
📌 Key Takeaways
Mill-direct paper deals bankrupt small converters by locking working capital in warehouse inventory while cash flow drains.
- Carrying Costs Erase Discounts: Annual inventory costs of 20-30% in high-cost environments can completely consume a 5% per-ton mill discount.
- Cash Leaves Before It Returns: Large MOQs force upfront payment weeks or months before finished goods generate customer payments, creating dangerous liquidity gaps.
- Excess Stock Drives Production Problems: Running jobs on wrong-grade paper to clear inventory increases machine breaks, jams, and waste that exceed original savings.
- Customer Volatility Amplifies Risk: When anchor customers delay orders or change specifications mid-contract, bulk inventory becomes dead stock with no recovery path.
- Agility Beats Volume: Smaller, frequent orders from mixed supplier channels protect working capital and enable response to opportunities without cash panic.
The inventory trap is structural mismatch, not incompetence—mill economics designed for giants suffocate small paper converters..
Small packaging converters and paper bag manufacturers managing tight margins will gain defensive sourcing strategies here, preparing them for the cash flow management frameworks that follow.
Full warehouse. Empty bank account.
The truck arrived last week carrying forty tons of kraft paper, negotiated directly with the mill at what looked like an unbeatable price. The warehouse is stacked floor to ceiling. On paper, the business just made a smart move. Yet somehow, payroll feels tight, the chemical supplier wants payment, and there is no cash cushion left for the next opportunity that walks through the door.
If this sounds familiar, you are not alone. Small-to-medium converters operating with limited working capital frequently encounter this cash flow disconnect, where booked profitability fails to translate into immediate liquidity due to inventory tie-ups. The culprit is often hiding in plain sight: a sourcing model designed for someone else’s balance sheet.
This pattern has a name. Call it the Inventory Trap. It occurs when high minimum order quantities and rigid payment terms force small converting plants to hold stock levels that exceed their immediate production needs, effectively shifting inventory holding costs from the mill to the converter.
What Mill-Direct Deals Promise on Paper
The pitch is compelling. Cut out the middleman. Get the best rate per ton. Deal directly with the source, just like the big brands do. For an owner who has spent years buying through traders and distributors, going mill-direct feels like a graduation, a sign that the business has finally arrived.
The Surface Logic: Lowest Price and Direct Relationship
The arithmetic seems straightforward. Fewer intermediaries should mean lower costs. A direct relationship with the mill should mean better service, priority allocation, and the prestige of being treated like a serious buyer rather than a small fish.
This logic works beautifully for large, integrated packaging companies. They have predictable demand across a narrow range of specifications. They can commit to consistent volumes month after month. They have treasury departments managing cash flow and credit lines that make large upfront payments painless.
Why That Story Fits Big Buyers More Than Small Converters
Mill contracts were designed around mill economics: long production runs, stable demand forecasts, and buyers with deep pockets. What stabilises a global brand’s supply chain can quietly suffocate a thirty-person converting plant.
The difference is not ambition or professionalism. The difference is structural. A small converter faces a fundamentally different cash reality, and forcing a large-buyer sourcing model onto a small-buyer balance sheet creates friction that compounds with every order.
Key Terms to Understand
Before going deeper, a few terms worth clarifying:
Minimum Order Quantity (MOQ): The smallest quantity a kraft paper supplier will sell in one order. Mills set MOQs to keep their machines running efficiently, not to match your cash comfort. According to NetSuite’s guide on MOQ, high minimums directly affect inventory levels and cash requirements for buyers.
Working Capital: The cash and short-term assets you rely on to pay suppliers, salaries, and bills while waiting to be paid by customers.
Inventory Carrying Cost: The total yearly cost of holding stock, including storage, handling, insurance, risk of damage, and the interest on money tied up in inventory.Standard supply chain financial models estimate that total inventory carrying costs—comprising cost of capital, storage, insurance, and obsolescence—typically range between 20% and 30% of average inventory value annually.
Cash Conversion Cycle: The time between paying for raw materials and receiving cash from customers. As Investing.com explains, the formula is: days inventory held plus days waiting for customer payment minus days of credit from suppliers. Shorter is safer. For a detailed walkthrough of mapping your own cash conversion cycle, see our step-by-step guide.
Dead Stock: Inventory that moves so slowly it becomes a financial burden rather than an asset.
How Mill-Direct MOQs Turn Into an Inventory Trap
The Inventory Trap does not spring from one bad decision. It builds gradually through the interaction of MOQs, payment terms, and the realities of running a small operation.
The Cash Conversion Problem, in Plain Language
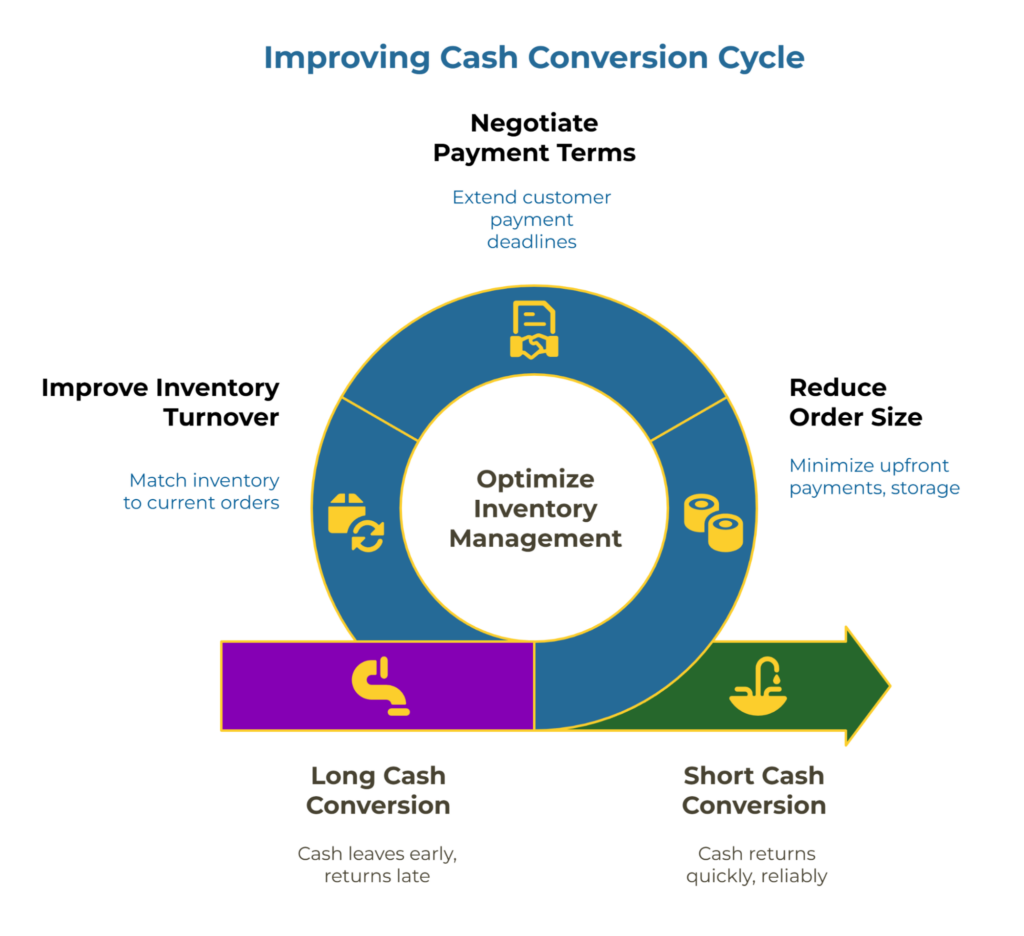
Think of cash as water flowing through a pipe. Money leaves your business the moment you pay the mill, often weeks or months before you have converted, shipped, and invoiced the finished goods. It only returns when your customer finally pays.
For a small converter, this pipe can be very long. A mill might require payment against documents or a letter of credit at shipment. The paper then sits in your warehouse for weeks or months as you work through it. Your customers, meanwhile, expect 30, 60, or even 90 days of credit.
The result: cash leaves early and returns late. The larger your mill order, the more cash sits frozen in that pipe. The per-ton discount may be real on paper. But it is paid for by a longer, riskier cash gap.
Four Ways Excess Inventory Quietly Drains Your Business
- Upfront payments and deposits. Large mill orders typically require significant cash outflow before you have sold a single paper bag. That money is no longer available for salaries, maintenance, or grabbing a time-sensitive opportunity. Understanding how to calculate inventory carrying costs and identify trapped cash is essential for making informed sourcing decisions.
- Storage and handling costs. Warehouse rent, handling equipment, labour, shrinkage, and insurance all add to the true price of that discounted ton. These costs accumulate every day the paper sits. Understanding how to calculate inventory carrying costs and identify trapped cash is essential for making informed sourcing decisions.
- Obsolescence and grade mismatch. Customer specifications change. Product mix shifts. The kraft grade you bought for last quarter’s anchor customer may not suit this quarter’s orders. You are stuck holding paper bought for a reality that no longer exists.
- Opportunity cost. Cash trapped in slow-moving reels cannot fund machine repairs, a promising new customer’s trial order, or even basic operating expenses during a slow month.
A Simple “Cash in Warehouse vs. Cash in Bank” Scenario

Consider two approaches to sourcing the same annual volume of kraft paper. The numbers below are illustrative, designed to show direction rather than precise accounting.
Scenario A: Mill-Direct Bulk Order You negotiate a large lot at, say, a headline discount of 5% below trader prices. Payment is due at shipment. The stock arrives all at once, enough to cover four months of production. Your warehouse is full, your bank account is depleted, and you start the slow process of converting and selling.
Scenario B: Smaller, Staggered Orders You source smaller lots from a mix of traders and stockists, paying a slightly higher per-ton price but spreading purchases across the year. Each order covers roughly four to six weeks of production. Cash outflows are smaller and more frequent. Your warehouse stays lean.
Now factor in carrying costs. Even a conservative estimate of annual carrying cost (storage, insurance, handling, and the cost of capital tied up in stock) can erase most or all of that 5% headline discount. When you also account for the risk of grade mismatch or a customer cancellation, the “bargain” starts to look different.
“The real risk isn’t paying a bit more per ton; it’s locking your survival cash inside slow-moving rolls.”
Why Small Paper Converters Feel the Pain More Than Big Buyers
This is not generic inventory advice. The Inventory Trap hits small converters harder because of structural disadvantages that larger players simply do not face.
Balance-Sheet Mismatch: When Mill Economics Clash with SME Cash Realities
Small converters typically finance inventory at higher interest rates than large corporates. Bank credit lines are smaller, collateral requirements are stricter, and the cost of every borrowed dollar is steeper.
Margins are also thinner. What looks like a manageable 2% carrying cost to a large buyer with 15% operating margins can feel catastrophic to a small plant running on 6% margins. There is less room for error and fewer reserves to absorb a cash crunch.
When “Using Up Stock” Creates Quality and Downtime Problems
Faced with excess inventory, many operators do what seems practical: they try to use up the stock. This often means running jobs on grades that are not ideal for the application.
The consequences ripple through production. Suboptimal paper leads to more breaks, jams, and waste. Downtime increases. Rework costs climb. The “cheap” paper ends up costing more in lost productivity than the original discount was worth.
Running machines on suboptimal grades frequently results in higher tensile variation, increased web breaks, and unscheduled downtime, creating production losses that often exceed the initial material discount.
What If a Major Customer Cancels or Delays?
Here is a scenario worth considering before signing any large mill contract.
You have committed to a bulk order based on expected demand from two anchor customers. Six weeks after the paper arrives, one customer delays a major project. The other shifts specifications, requesting a different grade.
Suddenly, you are sitting on months of inventory that does not match current demand. The cash you spent is locked up. Storage costs are accumulating. And you have no easy way to convert that stock into the paper you actually need.
This is not a rare black swan event for small converters; it is a regular business risk. Customer volatility is a constant reality. The question is whether your sourcing model can absorb that volatility or whether it amplifies the damage.
Designing an Agility-First Sourcing Strategy
The alternative to the Inventory Trap is not abandoning mills entirely. It is designing a sourcing pattern that matches your actual cash cycle and demand variability.
From “Big Orders” to “Right-Sized Orders”
Agility-first thinking starts with a simple shift: instead of asking “How can I get the lowest price per ton?”, ask “How can I keep inventory aligned with real demand and cash aligned with commitments?
This often means smaller, more frequent orders. For a comprehensive look at why agility beats scale for SME converters, our detailed guide explores the structural advantages of flexibility over volume. It means accepting a slightly higher per-ton cost in exchange for flexibility, lower carrying costs, and cash that stays available for opportunities and emergencies.
There is no universal formula. The right order size depends on your production rhythm, customer payment terms, and access to working capital. The goal is to find a sustainable pattern, not to chase the biggest possible discount.
Building a Mixed Supplier Portfolio That Protects Liquidity
A diversified supplier base provides resilience that no single mill relationship can match. Learn the practical steps for building supplier options without burning bridges through our phased diversification approach.
Consider combining several channels. Mills can serve as a source for stable base volumes when your demand is predictable and your cash position is strong. Traders and stockists often offer smaller lots with more flexible payment terms. Carefully vetted international suppliers can provide options when local markets tighten.
The goal is not to play suppliers against each other or to avoid mills on principle. The goal is to have options. When one channel becomes unfavourable, you have alternatives. When a surprise opportunity arises, you can respond without destabilising your cash flow.
Platforms like PaperIndex can help identify verified suppliers across multiple channels, giving you visibility into options you might not discover through traditional networks.
A Quick Self-Check Before Signing Any Mill-Direct Deal
Before committing to a large mill order, pause and answer these questions honestly:
- After this delivery, how many days of inventory will you be sitting on?
- If your biggest customer delays payment by 30 days, can you still meet payroll and critical bills?
- What is the true carrying cost (warehouse, financing, handling, risk) over the time this stock will sit?
- If a key customer changes specifications mid-way through your stock, what is your plan for the remaining inventory?
- Does this order improve your cash position over the next 90 days, or does it strain it?
If the answers make you uncomfortable, the “discount” may not be worth the risk.
For practical tools to address cash flow gaps identified in this self-check, see our playbook for aligning payment terms to reduce working capital strain.
When Does Mill-Direct Sourcing Actually Make Sense?
Mill-direct sourcing is not inherently bad. It can be the right choice under specific conditions.
Consider mill-direct when you have stable, predictable demand on a limited set of specifications. Consistency reduces the risk of grade mismatch and dead stock.
Consider it when your cash reserves or credit facilities can comfortably absorb the upfront payment without straining operations. If the payment feels like a stretch, it probably is.
Consider it when you can negotiate flexible delivery schedules and realistic MOQs that match your actual consumption rate. Some mills will accommodate phased deliveries or lower minimums for reliable customers.
The question is not whether mill-direct is good or bad in the abstract. The question is whether it fits your current scale, cash position, and demand pattern. Honest self-assessment matters more than industry prestige.
Common Pitfalls to Avoid
Even with the best intentions, small converters often stumble into predictable traps:
- Chasing the lowest per-ton price without calculating true landed and carrying costs. A 5% discount means nothing if carrying costs consume 6%.
- Ignoring inventory carrying cost because it does not appear on a single invoice. The cost is real even when it is distributed across rent, interest, and opportunity loss.
- Underestimating demand volatility. Customer orders are rarely as stable as forecasts suggest. Building a sourcing strategy around best-case demand is a recipe for excess stock.
- Over-trusting informal assurances about future flexibility. Verbal promises about smaller future orders or extended payment terms often evaporate when mill economics shift.
- Treating mill-direct as a status symbol rather than a strategic choice. The goal is a healthy business, not bragging rights at industry events.
Reframing Success: From Volume to Control
For too long, the paper converting industry has treated “buying direct from the mill” as a badge of sophistication. Owners brag about their mill relationships the way others might brag about luxury cars.
But the smartest operators measure success differently. They do not ask, “How big was my last order?” They ask, “How many days of inventory am I sitting on? Can I say yes to a profitable rush order without panicking about cash? Do I have options if my main supplier disappoints me?”
Control beats volume. Liquidity beats prestige. A business that can respond to opportunities and survive disruptions will outperform a business that is always waiting for cash to come unstuck from the warehouse.
The Inventory Trap is not a sign of incompetence. It is a structural mismatch between a sourcing model designed for giants and the cash realities of a small, agile operation. Recognising that mismatch is the first step toward escaping it. For strategic frameworks to navigate MOQ barriers and volume constraints, our comprehensive guide offers four proven approaches.
Before your next large order, sit down with your team and map your own “cash in warehouse vs. cash in bank” picture. The answers may reshape how you think about sourcing, risk, and what it really means to run a smart operation.
For deeper guidance on navigating kraft paper sourcing, the PaperIndex Academy offers resources designed specifically for converters working through these decisions.
Disclaimer: This article is intended as educational guidance for paper industry professionals. All numerical examples are illustrative and should not be treated as specific financial recommendations. Readers are encouraged to consult qualified financial and procurement advisors for decisions specific to their business.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.