
📌 Key Takeaways
The only way to compare global toilet tissue quotes fairly is to match technical specifications to your line and SKU before looking at price.
- Match Specifications to Your Line First: A roll that passes the mill’s tests can still fail on your floor if your speed and tension needs were never part of the conversation.
- Standard Tolerances can Become Limiting at High Converting Speeds: On high-speed tissue converting lines, excessive GSM variability can increase break frequency and waste enough material and uptime to offset any apparent savings from lower grammage, with the critical limit depending on the line and product.
- Define Your Own Baseline: Lock in GSM, moisture, bulk, tensile, and fiber blend targets using named test methods before you release an RFQ.
- Normalize Before You Compare: Two quotes at the same price mean nothing until tolerance bands, conditioning methods, and Incoterms are identical.
- Skipped Specifications Cost More Downstream: Downtime, waste, retailer chargebacks, and fear of trying new mills all trace back to vague specifications.
Specification matching protects your line from risks no price discount can offset.
Converting managers, procurement leads, and QA teams sourcing toilet tissue parent rolls will find a practical framework here, setting up the grade-to-application guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
In global toilet tissue procurement, the only objective safeguard is technical specification matching against the converting line and the finished SKU. Any quote compared before that step is only partially comparable—and comparable price is an illusion until the buyer confirms that GSM was measured the same way, under the same conditioning assumptions, against the same tensile and bulk expectations.
This is the foundational principle of specification-true procurement: the discipline of defining toilet tissue parent roll requirements from the buyer’s operational reality rather than accepting whatever tolerances a supplier happens to quote. When two mills offer 18 GSM toilet tissue parent rolls at different prices, those rolls are not the same product until the technical assumptions behind each quote are aligned.
Just as high-performance tires are engineered for specific road conditions—where a dry-pavement compound underperforms on wet asphalt—toilet tissue parent rolls must be engineered for the specific stresses of the converting line.
Operational failures often manifest during high-speed rewinding despite a roll meeting nominal mill tolerances, as internal QC standards frequently fail to account for the specific kinetic stresses of the destination line.
Global toilet tissue quotes become misleading when technical assumptions stay hidden.
A nominally similar quote can still describe a different product reality. One supplier may measure grammage under one set of assumptions, another may leave conditioning vague, and a third may present a passable specification that does not reflect the converting floor at all. At that point, comparable price stops being a real concept because comparable specification logic never existed in the first place.
This principle is especially critical in private-label bathroom tissue. The parent roll is not purchased for abstract compliance. It is purchased to deliver a specific finished-product result. If the finished SKU needs a certain visual fullness, a certain softness impression, or a certain level of retailer-compliant consistency, then the parent roll must be matched to those requirements directly. A cheap quote that undermines the finished outcome is not a saving. It is a delayed cost.
Price-first sourcing masks latent costs associated with waste, downtime, and rejection. This does not render price irrelevant; rather, price evaluation belongs later in the process, after technical normalization. That sequence is the safeguard.
Why Standard Mill Tolerances Fail High-Speed Toilet Tissue Converting
The most common false belief in toilet tissue sourcing is that standard GSM tolerance is good enough. A common assumption is that a ±5% GSM variance is acceptable across converting operations, although actual tolerance depends on line speed, product, and machine conditions. For a nominal 18 GSM roll, this means accepting deliveries anywhere from 17.1 to 18.9 GSM. On paper, that range seems reasonable.
This assumption breaks down at higher line speeds.
When toilet tissue rewinders run at high speeds—frequently exceeding 800 to 1,000 meters per minute on state-of-the-art converting lines—the margin for error shrinks dramatically. At these speeds, GSM drift creates measurable instability. Lighter-than-expected sections reduce tensile strength at the exact moment the web is under maximum tension. The result is a roll break—an unplanned stoppage that requires rethreading, wastes material, and disrupts production flow.
Rewinder tension is calibrated to a target GSM and tensile profile. When incoming rolls vary within a wide tolerance band, the converting line cannot compensate in real time. What the mill considers “within spec” may still fail converter-side runnability. The roll passed quality control at the source. It failed on the floor at the destination.
Roll break frequency is a term used on converting floors precisely because this failure mode is predictable. Quantifying the impact of out-of-specification parent rolls reveals just how much downtime and waste accumulate from specification drift. It is not random bad luck. It is the outcome of sourcing toilet tissue parent rolls against supplier-defined tolerances rather than buyer-defined operating requirements. Standard GSM variance causes roll breaks at high tension, making price savings irrelevant when downtime erases the margin.
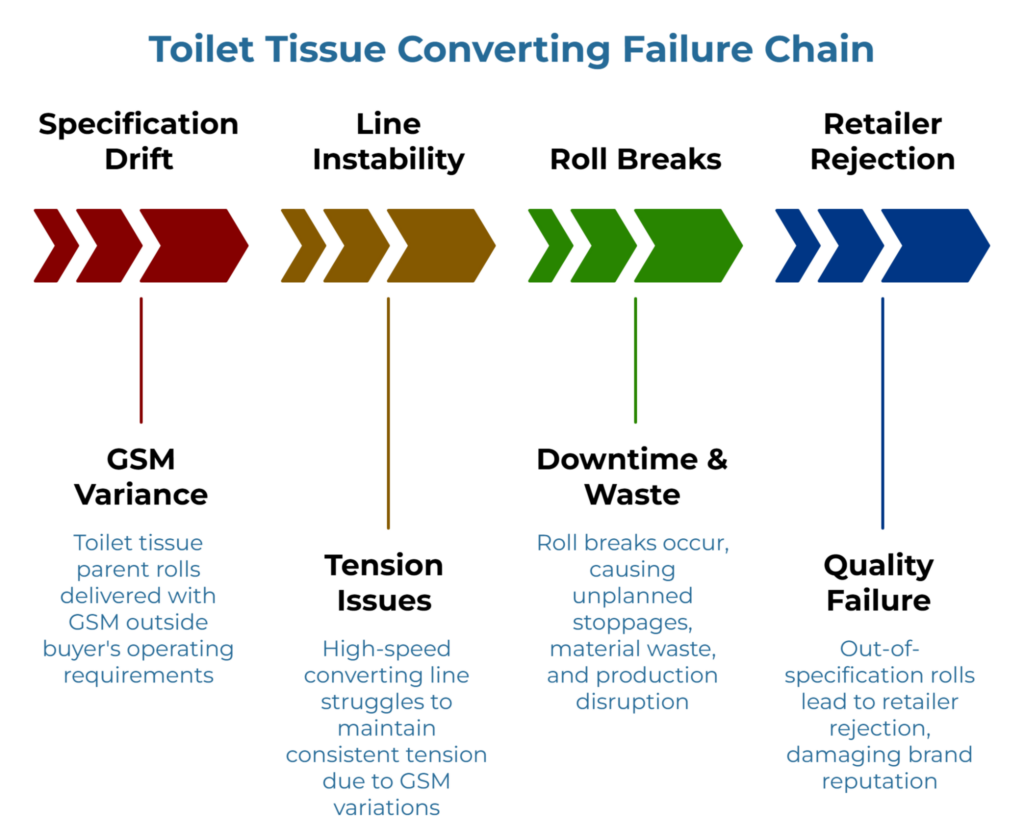
The failure chain follows a consistent pattern: specification drift leads to line instability, which leads to waste, which leads to retailer rejection risk. Each link connects to the next. Breaking the chain requires intervention at the first link—specification matching—before quotes are ever compared.
The Toilet Tissue Variables That Must Be Matched to the SKU, Not Just the Quote
Price-first sourcing treats toilet tissue parent rolls as a commodity defined by a single number: GSM. In practice, runnability and finished-product quality depend on a stack of interconnected variables. Each one must be matched to the converting line and the target SKU—not just listed on a quote.
GSM Is Not Enough Without a Buyer-Owned Reference Baseline
Grammage (GSM) is the mass of the tissue sheet per square meter, measured according to ISO 536. Understanding how GSM and moisture content interact is essential. Two suppliers quoting the same GSM number can deliver different rolls if their internal test methods, sampling locations, or conditioning practices differ.
The solution is a buyer-owned GSM baseline. This means defining not just the target GSM, but the test method, the sampling protocol, and the acceptable tolerance band—before the RFQ is released. Without this baseline, comparing quotes on a like-for-like basis is impossible. A buyer-owned GSM baseline makes global toilet tissue quotes comparable. A detailed framework for establishing this baseline is available in The first 48 hours: establishing a buyer-owned GSM accuracy baseline for toilet tissue parent rolls.
Moisture Content as a Determinant of Fiber Integrity and Runnability
Moisture content directly affects both GSM readings and runnability. A roll with higher moisture will weigh more, inflating the apparent GSM while reducing actual fiber content—a dynamic explored in detail in the invisible tax of specification misalignment. On the converting line, excess moisture weakens the web and increases the likelihood of breaks. Insufficient moisture makes the sheet brittle and harder to control under tension.
Moisture is measured according to ISO 287, but the result depends heavily on conditioning assumptions. How long was the sample conditioned before testing? At what temperature and humidity? If the supplier and buyer use different conditioning protocols, the same roll can produce different moisture readings. Named test methods prevent interpretation drift between quote and delivery.
Locking moisture tolerance in the RFQ—not just as a single number, but with the test method and conditioning standard explicitly named—prevents disputes that surface only after the container arrives.
Bulk and Softness Targets Must Be Tied to the Private-Label Tier
Bulk describes how thick and soft the tissue sheet feels relative to its weight. For private-label toilet tissue, bulk expectations vary by product tier. A value-tier product may prioritize economy over softness, tolerating lower bulk at a given GSM. A standard-tier product requires balanced bulk that meets mainstream consumer expectations. A premium-tier product must deliver a noticeably softer hand feel, requiring higher bulk at the same or slightly higher GSM.
Bulk is measured according to ISO 12625-3, which defines thickness, bulking thickness, and apparent bulk density for tissue products. When sourcing parent rolls, the buyer must specify which bulk target applies to the finished SKU—and confirm that the supplier understands how bulk will be measured at receiving. Grade-to-application matching supports retailer-compliant finished toilet tissue.
Discrepancies between parent roll bulk and finished-product benchmarks degrade the consumer experience and trigger downstream quality disputes between procurement, QA, and the retailer.
Tensile Behavior Matters at the Line, Not Just on the Data Sheet
Tensile strength determines whether the tissue web can withstand the mechanical stress of high-speed rewinding without tearing. ISO 12625-4 defines the test method for tensile strength, stretch at maximum force, and tensile energy absorption for tissue products.
Tensile is not a single number. Machine direction (MD) and cross direction (CD) tensile behave differently. A roll with acceptable MD tensile but weak CD tensile may run smoothly until a minor lateral stress triggers a break. High-speed rewinder stability depends on both values being within the converting line’s operating window.
For toilet tissue parent rolls destined for high-speed converting, tensile specifications must include both MD and CD targets, the test method, and the tolerance band. Generic tensile claims—”good tensile,” “meets standard”—are not actionable.
Fiber Blend and Ply Structure
The virgin-to-recycled fiber split affects both strength and softness. Virgin fiber typically provides better tensile performance. Recycled fiber can reduce cost but may introduce variability in strength and cleanliness. The optimal blend depends on the finished SKU: a value-tier bathroom tissue may tolerate a higher recycled content; a premium SKU may require a higher virgin split.
Ply structure also matters. A 2-ply finished product requires parent rolls designed for plying, with bonding characteristics that support lamination without delamination during use.
Fiber blend and ply logic are often omitted from supplier quotes. A buyer practicing specification-true procurement will define these requirements explicitly before comparing offers.
A Practical Grade-to-Application Framework for Toilet Tissue Parent Rolls
Moving from theory to method requires reversing the typical procurement sequence. Instead of starting with supplier quotes and filtering by price, specification-true procurement starts with the finished toilet tissue requirement and works backward to the parent roll specification.
Define the finished product requirement first. What tier is the SKU? What bulk, softness, and strength must the finished toilet tissue deliver to meet retailer expectations and consumer acceptance? What are the non-negotiables for shelf compliance?
Identify the converting line constraints. What is the maximum line speed? What tension settings does the rewinder use? What is the current baseline for roll break frequency, and what would constitute an acceptable improvement? What moisture and GSM ranges has the line historically run well on?
Back-map SKU expectations to parent roll requirements. Translate the finished-product specification into parent roll GSM, moisture, bulk, tensile, and fiber blend targets. This is where the technical matching actually happens—aligning fiber blend ratios with final SKU bulk targets.
Create a house specification before RFQ release. Document the full parent roll requirement as an internal “house spec.” This becomes the standard against which all supplier quotes are evaluated. It includes target values, named test methods, tolerance bands, conditioning assumptions, and sampling protocols.
The house specification is released with the RFQ. Suppliers quote against it. Quotes that do not address the full specification are flagged for clarification or excluded. This is RFQ discipline in practice.
The following chart illustrates how grade-to-application logic maps across three common private-label toilet tissue tiers:
| Tier | Typical GSM Range | Ply Count | Bulk Expectation | Tensile Emphasis | Fiber Blend Direction | Line-Speed Sensitivity | Key Caution |
| Value | 14–16 GSM | 1-ply or light 2-ply | Lower bulk acceptable | MD tensile priority | Higher recycled content tolerated | Moderate (up to 650 m/min) | Verify tensile consistency batch to batch |
| Standard | 16–19 GSM | 2-ply | Balanced bulk | MD and CD tensile balance | Blended virgin-recycled | Standard (650–850 m/min) | Moisture drift affects runnability at speed |
| Premium | 18–22 GSM | 2-ply or 3-ply | Higher bulk required | CD tensile critical for softness | Higher virgin content preferred | Very high (above 850 m/min) | Tighten GSM tolerances proportionally to line speed increases to mitigate kinetic instability |
This chart is illustrative. Actual targets depend on the specific converting line, retailer requirements, and regional consumer expectations.
How to Normalize Global Toilet Tissue Quotes Before Comparing Price
Once the house specification exists, the next discipline is quote normalization. Two suppliers quoting the same price for the same GSM are not offering the same product until the full specification matches. Quote normalization is the gate before price comparison.
Normalization requires confirming alignment on six elements:
Named test methods. Every technical parameter in the quote must reference a specific test standard. “GSM per ISO 536” is actionable. “GSM per internal method” is not comparable. When test methods are named, interpretation drift between supplier and buyer is prevented.
Tolerance bands. The supplier must confirm not just the target value, but the acceptable variance. A supplier quoting 18 GSM ±3% is offering a different product than one quoting 18 GSM ±5%. The tolerance band determines whether the roll will perform consistently on a high-speed line.
Conditioning assumptions. Moisture and bulk measurements depend on how samples were prepared. Normalization requires confirming that all suppliers use equivalent conditioning protocols.
Sampling assumptions. A number is only as useful as the sampling logic behind it. Normalization requires confirming where samples were taken from the roll and how many samples were averaged.
Incoterm clarity. A quote is not complete without a defined Incoterm. FOB, CIF, and DDP quotes cannot be compared directly until all are normalized to a common delivery basis. The Incoterm also determines where risk transfers—and where to-door specification verification becomes the buyer’s responsibility.
Supplier interpretation risk. Even with named test methods, interpretation drift can occur. A supplier’s lab may use slightly different equipment, sample sizes, or technician practices. Normalization includes confirming how disputes will be resolved if incoming inspection results differ from the supplier’s shipped results.
For teams building this discipline, our guide on How to standardize global toilet tissue parent roll quotes without slowing down procurement provides a detailed framework for this process.
The Real Cost of Skipping Specification Matching in Toilet Paper Procurement
When specification matching is skipped, the costs do not appear on the purchase order. They appear downstream—on the converting floor, in the QA lab, in the warehouse, and in the retailer relationship.
Downtime. Roll breaks stop the line. Each stoppage requires rethreading, inspection, and restart. Accumulated downtime across a production week can represent hours of lost capacity. The converting manager sees it immediately. The procurement team may not connect it to the sourcing decision made months earlier.
Yield loss. Material lost to roll breaks, edge trim waste from inconsistent bulk, and rejected rolls from moisture exceedance all reduce yield. The actual cost per tonne of finished toilet tissue rises even if the purchase price per tonne of parent rolls looked competitive.
Waste. Rejected parent rolls must be scrapped, returned, or renegotiated. Each scenario consumes time, labor, and working capital. Waste also includes the finished toilet tissue that fails final inspection because the parent roll inputs were inconsistent.
Retailer rejection risk. Private-label toilet tissue that fails to meet retailer specifications—whether due to softness, strength, or appearance—can trigger penalties, chargebacks, or delisting. The retailer does not care whether the problem originated with the parent roll supplier. The converter bears the consequence.
Cross-functional friction. When specifications are not locked before sourcing, disputes cascade internally. QA blames procurement for accepting out-of-specification rolls. Procurement blames QA for overly tight inspection criteria. Aligning QA and Procurement on a shared specification framework eliminates these assumption gaps. Operations blame both for line instability. The root cause is the absence of a shared, buyer-owned specification baseline.
Fear of new-mill trials. Without specification matching discipline, every new supplier trial becomes a high-stakes gamble. A structured supplier authentication process reduces this risk by verifying factory capability before samples are exchanged. Converting managers become risk-averse about testing new mills because past trials caused stoppages, waste, and customer complaints. This fear limits sourcing flexibility and supplier diversification—locking the buyer into existing relationships even when better options may exist.
What a Buyer-Owned Toilet Tissue Specification Baseline Looks Like

A buyer-owned baseline is not a wishlist. It is an operational document that governs how toilet tissue parent rolls are specified, quoted, received, and approved.
Baseline ownership. One function—typically technical procurement or QA—owns the baseline. They are responsible for updating it when the converting line conditions change, when new SKUs are introduced, or when supplier performance data reveals a need for tighter tolerances. Ownership means accountability for keeping the baseline current.
Testing reference points. The baseline specifies which ISO or equivalent standards apply to each parameter. It defines who performs incoming inspection, with what equipment, and using what sampling method.
Pass/fail logic. The baseline includes explicit acceptance criteria. A roll that arrives at 19.2 GSM when the specification calls for 18 GSM ±3% is out of spec. The pass/fail decision is made against documented criteria, not negotiated on the receiving dock.
Approval workflow. New suppliers are not approved until their quoted specifications are verified against the baseline. Sample shipments are tested before volume orders are placed. The workflow documents who approves new suppliers, what test results are required, and what happens when results fall outside tolerance.
Supplier communication rules. The baseline is shared with suppliers before the RFQ. Changes to the baseline are communicated formally. Suppliers are expected to flag any specification they cannot meet, rather than quoting optimistically and negotiating exceptions later.
When to move from matching to supplier verification. Specification matching is the first step. Once a supplier quotes against the baseline and the technical parameters align, the next step is supplier verification—confirming that the mill can consistently produce what it has quoted. This is the sequential relationship: specification matching first, mill auditing second. The multi-layer verification blueprint: advanced risk mitigation for toilet tissue parent roll procurement provides a five-layer framework for this verification stage.
Next Steps for Readers Building a More Defensible Toilet Tissue Procurement Process
Technical specification matching is not the end of the procurement process. It is the foundation that makes the rest of the process defensible.
Once a buyer-owned baseline exists, quotes become genuinely comparable. Supplier performance becomes measurable against a shared standard. Incoming inspection becomes a verification step rather than a negotiation. New-mill trials become less risky because the specification is locked before the trial begins.
Toilet tissue specification matching reduces line stoppage risk. It does not require bargaining harder or finding cheaper quotes. It requires defining what “acceptable” means before suppliers are asked to quote.
For readers building this discipline for the first time, the recommended path is to start with the foundational guide: Toilet tissue parent roll technical specifications: the essential baselines for high-yield converting. This resource covers the full technical variable set in greater depth.
When internal specifications are defined and documented, the next step is supplier discovery. Profiles for bathroom tissue raw material suppliers can be reviewed once the house specification is ready to share.
Specification matching is not about finding the cheapest quote. It is about making every quote meaningful—and protecting the converting line from risks that no price discount can offset.
Disclaimer:
This content is for informational purposes only and does not constitute engineering, quality assurance, or professional procurement advice. Technical specifications, tolerances, and converting performance vary by equipment, supplier, and operational conditions. Consult qualified technical and procurement professionals before finalizing specifications or supplier commitments.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.