
📌 Key Takeaways
Buyer-owned measurement standards stop global suppliers from interpreting specifications differently and producing mismatched boards.
- Own the Measurement Rules: When buyers define how caliper and stiffness get measured, suppliers can’t quietly fill in the blanks with their own assumptions.
- Name the Test Method: Saying “350 microns” means nothing if one mill uses ISO 534 and another uses a different standard—name the exact test every supplier must follow.
- Lock Stiffness by Direction: Board bends differently lengthwise versus crosswise, so specifications must state which direction matters and how to measure it.
- Separate Engineering from Procurement Roles: Engineering sets the measurement rules; procurement enforces them by rejecting quotes that don’t follow the format.
- Reuse Your Standard Every Time: A buyer-owned specification sheet makes future sourcing faster because every new supplier quotes against the same baseline.
One internal standard beats chasing three suppliers for clarification.
Packaging procurement and engineering teams sourcing folding cartons from multiple global mills will find a clear framework here, preparing them for the detailed specification guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Three quotes. Three mills. Three definitions of “meets spec.”
The spreadsheet looks clean. Each supplier confirmed the board grade, referenced a thickness range, and promised consistent stiffness. Then the first sample shipment arrives. One batch folds cleanly at the score lines. Another resists. A third collapses under stacking pressure the first two handled without issue.
Procurement cycles frequently mask these discrepancies because specification language often lacks technical rigidity. Each mill filled in the blanks differently. The problem was never the suppliers, but rather the lack of a standardized protocol that mandates uniform measurement of critical variables.
This guide shows how to normalize caliper and stiffness tolerances before your next global RFQ. By the end, you will have a repeatable method for defining these two variables so tightly that regional interpretation disappears from the sourcing equation.
Why Global Supplier Quotes Break When Caliper and Stiffness Mean Different Things
Global mills operate under different measurement traditions. A European supplier may reference ISO 534 for thickness. A North American mill may default to TAPPI T 411. An Asian converter may report a nominal value without naming any test method at all. This variability underscores why buyers sourcing from folding carton manufacturers across multiple regions must establish unified measurement protocols.
When your RFQ says “350 microns ± 5%” without specifying the measurement standard, each supplier interprets the requirement using their own assumptions. Three quotes that look aligned on paper produce three different board behaviors in practice.
The same ambiguity applies to stiffness. One supplier reports bending resistance in machine direction only. Another averages machine and cross direction. A third uses a proprietary flexural test that correlates loosely with industry standards. Without a named test method and stated directionality, “stiffness” becomes a label rather than a control variable.
This sits inside a broader structural design discipline. Structural parameters must be defined before sourcing because sourcing cannot compensate for an unclear design intent. The logic mirrors architectural practice: blueprints come before procurement because surface appearance does not tell anyone what the structure must carry. The same principle applies here. Quote comparability breaks not because suppliers are careless. It breaks because the buyer’s specification allowed too much room for interpretation.
The Two Variables You Must Lock Before You Compare Any Quote
Caliper and stiffness are the two structural variables that most directly affect how a folding carton performs on automated filling lines.
The caliper controls physical thickness. It determines whether the folding carton fits tooling tolerances, folds predictably at score lines, and stacks without crushing.
Stiffness controls how the board resists bending under load. It determines whether the folding carton holds its shape during filling, survives conveyor handling, and protects contents under compression.
Both variables require three elements to become enforceable: a target value, a tolerance band, and a named test method. Without all three, you are describing a preference rather than defining a requirement.
For a deeper look at how tolerance gaps create cross-supplier variability, see board grade tolerances explained: securing folding carton specifications across suppliers.
Caliper Definition Protocol
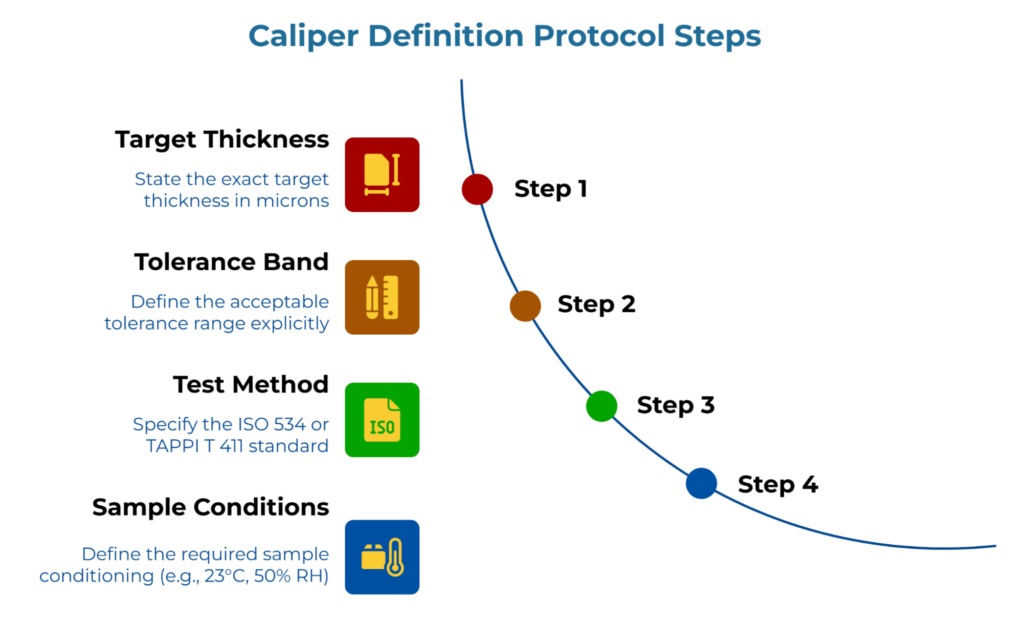
Start by stating the target thickness in microns. Avoid nominal labels like “18 pt” or “350 gsm board” that leave actual thickness implied. Thickness and weight are not interchangeable. Two boards at the same basis weight can have different calipers depending on fiber density and calendering—variables that differ significantly across paper manufacturers based on their equipment and process controls.
Next, define the tolerance band. Specifying “350 microns” without a range is incomplete. State the acceptable window explicitly, such as “350 µm ± 3% (339.5 – 360.5 µm).” This removes the supplier’s discretion to decide what counts as close enough.
Name the test method. Reference ISO 534 or TAPPI T 411 so every supplier measures under the same conditions. These standards define measurement pressure, sample conditioning, and instrument calibration required for comparable results.
Finally, specify sample conditions. Caliper changes with moisture content. State whether the measurement applies to conditioned samples at 23°C and 50% relative humidity or to as-received board. This prevents disputes when a shipment tests differently at your facility than it did at the mill.
A usable caliper field should name five things: the target value, the tolerance band, the unit of measure, the sample condition or conditioning rule, and the test method every supplier must use.
Stiffness and Directionality Standards
Stiffness is more complex than caliper because it varies by direction. Paper and board are anisotropic materials. Machine direction (MD) stiffness is typically higher than cross direction (CD) stiffness due to fiber orientation during manufacturing.
A common mistake is to treat stiffness as if it were covered by weight or by a general board description. It is not. Stiffness is tied to bending resistance under a named test logic, and its interpretation changes when directionality is ignored.
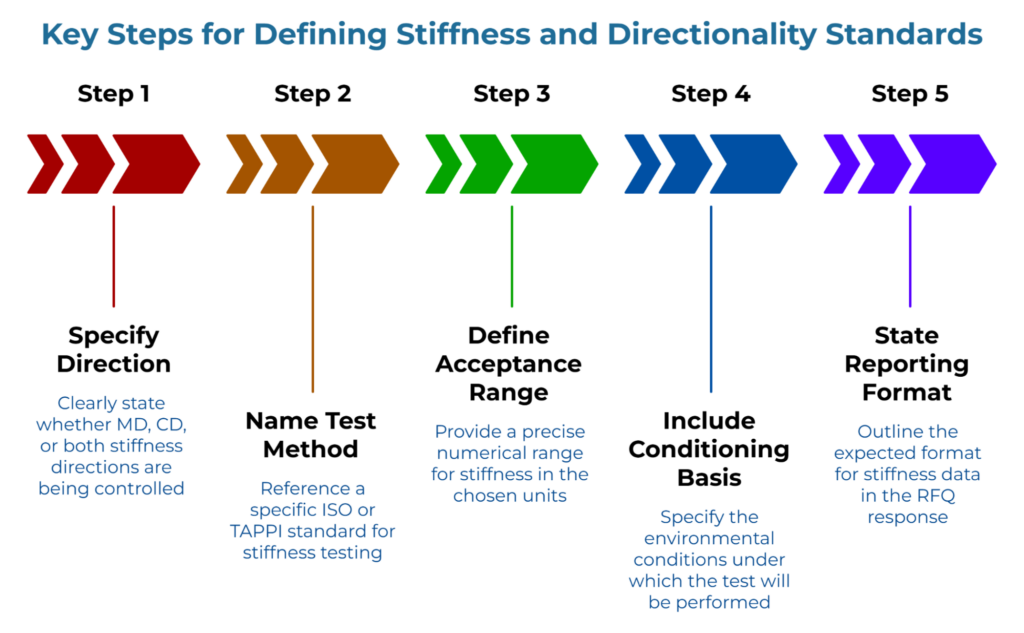
Specify which direction you are controlling. If your filling line applies bending stress primarily in the machine direction, specify MD stiffness as the control variable. If your application requires balanced performance, specify both MD and CD with separate targets.
Name the test method. Reference ISO 2493-1 for bending resistance or TAPPI T 489 for Taber stiffness. Each standard uses different units and test geometry. Mixing methods produce numbers that cannot be compared directly.
State the acceptance range in the units defined by your chosen method. “High stiffness” or “suitable for automated lines” are not enforceable specifications. Conversely, demanding “MD bending resistance ≥ 150 mN per ISO 2493-1 (for 350 µm board)” gives every supplier the same target and measurement logic.
A usable stiffness field should name the test method, the relevant direction or directions, the acceptance range, the conditioning basis, and the reporting format expected in the RFQ response.
Data Normalization & House Standards
Suppliers will not automatically align their data sheets with your internal language. Some report in microns, others in mils. Some name ISO methods, others reference TAPPI equivalents or proprietary tests.
Create a translation layer that maps supplier-reported values to your internal specification. This is the buyer-owned house standard. It defines how procurement and engineering interpret incoming data regardless of how each supplier expressed it.
The role split should stay clear. Engineering defines the measurement logic, test method naming, directionality assumptions, and acceptance criteria. Procurement enforces that structure in the RFQ, requires suppliers to respond in the same format, and filters out incomplete submissions before commercial comparison begins. This structure ensures that procurement can validate technical compliance without subjective technical oversight.
This division prevents two common failures. Engineering does not chase every supplier for clarification. Procurement does not guess whether a quoted value meets the requirement. For guidance on structuring this collaboration, see how to build quote-ready folding carton fields without making suppliers guess.
Standardized RFQ Data Fields
Your RFQ should state the following fields explicitly for both caliper and stiffness:
- Target
- Tolerance
- Unit
- Conditioning
- Test Method
The RFQ must consolidate the parameters defined in the Caliper and Stiffness protocols into a mandatory response template. Then add one internal instruction: suppliers must respond against the buyer’s structure, not against their own preferred description format.
When every supplier receives the same field set, quote variability reflects actual capability differences rather than interpretation differences. Buyers ready to apply this standardized approach can submit an RFQ and receive quotes free through a neutral platform. For a broader checklist of RFQ fields beyond caliper and stiffness, see the baseline packaging parameter checklist: structuring your folding carton specification requirements.
Common Failure Patterns When Teams Skip Tolerance Normalization
- Quote noise. The lowest-priced quote may come from a supplier interpreting the specification loosely. The apparent savings disappear when the board fails on the line.
- Inconsistent board quality. A supplier change introduces new variability because the replacement mill used a different measurement baseline.
- Avoidable rework. Procurement has to go back for clarification, engineering has to reinterpret sample data, and supplier discussions become longer than they should have been. The time cost compounds across every sourcing cycle that lacks a locked specification.
- Automated filling instability. Folding cartons that passed visual inspection jam the line. Caliper fell outside the tooling window or stiffness dropped below the threshold for reliable erection.
- Accountability gaps. When a batch fails, disputes center on whose measurement is correct rather than whether the board met specification. Without a named method, both parties can claim compliance.
These patterns trace to the same root: the buyer allowed supplier-side interpretation instead of defining measurement logic in advance. For more on why vendor-led data sheets create this risk, see the danger of vendor-led data sheets: establishing rigid folding carton specification requirements.
Scalability of House Standards
The value of normalization compounds over time. Once you have a buyer-owned house standard for caliper and stiffness, every future RFQ starts from a consistent baseline. Supplier comparisons become faster. Qualification cycles shorten. Suppliers seeking to demonstrate their capability against such rigorous specifications can list their company free to connect with specification-driven buyers. Line performance stabilizes because incoming board behaves predictably.
The goal is not a better one-off quote round. The goal is repeatability. Once a team defines caliper and stiffness through one internal rule set, future RFQs become easier to structure, easier to compare, and easier to validate.
The sequence is straightforward. Capture supplier-side definitions as they currently exist. Normalize them into one buyer-owned measurement framework with named test methods and stated tolerances. Publish that framework as your internal house specification for all future sourcing.
This is not a one-time cleanup project. It is a discipline that procurement and engineering maintain together.
Explore more methodology-first resources in the PaperIndex Academy. Once your internal specification is complete, you can begin your next sourcing cycle by exploring folding carton suppliers with a clear, enforceable standard in hand.
Disclaimer:
This guide provides educational concepts for normalizing folding carton specifications. Specific caliper and stiffness targets depend on your product requirements, filling line tolerances, and board construction. ISO and TAPPI test methods referenced are illustrative; consult current standard editions for exact procedures. Tolerance bands and acceptance criteria require validation through pilot testing with your actual equipment and operating conditions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.