📌 Key Takeaways
Specifying paper weight (GSM) without controlling moisture leaves half your folding carton performance to chance.
- Weight Alone Won’t Save You: GSM measures fiber mass, but moisture determines whether that mass stays stiff or softens during storage and transit.
- Paper Absorbs What’s Around It: Board conditioned at the mill drifts toward new moisture levels during humid shipping or warehouse staging, changing how it performs.
- Failures Follow Predictable Patterns: Warping, compression loss, and feeding jams often trace to moisture variation, not underweight board.
- Lock Moisture Alongside GSM: Define an acceptable moisture range, name the test method (ISO 287), and specify when measurements apply—at production, shipment, or receiving.
- Shared Standards End Finger-Pointing: When every supplier quotes against the same moisture and GSM tolerances, disputes shift from subjective “bad board” claims to measurable facts.
Control the condition, not just the weight.
Packaging engineers and procurement teams managing folding carton specifications will find a clear diagnostic path here, preparing them for the detailed framework that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
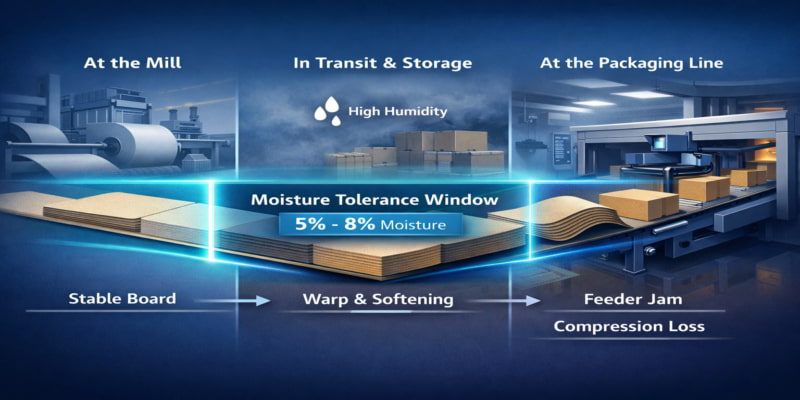
The shipment report confirms what you ordered: GSM within spec. Yet folding cartons from that same batch are curling at the edges before they reach the packaging line. Two days later, your automated system stutters to a halt. Feeding has become inconsistent, and the boxes that passed incoming inspection are now too soft to run at speed.
This contradiction frustrates packaging teams worldwide. Even though the board was heavy enough and the supplier met the specification, the folding cartons still failed. Why?
The answer lies in a variable that GSM alone cannot control: moisture content. Without locking moisture tolerance alongside grammage, you are specifying only half of what determines folding carton performance.
Why Moisture Content Lock Matters When GSM Accuracy Seems “Good Enough”
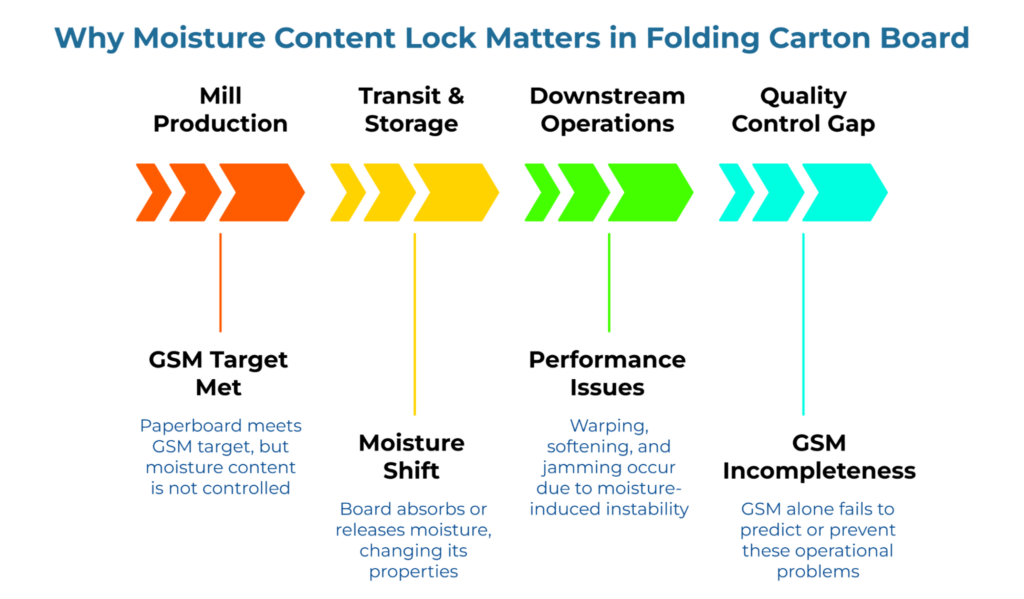
The board met the GSM target. The folding cartons still warped, softened, or jammed downstream.
This operational contradiction reveals a fundamental gap in many packaging specifications. GSM (grams per square meter) measures the mass of fiber per unit area. It is a useful baseline. It is also incomplete.
Paperboard is hygroscopic. It absorbs and releases moisture depending on the humidity of its environment. According to Billerud’s technical documentation, moisture content in paper depends strongly on relative humidity, and increased moisture content lowers strength properties. A folding carton that left the mill at one moisture level can arrive at your facility at a different level entirely—especially after humid transit or extended warehouse staging.
GSM does not capture this shift. The fiber mass remains constant even as the board absorbs water vapor from the air. The number on the certificate stays accurate while the folding carton’s actual stiffness degrades.
What GSM Actually Measures in Folding Carton Board
GSM quantifies mass per unit area, measured according to ISO 536, the current international standard for determining grammage in paper and board. This standard remains the governing protocol for grammage verification, providing a standardized way to compare board weight across suppliers and production lots.
GSM does not account for hygroscopic instability, which directly impacts dimensional stability, compression strength, and high-speed feeder reliability.
These performance characteristics depend on the interaction between fiber mass and moisture content. Specifying one without the other leaves a critical gap in your quality controls.
Why GSM Accuracy Breaks When Moisture Content Moves
Paper fibers exist in equilibrium with surrounding humidity. When environmental conditions change, the board adjusts. ISO 287 specifies the oven-drying method for determining moisture content in paper and board, and this standard remains current even though it is marked for revision. Research published in the International Journal of Solids and Structures documents how hygroscopic materials exhibit dimensional change and curl behavior as they absorb or release moisture.
This equilibrium shift happens continuously. A pallet of folding cartons conditioned at the mill to a specific moisture level will drift toward a new equilibrium during ocean transit, warehouse storage, or staging near loading docks—risks that should be mapped during folding carton durability planning before design approval. The GSM reading taken at production remains accurate on paper. The board’s actual performance has already changed.
TAPPI technical literature confirms that mechanical properties of paperboard vary with moisture content, generally finding an inverse, non-linear relationship between moisture ratio and normalized mechanical properties across multiple folding boxboards tested at different relative humidity levels. Compression strength, bending stiffness, and tensile behavior all shift—often degrading exponentially once moisture exceeds standard equilibrium thresholds—as moisture moves in or out of the fiber matrix.
Your specification captured the weight. It did not capture the condition.
How Moisture Changes Warping, Compression, and Line Performance
Moisture-induced failures show up in predictable patterns. Understanding these patterns helps distinguish between a true GSM problem and a moisture problem masquerading as one.
Warping and curl occur when moisture distribution becomes uneven across the board’s thickness. One side absorbs faster than the other, creating differential expansion. The folding carton bends toward the drier side. This is not a weight problem—it is a moisture gradient problem.
Compression loss follows moisture absorption. Wet fibers are softer fibers. Stacking strength drops even when the board still meets its original GSM target. Boxes that should support pallet loads begin to buckle.
Score-and-fold instability emerges because precise folding depends on consistent fiber behavior. Moisture-softened board does not crease cleanly. It may crack on dry areas or fold imprecisely on wet areas.
Automated line jams create the most visible operational disruption. Feeding systems depend on consistent board stiffness. Moisture-softened folding cartons flex unpredictably in the feeder. They hesitate, double-feed, or misfold. Manual handling might mask these issues. High-speed automation exposes them immediately—a pattern examined in detail in integrating tamper-evident medical folding cartons without breaking packaging workflows.
Signs Your “Heavy” Folding Cartons Have a Moisture Problem, Not a GSM Problem
Before concluding that your supplier shipped an underweight board, check for moisture-related patterns.
Folding cartons passed GSM verification at receiving but deformed after sitting in the staging area. Failures cluster in shipments that traveled through humid conditions or sat in non-climate-controlled storage. Samples look fine visually, yet they feel softer or more flexible than previous lots. Problems intensify on faster equipment or tighter-tolerance lines. Supplier disputes revolve around subjective quality terms rather than controlled, repeated measurements.
If several of these patterns appear together, the root cause is likely moisture variation—not grammage shortfall. The diagnostic flowchart below can help confirm this.
Diagnostic Flowchart: Is This a Moisture Problem or a GSM Problem?
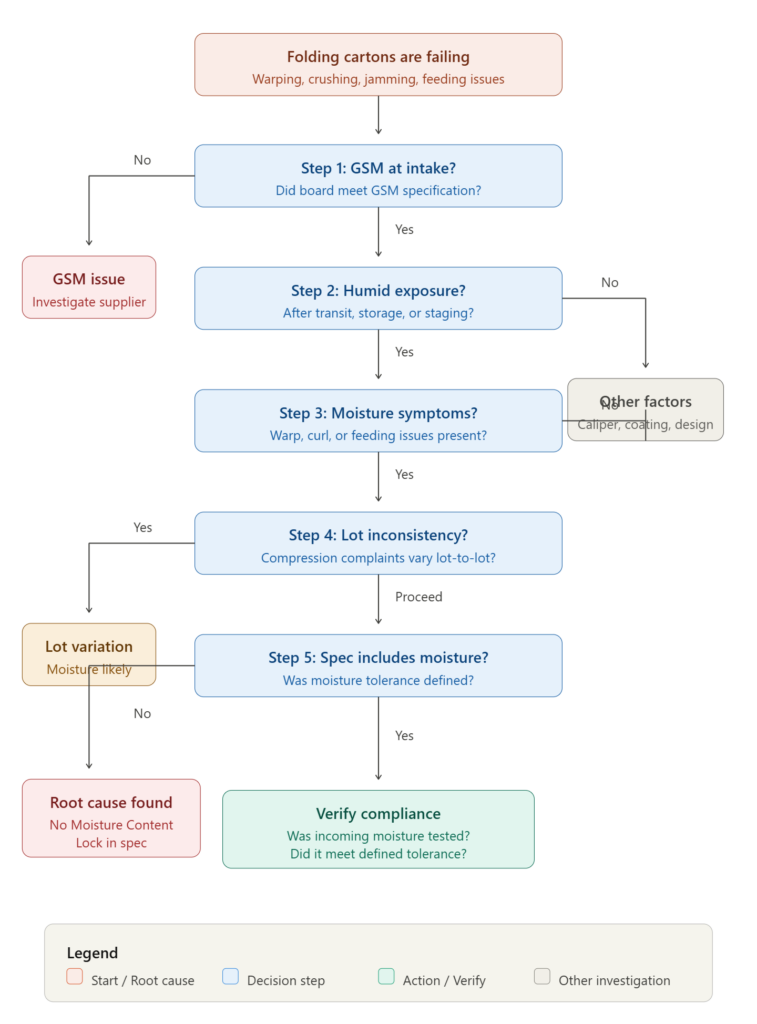
Start with the symptom: folding cartons are failing (warping, crushing, jamming, or feeding inconsistently).
Step 1: Did the board meet GSM specification at intake?
- If No → Investigate grammage compliance with supplier
- If Yes → Proceed to Step 2
Step 2: Did the failure appear after humid transit, storage, or staging?
- If Yes → Moisture exposure is likely involved. Proceed to Step 3
- If No → Investigate other variables (caliper, coating, structural design)
Step 3: Are warp, curl, or feeding issues present?
- If Yes → These are characteristic moisture symptoms. Proceed to Step 4
- If No → Investigate compression or structural factors
Step 4: Are compression complaints inconsistent lot-to-lot?
- If Yes → Moisture variation between lots is probable. Proceed to Step 5
- If No → Proceed to Step 5
Step 5: Was moisture tolerance ever defined in the specification or contract?
- If No → Flag: The absence of a Moisture Content Lock is the likely root cause
- If Yes → Verify whether incoming moisture was tested and whether it met the defined tolerance
Understanding Moisture Content Lock
A Moisture Content Lock is a specification control that defines an acceptable moisture range for incoming board, paired with a standardized test method to verify it. ISO 287 provides the oven-drying method for moisture determination in paper and board, giving you a repeatable measurement protocol.
This concept addresses common misconceptions. Many buyers assume that specifying a heavier board solves durability problems. It does not—not if moisture is uncontrolled. Others believe visual inspection can catch quality issues. It cannot detect moisture-related stiffness loss until the folding carton actually fails.
The real-world implication is straightforward. Without a moisture lock, every supplier interprets “dry enough” differently. With it, you establish a shared baseline that holds across quotes, samples, and production runs. Think of it as ensuring every architect uses the same scale before building starts. GSM tells you how much material you have. Moisture content lock tells you what condition that material is in.
How to Write a Moisture Content Lock Into Supplier Specifications
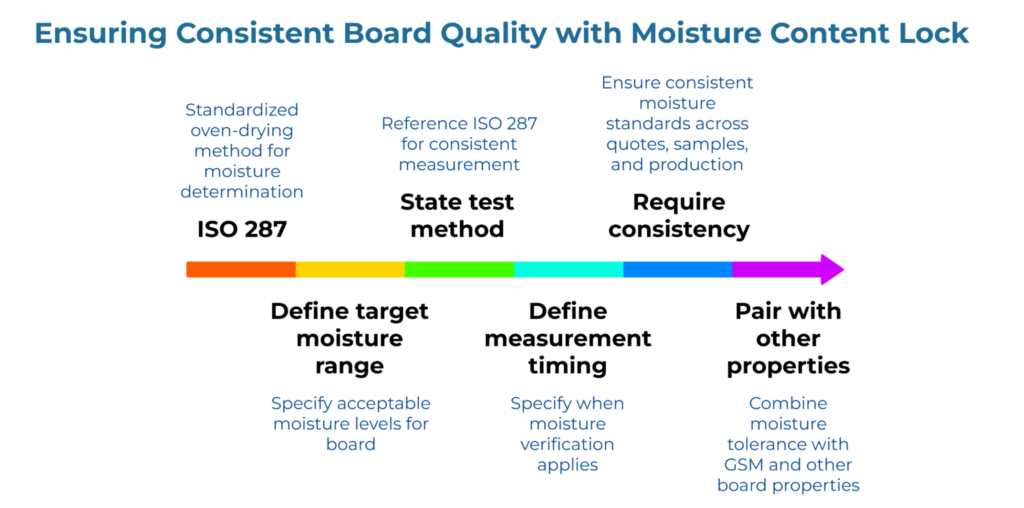
The correct moisture range can vary by board grade, process, storage exposure, and line sensitivity. Your specification should define the logic rather than assume a single universal number. Adding moisture control to your specifications follows a practical pattern.
1. Name the target moisture range you require. Typical ranges for folding carton boards vary by application, and your specific use case—whether it involves humid storage, long transit, or high-speed lines—may require tighter control. Do not invent a universal numeric threshold; instead, work with your technical team or consult material suppliers to establish an appropriate range for your operational context.
2. State the test method. Referencing ISO 287 ensures both parties measure the same way under the same conditions.
3. Define when the measurement applies. Specify whether moisture should be verified at production, at shipment, or at receiving—or at multiple points.
Fourth, require consistency across quotes, samples, and delivered lots. A supplier who quotes to one moisture standard but ships to another creates the same ambiguity you are trying to eliminate.
Fifth, pair the moisture tolerance with GSM and any other relevant board properties such as caliper or Cobb values. For guidance on structuring these requirements together, the baseline packaging parameter checklist: structuring your folding carton specification requirements provides a systematic framework.
How Moisture Content Lock Fits Inside Specification-True Normalization
Moisture content lock is not a standalone fix. It belongs within a broader approach to specification control that locks tolerances for GSM, moisture, COBB, and other critical parameters before comparing supplier quotes.
This methodology ensures that when all suppliers quote against the same measurable targets, price differences reflect actual value differences rather than hidden specification gaps. The guide on board grade tolerances explained: securing folding carton specifications across suppliers covers how caliper shifts and grade-name ambiguity create similar problems that tolerance locks can prevent.
Visual approval and vague “good board” language are inferior to standards-based parameter control—a principle explored further in why visual quality checks fail in folding carton packaging: how specification-true normalization prevents automated line jams. The operational consequence of missing this baseline is failure ambiguity—especially when suppliers and logistics partners start pointing fingers at one another, a dynamic explored in the guesswork gap: using folding carton transit planning to neutralize accountability disputes.
The goal is defensible specification control. Moisture content lock addresses one critical variable. Combined with GSM tolerances, test method requirements, and clear acceptance criteria, it builds a specification baseline that ends the guesswork. For a comprehensive approach to structuring these parameters, explore the guides available at PaperIndex Academy.
FAQ: GSM Accuracy, Moisture Content, and Folding Carton Stability
Is higher GSM enough to stop folding carton warping?
No. Warping results from uneven moisture distribution across the board’s thickness, not from insufficient fiber mass. A heavier board exposed to humidity gradients will still curl.
Why can folding cartons fail after transit even when GSM looks correct?
Transit exposes folding cartons to humidity conditions different from the mill environment. The board absorbs or releases moisture to reach equilibrium with its surroundings, changing mechanical properties while GSM remains unchanged on paper.
What is a moisture content lock in practical terms?
It is a specification clause that defines an acceptable moisture range for incoming boards and requires verification using a standardized test method such as ISO 287. It transforms “dry enough” from a subjective judgment into a measurable requirement.
Should moisture tolerance sit beside GSM in supplier specifications?
Yes. Both parameters shape folding carton performance. Specifying one without the other leaves a gap that suppliers can interpret differently—and that gap becomes visible only when folding cartons fail.
Why do automated lines expose moisture-related problems faster?
Automated feeders depend on consistent board stiffness and dimensional stability to maintain speed and accuracy. Moisture-softened or warped folding cartons cause hesitation, misfeeds, and jams that manual handling might accommodate but high-speed equipment cannot tolerate.
Moisture Content Lock Makes GSM Useful Again
GSM remains a necessary specification. It ensures you receive the fiber mass you ordered. It simply cannot ensure that fiber mass will perform as expected once humidity enters the picture.
The right takeaway is not to ignore GSM—it is to make GSM meaningful by locking moisture alongside it. Together, they define both what you are buying and the condition it must arrive in. When moisture is controlled, buyers gain a clearer diagnostic path, cleaner supplier documentation, and a more defensible baseline for folding carton performance.
For teams ready to build complete specification frameworks that prevent the kind of supplier finger-pointing that follows transit failures, the guide on how to create flawless folding carton RFQs: stop supplier finger-pointing with standardized parameters walks through the full process of standardizing parameters before supplier comparison begins. And for perspective on why specification discipline matters more than chasing the lowest bid, see the lowest bidder myth: why cheap folding cartons cause production downtime.
Disclaimer:
This article is educational. Appropriate moisture tolerances vary by board grade, application, and operating environment. Technical specifications should be verified by a materials engineer to establish specifications suited to their specific requirements.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.