burst strength for palletized loads and warehouse stacking. Specify ECT minimums tested per ISO 3037 when stacking is the primary failure risk.
RFQ Spec Line Template
BOX SPECIFICATION — [Product Name / SKU]
| Box Style: | Regular Slotted Container (RSC) |
| Internal Dimensions: | [L] × [W] × [H] mm (±2 mm) |
| Wall Construction: | [Single-wall / Double-wall], [Flute, e.g., C-flute] |
| Burst Strength: | ≥[Value] kPa, tested per ISO 2759 |
| ECT (if applicable): | ≥[Value] kN/m, tested per ISO 3037 |
| Print: | [Flexo / Litho / None], [colors], [coverage] |
| Sampling: | [AQL or quantity per shipment] |
| Conditioning: | Per ISO 187 (23°C, 50% RH) prior to testing |
| Tolerances: | Dimensions ± ___ mm; visual defects thresholds agreed at receiving |
| Verification: | Supplier to provide recent test report(s) with method ID, conditioning details, and sampling note |
Validation Protocols Before Scaling
A specification on paper proves nothing until the physical box survives actual distribution. Validate the system—box plus pack-out plus handling—not just a paper claim or supplier promise.
Day-one sample checks:
- Visual inspection for delamination, warping, or print defects
- Dimensional verification against spec tolerances
- Caliper spot-check to confirm flute profile matches the quote
- Seam quality and squareness assessment
- Hand flex test for consistency with approved samples
- Pack real product with real void fill and conduct a short internal “abuse” check—drops and impacts aligned to your actual risk profile
Escalate to compression testing when:
- Scaling to high volume with a new supplier
- Damage rates exceed acceptable thresholds after initial shipments
- Stacking depths increase or warehouse dwell times extend
- Switching between single-wall and double-wall constructions
- Crush claims repeat despite meeting burst specs
- Multi-high stacking or tall/narrow pack configurations
Compression testing per ASTM D642 confirms whether boxes handle real stacking loads under controlled conditions.
Supplier evidence that indicates technical competence:
- Certificate of Analysis (COA) showing basis weight and burst/ECT results
- Test reports naming the method (ISO 2758, ISO 3037) with values meeting spec, including conditioning details, dates, and traceability
- Calibration records or ISO/IEC 17025 accreditation for testing equipment
- Production samples from the same materials and equipment as your run
A supplier unable to provide method-named test reports may still deliver an acceptable product—but the absence signals inconsistent process control worth monitoring. Pre-qualification vetting catches these gaps before RFQs go out.
Technical Checklist (Copy/Paste)
E-COMMERCE FLUTE-TO-WEIGHT CHECKLIST
====================================
1. PACKED WEIGHT + CONTEXT
[ ] Product weight: ___ kg
[ ] Inserts + void fill: ___ kg
[ ] Accessories/bundled: ___ kg
[ ] TOTAL PACKED WEIGHT: ___ kg
[ ] Dense + fragile? (Y/N): ___
2. BOX DIMENSIONS
[ ] Internal (L×W×H): ___ × ___ × ___ mm
[ ] Footprint (L×W): ___ × ___
[ ] Height:width ratio: ___ (flag if >2:1)
[ ] Large panels? (Y/N): ___
3. FAILURE MODE DIAGNOSIS
[ ] Primary risk: CRUSH / PUNCTURE (circle one)
[ ] Evidence: returns photos reviewed? (Y/N)
[ ] Damage pattern notes: _______________________
4. FLUTE + WALL SELECTION
Weight band guidance:
• ≤10 kg: Single-wall (B/C)
• 10–20 kg: Single-wall C or Double-wall BC
• 20–30 kg: Double-wall (BC/AC)
• >30 kg: Double-wall AC or triple-wall
Override to double-wall if:
[ ] Long lanes [ ] High humidity [ ] Crush history
[ ] Stacking >4 layers [ ] Puncture history
[ ] Tall/narrow box [ ] Large panels
SELECTED: _______ wall, _______ flute
5. PERFORMANCE TARGETS
[ ] Burst: ≥___ kPa (ISO 2758)
[ ] ECT: ≥___ kN/m (ISO 3037) — if stacking-dominant
6. VALIDATION
[ ] Samples inspected (visual, dimensional, caliper, seams)
[ ] Pack-out fit verified with real product
[ ] Supplier evidence pack received (method-named reports)
[ ] Compression test required? (Y/N)
[ ] Escalation triggers documented
When the spec is test method-named and ready to share, supplier conversations get calmer—fewer opinions, more proof.
PaperIndex’s Corrugated Box Suppliers directory connects buyers with verified suppliers across 195 countries. Use the completed spec line to request comparable quotes, keeping evidence requirements central to the conversation.
Ready to move forward? Submit an RFQ and receive quotes directly through the platform.
Disclaimer:
This guide provides general informational content and does not constitute professional engineering or legal advice. Performance requirements vary based on product characteristics, distribution conditions, and regional standards. Validate specifications through qualified testing and consult packaging professionals for critical applications.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.