
📌 Key Takeaways
Kraft paper specifications prevent quality disputes only when they define test methods, tolerances, sampling plans, and enforcement consequences before orders flow.
- Method Mismatch Creates 5–8% Variation: ISO 2758 and TAPPI T 403 burst tests yield different results due to clamping pressure and conditioning differences—specs must name one method to enable comparable quotes.
- Anti-Gaming Rules Close Loopholes: Requiring GSM with tolerance and minimum strength prevents suppliers from hitting weight targets while sacrificing burst or tensile performance.
- Two-Stage Tolerance Strategy Reduces Onboarding Risk: Wider bands with stronger sampling during Stage 1 allow capability assessment; tighten tolerances in Stage 2 only after measuring actual mill variability.
- Risk-Based Inspection Balances Cost and Control: Fuller testing for new suppliers or grade changes, lighter sampling for stable partners, re-escalation on drift—consistency beats over-complexity.
- Separate Remedy from Prevention in CAPA: Handling commercial credits through procurement while focusing technical CAPA on root cause keeps supplier discussions collaborative rather than adversarial.
Governance, not guesswork—enforcement mechanisms turn specifications into accountable performance.
Procurement managers and quality teams sourcing kraft paper internationally will gain copy-paste templates and enforcement workflows here, preparing them for the detailed implementation guide that follows.
The shipment looked perfect on paper. Eighty gsm, natural brown, sack grade. The certificate of analysis matched the purchase order. But three production runs later, bags were tearing at the seams, and the converting line kept jamming.
What went wrong?
The document cited ’80 gsm’ but omitted the governing ISO 536:2019 test method, failed to mandate ISO 187 conditioning, and lacked quantitative tolerance thresholds—gaps that kraft paper manufacturers and buyers alike must address to prevent costly disputes. And it certainly didn’t explain what would happen when the paper arrived outside tolerance.
This is the documentation deficit that triggers procurement friction, operational downtime, and contractual disputes. A kraft paper specification that lists properties without tying them to test methods, tolerances, and enforcement steps isn’t a specification at all. It’s a wish list.
Whether you’re a buyer trying to lock in consistent quality across suppliers and lots, or a supplier trying to respond to RFQs with confidence and reduce disputes, this guide provides the architecture you need. You’ll walk away with a field-by-field spec template you can copy directly into your next RFQ, a method alignment table that prevents test result conflicts, and a step-by-step enforcement workflow that turns paper promises into accountable performance.
Why Kraft Paper Specs Drift (And Why You Feel It as Cost, Waste, and Disputes)
Quality drift rarely announces itself. It accumulates quietly across purchase orders until a converting line stops or a customer complaint lands on your desk.
The Hidden Failure Modes
Three gaps cause most specification failures:
Method mismatch. Your spec says “burst strength 250 kPa.” The kraft paper supplier tests per ISO 2758. Your incoming inspection uses TAPPI T 403. Results generally differ—often estimated between 3% and 10%—due to procedural variations such as clamping pressure, diaphragm stiffness, and loading rates. Neither party is wrong. The spec simply failed to specify which method governs acceptance.
Tolerance gaps. A spec that states “80 gsm” without a tolerance invites interpretation. Does ±2% trigger rejection? Does ±5%? Without explicit bands, every borderline result becomes a negotiation.
Sampling gaps. Even perfect test methods produce meaningless results if sampling is inconsistent. Testing one sheet from the outer wrap of a reel tells you nothing about the 2,000 kg underneath. Without defined sampling plans—how many reels, which positions, what frequency—acceptance decisions rest on incomplete evidence.
Spec vs Sample vs Shipment Reality
A well-intentioned supplier might send a pre-production sample that passes every test. But mill conditions shift. Furnish ratios change with raw material availability. Dryer settings drift across shifts. The paper that arrives in your warehouse three months later may share a product code with that sample but differ in ways your spec never anticipated.
This is why enforcement matters as much as definition. A spec without a verification protocol lacks the contractual teeth necessary for legal or commercial recourse.
The Spec Architecture: Four Layers That Prevent Ambiguity

Think of a kraft paper specification as a four-layer system. Each layer answers a different question, and weakness in any layer undermines the whole structure.
Layer 1: Performance Parameters (What to Measure)
This is where most specs start—and where many stop too soon. Performance parameters define the physical properties that matter for your end-use: grammage, burst strength, tensile strength, tear resistance, moisture content, Cobb value, thickness.
But listing parameters without context creates two risks. Under-specification leaves critical properties undefined, and you discover gaps only when paper fails in production. Over-specification narrows the supplier pool unnecessarily and increases costs without improving fitness for use.
The right approach: start from the stresses your paper will face. A sack kraft bag carrying 25 kg of cement needs different properties than a retail shopping bag carrying 2 kg of clothing. Map your end-use requirements to specific parameters before drafting the spec.
Layer 2: Test Method and Conditioning (How to Measure)
A number without a method is not a specification. “Burst strength 300 kPa” could mean different things depending on whether it’s measured per ISO 2758 or TAPPI T 403, whether the sample was conditioned at 23°C/50% RH per ISO 187 or tested as-received, and whether results report the mean, minimum, or some other statistic.
Every measurable property in your spec needs three accompanying details: the test method (citing the standard number and year), the conditioning requirements, and the reporting basis (mean of n tests, minimum individual value, or another defined statistic).
Layer 3: Tolerances and Reporting (What Variation Is Acceptable)
No mill produces perfectly uniform paper. Variation exists across the machine direction, across the cross direction, between reels, between production runs, and between seasons as furnish and ambient conditions change.
Your spec must define acceptable variation explicitly. This typically includes a target value, an acceptable range (expressed as ± absolute units or ± percentage), and the consequence of falling outside that range—whether that means automatic rejection, conditional acceptance at a reduced price, or retest with expanded sampling.
Reporting requirements ensure you receive the evidence needed to verify compliance. Specify what appears on the certificate of analysis, how often testing occurs (every reel, every fifth reel, every production lot), and how lot boundaries are defined.
Layer 4: Sampling, Acceptance, and Escalation (What Happens If It Fails)
The final layer closes the loop. It defines how samples are drawn for incoming inspection, what acceptance criteria apply (lot acceptance based on AQL, individual result thresholds, or another scheme), and what happens when results fall outside tolerance.
Without this layer, every quality deviation becomes an ad hoc negotiation. With it, both buyer and supplier know the rules before paper ships.
Setting Targets and Tolerances Without Guessing
When a team has no historical data, the temptation is to pick “industry numbers” and move on. That usually backfires. A safer approach starts from failure cost rather than industry benchmarks.
Start from failure modes. Identify the failures that actually hurt—line stops, customer returns, moisture softening, visible defects—the same diagnostic approach detailed in diagnosing packaging failures. Map each failure to the parameters that detect it early. Often this means GSM plus one or two strength metrics, moisture control, and defect limits. Choosing tests that don’t connect to real failure modes adds cost without reducing risk.
Use a two-stage tolerance strategy. During supplier onboarding (Stage 1), set wider tolerance bands paired with stronger sampling and a strict document pack. This acknowledges that you’re still learning mill capability. Once supply stabilizes (Stage 2), tighten tolerances only after you’ve measured actual variability and confirmed the supplier can hold narrower bands consistently.
Treat minimums differently than targets. Minimum strength requirements prevent catastrophic failure; they’re non-negotiable. Target values support process consistency and cost control; they allow more flexibility. The spec should separate these so suppliers know what triggers rejection versus what invites discussion.
This is governance, not guesswork. The goal is a spec that can be enforced consistently, not a spec that looks impressive on paper but collapses under real-world variation.
Which Properties Belong in a Kraft Paper Spec
Not every kraft paper application needs every property specified. The goal is sufficiency, not comprehensiveness. Below are the parameters most commonly relevant, with guidance on when each matters and how to prevent gaming.
Grammage (GSM)
Grammage—mass per unit area, expressed in grams per square metre—is foundational. It correlates with material cost, converting machine settings, and end-product weight. Test per ISO 536:2019 after conditioning per ISO 187.
Tolerances typically range from ±2% to ±5% depending on grade and application. Tighter tolerances increase cost and limit supplier options; looser tolerances require converting equipment that can accommodate variation.
Anti-gaming rule: Specify grammage with tolerance and at least one strength metric with method, conditioning, and minimum requirements. A supplier can meet an 80 gsm target with paper that tears easily if the spec doesn’t also require minimum burst or tensile values—a relationship explored in depth in GSM and burst factor explained. GSM and strength should be specified together to prevent “meeting mass targets while compromising structural integrity.” For more on this relationship, see paper bag raw material grades: gsm and burst factor explained.
Moisture Content
Paper moisture affects runnability, dimensional stability, and strength. Too dry, and paper becomes brittle and prone to cracking at folds. Too wet, and it may curl, jam, or fail to hold adhesive properly.
Test per ISO 287:2017 (oven-drying method). Typical targets fall between 6% and 9%, but the right range depends on your converting process and storage conditions. What matters most is consistency within a defined window rather than hitting an exact target.
Anti-gaming rule: Require conditioning disclosure (ISO 187) alongside moisture reporting. Moisture is a common reason two labs disagree; standardized conditioning reduces retest conflicts. See moisture windows: why “within range” matters more than absolute values for kraft paper converting for deeper guidance.
Strength Properties: Burst, Tensile, Tear
These three properties characterize how paper resists different failure modes.
Burst strength measures resistance to rupture under pressure applied perpendicular to the sheet surface. It predicts how well a bag or wrap resists puncture from contents pressing outward. Test per ISO 2758:2014 or TAPPI T 403. Results are reported in kilopascals (kPa).
A related term, burst factor, normalizes burst strength by grammage (burst factor = burst strength ÷ grammage). This allows comparison across different weights but can obscure absolute performance.
Anti-gaming rule: Require burst in kPa and name the method. Do not accept “burst factor” unless the calculation basis is defined. Confusing burst factor with burst strength is a common source of disputes—specify which metric your acceptance criteria use.
Tensile strength measures resistance to pulling force applied in the plane of the sheet. It matters for applications involving stretching, winding tension, or bag handles. Test per ISO 1924-2:2008. Results report force per unit width (N/m or kN/m) and must specify direction—machine direction (MD) or cross direction (CD)—since paper is typically stronger in MD.
Anti-gaming rule: Require both MD and CD with defined reporting (average and minimum). Directionality is non-negotiable; a spec that says “tensile strength ≥8 kN/m” without specifying direction is incomplete.
Tear resistance measures the force required to propagate a tear through paper that already has an initial cut. It predicts durability when paper is nicked or punctured. Test per ISO 1974:2012 (Elmendorf method). Like tensile, results differ by direction.
Anti-gaming rule: Require directionality and replicate rules. Tear is sensitive to specimen prep and instrument range; without these details, results become non-comparable.
Which strength properties to specify depends on your failure modes. Sack kraft for heavy loads typically requires burst and tensile. Paper for bags that must resist sharp contents may prioritize tear. Wrapping applications may emphasize tensile and fold endurance.
Porosity and Air Resistance
Porosity matters when paper must be breathable (allowing moisture or air to escape from contents) or impermeable (preventing grease migration or dust infiltration). Test per ISO 5636-5:2013 (Gurley method). Not all kraft paper applications require porosity specification.
Anti-gaming rule: Include porosity only when tied to a real process requirement. Name the method and conditioning; “air resistance” without apparatus detail is not enforceable.
Cobb Value (Water Absorptiveness)
Cobb value measures how much water a paper surface absorbs over a defined time, typically 60 seconds (Cobb60). It indicates sizing effectiveness—how well the paper resists water penetration. Test per ISO 535:2023.
Lower Cobb values indicate better water resistance. Paper for humid environments, wet contents, or water-based printing typically requires lower Cobb specifications. Unsized or lightly sized paper intended for absorbent applications may have higher Cobb values by design.
Anti-gaming rule: Lock the Cobb time (e.g., 60 seconds) and conditioning statement in the spec. Different test durations or conditioning approaches can change results materially.
Thickness, Caliper, and Density
Thickness (caliper) affects stiffness, bulk, and converting machine settings. Combined with grammage, it allows calculation of apparent density, which indicates sheet structure. Test per ISO 534:2011.
Specify thickness when your application requires specific stiffness or when converting equipment has clearance constraints. Tolerances for thickness are typically wider than for grammage due to greater measurement variability.
Anti-gaming rule: Specify single-sheet versus stack approach and keep method settings consistent. Caliper measurement technique affects results.
Appearance and Defects
Visual properties—shade, brightness, cleanliness—matter when paper is visible to end consumers or when defects affect converting. Specify acceptable limits for holes, dirt specks, edge damage, splices, and shade variation. Use reference samples or photographic standards where possible to reduce subjectivity.
Anti-gaming rule: Define a defect taxonomy (critical/major/minor) and an inspection method including sample length, area, lighting, and splice marking expectations. Without these definitions, “acceptable appearance” becomes subjective.
Sustainability and Traceability
Increasingly, specifications include requirements for certified fibre content (FSC, PEFC), recycled content percentage, or compliance with specific environmental standards.
When including sustainability requirements, specify the certification standard, the claim type (FSC Mix, FSC Recycled, PEFC Certified, etc.), and verification method. Do not rely on marketing materials or self-declarations. Verify certificate validity through official databases: the FSC Public Certificate Search for FSC-certified products, or the PEFC Global Search for PEFC-certified entities for PEFC claims—detailed procedures are available in how to verify FSC claims. Request the supplier’s chain-of-custody certificate number and confirm it covers the product category and claim type you require.
Anti-gaming rule: Require certificate IDs, scope statements, and database verification in the document pack. An FSC logo on a supplier’s website doesn’t guarantee that every shipment carries certified fibre—certificates have scope limitations by product category and claim type.
Additional guidance appears in kraft paper manufacturer certifications: FSC, ISO & food-contact.
A Quick Use-Case Filter
Different end-uses prioritize different parameters. This table provides general guidance, recognizing that priorities still vary by specific converting and storage conditions.
| End-Use | Typical Quote-Critical Focus | What’s Most Context-Dependent |
| Paper bags | GSM + strength + moisture/conditioning + defect control | Handle/construction design and humidity exposure during storage and use |
| Liner / components | Strength consistency, moisture, caliper, defect/splice control | Integration with downstream board performance requirements and customer specifications |
| Wrapping | Tear, appearance, and sizing (if moisture exposure) | Transport/storage conditions and customer-facing presentation requirements |
Looking for specific grades and regional availability? Explore kraft paper product listings to compare options, or review specialized grades like kraft linerboard and fluting paper for containerboard applications.
Ready to find suppliers who can meet your specs?Browse kraft paper suppliers and kraft paper manufacturers to compare capabilities across grades and regions.
The Spec Template
The following template provides a starting framework aligned with the principles in spec sheets that work. Adapt it to your specific requirements, removing parameters that don’t apply and adding any that your application demands.
| Parameter | Unit | Target | Tolerance | Test Method | Conditioning | Test Frequency | Reporting | Notes |
| Grammage | g/m² | [Your target] | ±[X]% | ISO 536:2019 | ISO 187 (23°C, 50% RH) | Per reel | Mean of 10 tests | Specify whether tolerance applies to reel mean or individual test |
| Moisture | % | [Your target] | ±[X]% absolute | ISO 287:2017 | ISO 187 | Per lot | Single determination | Define lot size |
| Burst Strength | kPa | ≥[Your minimum] | — | ISO 2758:2014 | ISO 187 | Per reel | Mean of 10 tests | Or specify TAPPI T 403 if preferred |
| Tensile MD | kN/m | ≥[Your minimum] | — | ISO 1924-2:2008 | ISO 187 | Per lot | Mean of 5 tests | Specify direction explicitly |
| Tensile CD | kN/m | ≥[Your minimum] | — | ISO 1924-2:2008 | ISO 187 | Per lot | Mean of 5 tests | |
| Tear MD | mN | ≥[Your minimum] | — | ISO 1974:2012 | ISO 187 | Per lot | Mean of 5 tests | |
| Cobb60 | g/m² | ≤[Your maximum] | — | ISO 535:2023 | ISO 187 | Per lot | Mean of 5 tests | Specify wire side, felt side, or both |
| Thickness | µm | [Your target] | ±[X]% | ISO 534:2011 | ISO 187 | Per reel | Mean of 10 tests | |
| Appearance | — | Per reference sample | No critical defects | Visual inspection | — | Per reel | Pass/Fail | Define critical vs minor defects |
| Certification | — | [FSC/PEFC claim type] | — | Certificate verification | — | Per shipment | CoC certificate number | Verify via official registry |
Negotiation Notes: What to Lock vs What to Band
Some parameters warrant tight control; others benefit from flexibility. Grammage and strength minimums typically have narrow tolerances because they directly affect material costs and product performance. Moisture and thickness may accept wider bands if your converting process can accommodate variation.
Before finalizing tolerances, consider supplier capability. Requesting ±1% on grammage when mill capability is ±2% guarantees disputes. Ask potential kraft paper exporters what tolerances they can reliably hold, and review their historical COA data before setting acceptance limits—guidance on structuring these evidence packages appears in RFQ evidence packs. Guidance on building these evidence packages appears in build a “passport” for your material: what to include in a kraft paper RFQ evidence pack.
Reporting Format: COA, Test Frequency, Lot Definition
Specify exactly what the certificate of analysis must include: property, test method, result, number of tests, date of production, lot identifier, and the name of the person authorizing the release. Define lot boundaries clearly—does a “lot” mean one production run, one reel, one shipment?
Test frequency affects both assurance level and cost. Testing every reel provides high confidence but increases supplier costs that ultimately flow to price. Testing per lot reduces cost but accepts more sampling risk. Match frequency to criticality: tighter sampling for properties where variation causes immediate converting problems, looser sampling for properties with wider acceptable ranges.
Method Alignment Table: Prevent Non-Comparable Quotes
Choose one method family per parameter in your RFQ—the strategy detailed in TAPPI/ISO in plain English prevents quote incomparability at the source. Allow “equivalents” only with a documented correlation approach; otherwise, “equivalent” becomes a loophole.
| Parameter | ISO Method | TAPPI Method | Common Mismatch Note |
| Grammage | ISO 536:2019 | TAPPI T 410 | Generally comparable; verify sampling rules match |
| Moisture | ISO 287:2017 | TAPPI T 412 | Container handling and weighing procedures differ; uncontrolled lab air creates drift |
| Burst | ISO 2758:2014 | TAPPI T 403 | Clamping and pressure rate differ; expect 5–8% variation |
| Tensile | ISO 1924-2:2008 | TAPPI T 494 | Strain rate and specimen width may differ |
| Tear | ISO 1974:2012 | TAPPI T 414 | Generally comparable (both Elmendorf) |
| Cobb | ISO 535:2023 | TAPPI T 441 | Procedure similar; verify time and side tested |
| Thickness | ISO 534:2011 | TAPPI T 411 | Single-sheet versus stack approach affects results |
| Conditioning | ISO 187 | TAPPI T 402 | Both use 23°C/50% RH; acclimation time may vary |
Optional Add-On: RFQ Evidence Pack Header
This short addition reduces quote delays and QA approval stalls by telling suppliers exactly what to attach with their quotation.
Attach with your quotation when responding to kraft paper RFQs:
- Latest COA/mill test report with method codes (ISO/TAPPI), units, and conditioning statement
- Lot definition used for testing plus sample selection notes
- Sustainability documentation (if claimed): certificate IDs, scope statement, claim type, and verification link
- High-resolution photographic evidence of roll labels, moisture-protective packaging, and standardized splice marking protocols
For deeper guidance on structuring evidence packs, see TAPPI/ISO in Plain English: Which Test Methods to Require in Your Kraft Paper RFQ (and Why).
10-Minute Spec Sanity Checklist (Use Before Sending Any RFQ)
Before an RFQ goes out, verify enforceability. If any item is missing, expect slower quoting and more disputes:
- Every parameter names a method standard (ISO or TAPPI) and a unit
- Conditioning is stated once and applies to all lab-tested properties (typically ISO 187)
- Each target has a tolerance, and each pass/fail property states minimum or maximum (not just an average)
- Directionality is explicit for tensile/tear (MD and CD)
- Lot definition and sampling are written down (what constitutes a “lot,” how many reels, where to sample)
- The COA/document pack requirements are listed in the RFQ, not added later
- The dispute/retest ladder is agreed in advance, including the third-party lab option
This checklist is intentionally simple. The goal is to remove ambiguity before it becomes a commercial argument.
Looking for specific grades and regional availability? Explore kraft paper product listings to compare options.
How to Enforce the Spec: The Quality Blueprint Workflow
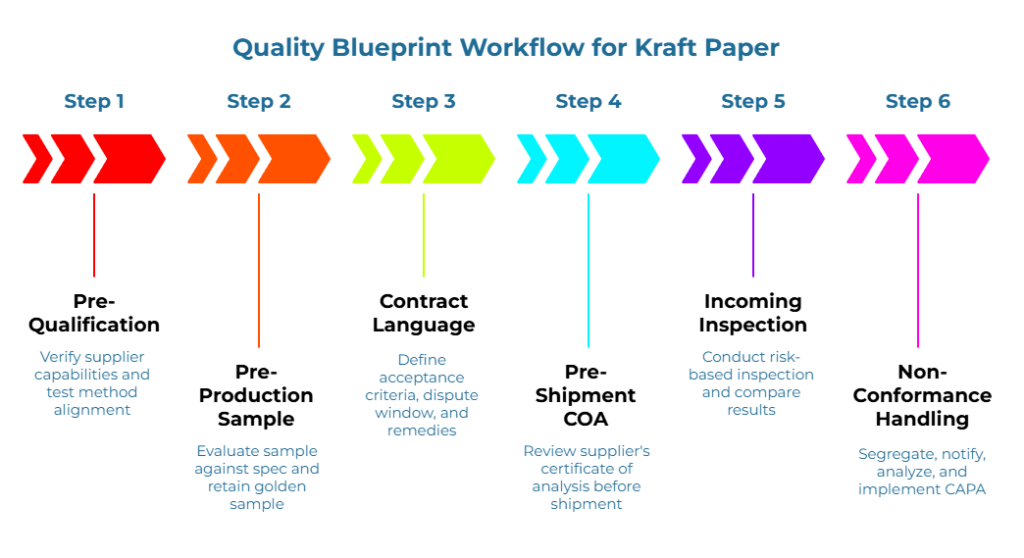
A spec without enforcement is optimism documented. This six-step workflow turns your specification into accountable performance.
Step 1: Pre-Qualification (Capability and Method Alignment)
Before awarding business, verify that potential kraft paper mills can actually meet your requirements through the structured qualification approach detailed in supplier pre-qualification templates. Request historical COA data for the grade you intend to purchase. Review their test equipment calibration records. Confirm they use the test methods your spec requires—or understand exactly how their methods differ.
If a supplier uses TAPPI methods and your spec requires ISO, discuss equivalency. Results may differ; neither is “wrong,” but someone must convert or one party must adopt the other’s method for acceptance purposes. Agreeing on this before orders flow prevents disputes later.
Detailed guidance on structuring this evaluation appears in TAPPI/ISO in Plain english: which test methods to require in your kraft paper RFQ.
Step 2: Pre-Production Sample and Golden Sample
Before committing to production volume, require a pre-production sample from the actual mill, made with the furnish and process intended for ongoing supply. Test this sample against your full spec. If it passes, retain a portion as the “golden sample”—a physical reference for future comparison.
The golden sample serves two purposes. It provides a benchmark for resolving disputes about appearance, shade, or other subjective properties. And it documents what “acceptable” looked like at the start of the relationship, anchoring expectations against drift.
Step 3: Contract Language (Acceptance Clause, Dispute Window, Remedies)
Your purchase contract should incorporate the specification by reference and define the acceptance process. Key elements include:
Acceptance criteria. State that shipments must conform to the attached specification (identified by revision and date). Define whether acceptance is based on supplier COA, buyer incoming inspection, or both.
Dispute window. Specify how long after receipt the buyer may raise quality claims—commonly 14 to 30 days. Shorter windows protect suppliers from stale claims; longer windows give buyers time to detect problems that emerge during converting.
Retest protocol. When results conflict, define the tiebreaker. Options include testing retained samples at an agreed third-party laboratory, averaging buyer and supplier results, or defaulting to one party’s results for specified parameters.
Remedies. Define what happens when a paper fails specification. Options range from outright rejection and return at supplier cost, to credit adjustments, to conditional acceptance at negotiated discount, to replacement supply. The contract should clarify who bears freight costs for returns and whether rejected material must be segregated pending supplier disposition.
For more on protective contract language, see contract clauses that protect against off-spec deliveries.
Step 4: Pre-Shipment COA and Document Pack
Require the supplier to provide a certificate of analysis before shipment releases. Review it against your spec before the paper leaves the mill. This early gate catches obvious non-conformances before freight costs accrue and before paper occupies your warehouse space.
The document pack should include the COA, packing list, commercial invoice, and any required certifications (FSC/PEFC chain-of-custody documents, food-contact declarations if applicable). Define these requirements in your purchase order terms so suppliers know what to provide without repeated requests.
Step 5: Incoming Inspection and Sampling Plan
Despite pre-shipment review, incoming inspection remains essential. Mill COAs reflect testing at the mill, under mill conditions. Paper may change during transit due to moisture uptake, physical damage, or temperature cycling.
Use a risk-based inspection plan that balances quality assurance with supplier relationship management. Fuller testing for onboarding or change events (new mill, new grade, process modifications), lighter testing for stable suppliers with consistent track records, and re-escalation on drift signals. In practice, a receiving team often needs one simple instruction they can execute consistently: “sample X reels per lot, from Y position, test Z parameters, and photograph specific defect types.” Consistency beats over-complexity.
A common approach: sample a fixed percentage of reels per shipment, selecting from different positions (outer, inner, middle of stack). Test the same parameters as the COA, using the same methods under the same conditioning. Compare results.
When buyer and supplier results consistently align, consider reducing incoming inspection frequency for that supplier—you’ve built enough trust in their process. When results diverge, increase scrutiny and investigate the source of difference.
Step 6: Non-Conformance Handling and CAPA
When paper fails specification, a structured response prevents ad hoc firefighting. Separate remedy for the current lot from process fixes to prevent recurrence. This separation keeps technical investigation focused on root cause while handling credits and replacements through procurement channels. The non-conformance protocol should address:
Containment. Immediately segregate suspect material to prevent accidental use. Label it clearly as “on hold pending disposition.”
Notification. Inform the supplier promptly, providing test data, lot identification, and the nature of the deviation.
Root cause analysis. Work with the supplier to understand why the deviation occurred. Was it a testing error, a raw material change, a process upset, or a one-time anomaly?
Corrective and preventive action (CAPA). The supplier should propose actions to prevent recurrence. These might include process adjustments, additional in-process checks, or supplier qualification for incoming raw materials. Classify deviations and trigger CAPA on repeat patterns rather than isolated events.
Commercial resolution. In parallel with technical investigation, resolve the commercial impact per your contract terms—credit, replacement, or other agreed remedy.
The goal is not to punish suppliers but to drive continuous improvement. Consistent non-conformances from the same root cause indicate a systemic problem; one-time anomalies with clear explanations may warrant less intensive follow-up. Framing CAPA as a collaborative improvement tool rather than a punishment mechanism encourages suppliers to share information that could prevent recurrence. Additional frameworks appear in designing CAPA workflows.
Acceptance Workflow: Mini-RACI
| Activity | Buyer QA | Buyer Procurement | Supplier QA | Supplier Sales | Third-Party Lab |
| Define spec requirements | C | A/R | C | I | — |
| Pre-qualification review | A/R | C | R | C | — |
| Golden sample approval | A/R | I | R | I | — |
| Pre-shipment COA review | R | A | R | I | — |
| Incoming inspection | A/R | I | — | I | C (if escalated) |
| Non-conformance investigation | R | C | A/R | C | R (if engaged) |
| CAPA approval | A | C | R | I | — |
| Dispute retest (if triggered) | C | C | C | C | R/A |
R = Responsible, A = Accountable, C = Consulted, I = Informed
Looking for manufacturers with verified capabilities?Explore kraft paper manufacturers to compare mill capabilities across regions, or review kraft linerboard mills and testliner mills for containerboard-specific suppliers.
Common Pitfalls and How to Prevent Them
Even well-intentioned specs fail when they fall into predictable traps.
Over-Spec vs Under-Spec: Hidden Cost vs Hidden Risk
Over-specification demands properties tighter than the application requires. It narrows the supplier pool, increases prices, and creates unnecessary rejection risk. Paper that would perform perfectly in your application gets rejected for failing a tolerance that didn’t need to be so tight.
Under-specification leaves critical properties uncontrolled. It invites quality variation that disrupts converting, damages products, and erodes customer satisfaction. The initial savings disappear in rework, waste, and complaints.
The solution: tie each spec parameter to a functional requirement. If you can’t explain why a parameter matters to end-use performance, question whether it belongs in the spec—or whether the tolerance should be looser. Deeper exploration of this balance appears in what happens when you over- or under-spec paper bags?
Confusing Burst Factor with Burst Strength
Burst strength is an absolute measurement in kPa. Burst factor is burst strength divided by grammage, yielding a dimensionless ratio. Both have legitimate uses, but they’re not interchangeable.
A spec that says “burst factor 30” without clarifying whether it means burst factor or burst strength 30 kPa invites confusion. Always specify the metric, the unit, and the test method together. If your acceptance criterion uses burst factor, state it explicitly: “Burst factor ≥30 (Burst index = burst strength ÷ grammage, calculated as BF =BS / G, where BS is burst strength in kPa and G is grammage in g/m2, yielding the Burst Index in kPa.m2/g per ISO 2758:2014)”
Ignoring Conditioning and Directionality
Paper properties change with moisture. Testing paper “as-received” after a humid sea voyage gives different results than testing after conditioning at 23°C and 50% relative humidity per ISO 187. If your spec doesn’t require conditioning, results from different parties may not be comparable.
Similarly, tensile and tear properties differ significantly between machine direction and cross direction. A spec that says “tensile strength ≥8 kN/m” without specifying direction is incomplete. Always indicate MD, CD, or both.
Letting Sustainability Claims Go Unverified
An FSC logo on a supplier’s website doesn’t guarantee that every shipment carries certified fibre. Chain-of-custody certification has scope limitations—it covers specific product categories and claim types. A supplier certified for FSC Mix on printing paper may not be certified for FSC 100% on kraft paper.
Always verify certificate validity and scope through official registries before accepting sustainability claims. Request the chain-of-custody certificate number with every shipment and confirm it remains active and covers your product. Use FSC Search for FSC verification and the PEFC Find Certified database for PEFC claims.
Frequently Asked Questions
What is the difference between a technical spec and a COA?
A specification defines requirements—what the paper must achieve to be acceptable. A certificate of analysis reports test results—what the paper actually measured. The spec is the standard; the COA is the evidence. Acceptance decisions compare COA results against spec requirements.
Which kraft paper properties matter most for paper bags vs liner vs wrapping?
Paper bags typically prioritize burst and tensile strength to handle contents and carrying stress—considerations detailed in virgin vs. recycled kraft paper selection. Liner applications focus on stiffness, printability, and appearance. Wrapping emphasizes flexibility, tear resistance, and Cobb value if moisture exposure is expected. There’s no universal answer; start from your failure modes and work backward to the properties that prevent them.
How should GSM and strength be specified together to prevent gaming the spec?
Require GSM with tolerance and at least one strength metric with method, conditioning, and minimum requirements. This closes the “hit the weight, drift the performance” loophole where suppliers meet GSM targets by adjusting furnish in ways that sacrifice strength.
Should the spec require ISO or TAPPI methods, or allow equivalents?
Consistency matters more than which standard you choose. ISO methods dominate in Europe and much of Asia; TAPPI methods are common in North America. Results often differ slightly due to procedural variations. Choose one method family per parameter in your RFQ. Allow “equivalents” only with a documented correlation approach; otherwise, “equivalent” becomes a loophole. If your supply base spans regions, consider specifying one method for acceptance decisions while noting acceptable equivalents for supplier reference.
What should be included in a pre-shipment document pack?
At minimum: certificate of analysis with all spec parameters, packing list, commercial invoice, and lot/reel identification. For certified products, include chain-of-custody documentation with certificate IDs, scope statements, and claim types. For regulated end-uses (food contact, for example), include declarations of compliance with applicable regulations. Photos of roll labels, packaging, and splice marking approach help prevent receiving disputes.
How do you verify FSC or PEFC claims without relying on marketing materials?
Use the official verification tools. For FSC, visit FSC Search, enter the supplier’s certificate code, and confirm the certificate is active and covers the product category and claim type you require. For PEFC, use the PEFC Find Certified database. Request the certificate number with every shipment and spot-check validity periodically.
What is a fair dispute window and retest protocol?
Set the dispute window based on receiving and testing reality, not habit. Fourteen to thirty days after receipt is common. The retest protocol should define how retained samples are handled, which laboratory arbitrates disputes, and how costs are allocated. A common approach: if third-party lab results fall within spec, supplier bears lab and freight costs; if results confirm non-conformance, buyer’s costs are credited against the claim. Use a retest ladder with a named third-party lab and binding-result rule, supported by retained samples and chain-of-custody controls.
How do you implement CAPA without escalating every deviation into a commercial fight?
Separate technical investigation from commercial resolution. Focus CAPA discussions on root cause and prevention; handle credits and replacements through procurement channels. Frame CAPA as a collaborative improvement tool, not a punishment mechanism. Classify deviations and trigger formal CAPA on repeat patterns rather than isolated anomalies. Suppliers who fear every deviation will become a commercial battle will be reluctant to share information that could prevent recurrence.
Next Steps
A specification is only as useful as its implementation. With the template and workflow from this guide, you’re equipped to draft specs that suppliers can quote against confidently, to evaluate incoming quality against clear criteria, and to resolve deviations through structured processes rather than ad hoc negotiations.
Start by mapping your critical parameters to your actual failure modes. Draft a spec using the template, adapting tolerances to supplier capability and your end-use requirements. Align with suppliers on test methods before orders flow. Then implement the enforcement workflow—pre-qualification, golden samples, COA review, incoming inspection, and CAPA—to maintain quality across lots and over time.
When you’re ready to source from suppliers who can meet your specification requirements, submit an RFQ with your detailed requirements. Direct communication between buyers and suppliers—without intermediaries—ensures clarity and enables the specific technical discussions that quality demands.
For additional guidance on supplier discovery and capability verification:
For related frameworks on evidence packs, grade selection, and verification:
- Paper Bag Raw Material Grades: GSM and Burst Factor Explained
- Virgin vs. Recycled Kraft Paper: Choosing the Right Grade for Paper Bag Durability
- Beyond Price: Why “Supplier Opacity” is the Silent Killer of Supply Chains
Disclaimer:
This article is for informational purposes only and does not constitute legal, regulatory, or professional advice.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.