📌 Key Takeaways
A 12-week rolling ordering window keeps parent roll buying in step with factory output so growing toilet tissue plants avoid stock-outs without trapping cash.
- Timing Drift, Not Carelessness, Causes Stock-Outs: When a plant adds shifts or lines, parent rolls get used faster than the old ordering habit can keep up.
- One Spreadsheet Replaces Guesswork: Three rows—weekly demand, supplier dates, and projected stock—give a small converter a forward view that works.
- Bigger Buffers Hide the Real Problem: Extra stock ties up cash and still leaves reactive buying patterns in place underneath.
- Weekly Reviews Keep the Rhythm Alive: Operations, procurement, and leadership each own a 15-minute check that catches gaps weeks before they hit the floor.
- Start Small and Build: One grade, one sheet, and one Monday-morning update is enough to create the first real procurement cadence.
Cadence replaces chaos—discipline replaces hope.
Toilet tissue converting founders and operations leads scaling past a single shift will find a ready-to-use planning method here, guiding them into the step-by-step details that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
It’s 4:07 on a Thursday afternoon. The converting line is running, but the staging area tells a different story—parent roll stock is thinner than anyone expected. The next mill shipment is somewhere between production and port clearance. This worked fine six months ago. What changed?
The underlying driver is a shift in throughput velocity. The toilet paper factory added shifts, output climbed, and the old habit of ordering parent rolls when stock looked low stopped keeping pace. The real scaling problem is not uncertainty itself—it is letting procurement timing drift out of rhythm with the factory floor.
Cadence planning for parent rolls is a systematic methodology that aligns procurement cycles with production velocity and logistical lead-time windows—a supply chain metronome for the toilet tissue factory. A rolling ordering window is the planning rhythm that keeps toilet tissue parent roll buying aligned with factory output, supplier production windows, and inbound logistics. Instead of waiting for stock to look low, the plant updates a forward view regularly so procurement timing moves in step with real production demand.
Why Growth Breaks Manual Ordering Logic
When a toilet paper converting plant runs one shift on a single line, manual order-point triggers based on visual stock checks feel adequate.
That logic breaks once factory throughput velocity increases. Move to three shifts or bring a second converting line online, and stock-out risk escalates—reactive ordering creates transit gaps that manual buffers cannot cover without locking working capital in inventory. Large buffers can look reassuring for a while, but they solve one risk while creating another: cash gets trapped in idle stock—a dynamic explored in detail in this inventory liquidity planning framework for toilet tissue raw materials — yet the team still has not fixed the underlying problem. The moment a plant adds the next converting line and discovers its old reorder instinct no longer keeps pace—that is the moment most converters realize production and procurement can no longer plan separately.
Past one converting line, manual triggers cannot track how fast parent roll demand changes week to week. The failure is timing drift, not carelessness. For a small converter, the real scaling threshold is not uncertainty by itself. It is a loss of rhythm.
What a Rolling Ordering Window Looks Like on the Factory Floor
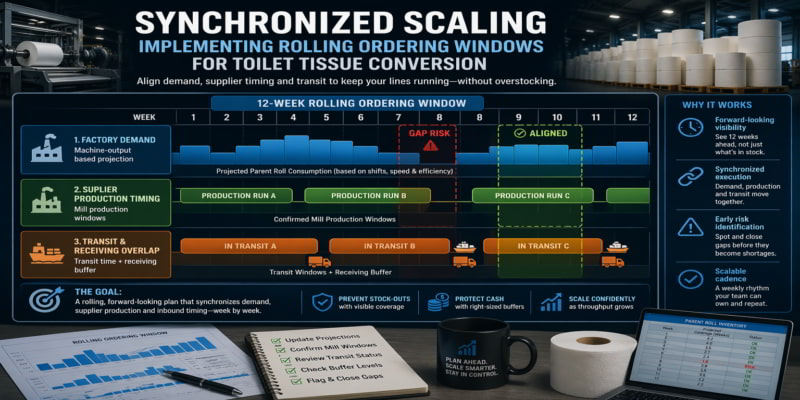
A rolling ordering window replaces reactive instincts with a structured procurement cadence. For toilet tissue converters, the standard implementation is a 12-week rolling view updated weekly, running three parallel tracks:
- Weekly parent roll demand — calculated from actual machine output: rolls per converting line, per shift, multiplied by shifts running. (For the methodology behind mapping toilet tissue production run rates against supplier MOQs, see the companion framework.)
- Supplier or mill production windows — confirmed dates when the mill has scheduled production of the order.
- Transit and receiving timing — days between the mill’s dock and the converter’s warehouse, including customs and cross-border lead-time slippage.
Picture Monday morning in the warehouse. You walk in and see a consistent four-to-five-day buffer threshold. That is not a sign to panic-buy. It is a signal to check the next 12 weeks and confirm that production demand, open purchase orders, and inbound timing still overlap in the right places.
When all three tracks sit on the same forward view, gaps become visible weeks before they become crises. That visibility is the metronome. It does not eliminate shipping noise or supplier timing variability, but it converts invisible risk into a weekly-reviewed variable.
How a 12-Week Window Synchronizes Mill Timing and Machine Output
A converter that reviews only stock on hand is looking backward. A converter that reviews the next 12 weeks is managing continuity.
In a scaling toilet paper converting operation, factory consumption, mill production schedules, and logistics timing must overlap on the same planning surface. Managing them in isolation is where timing drift compounds.
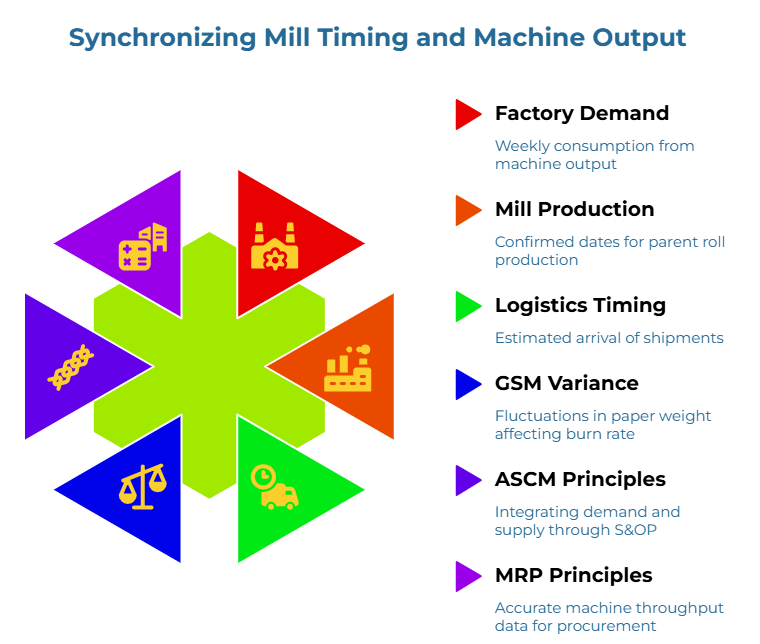
A 12-week view forces that overlap. Operations feeds updated weekly consumption from actual machine output, accounting for any GSM variance on high-speed converting lines that alters the effective parent roll burn rate. Procurement maps open purchase orders against confirmed mill dates. Logistics planning flags shipments where estimated arrival falls inside the minimum buffer threshold. A practical way to visualize the system is a single timeline with three stacked bands: factory demand on top, supplier or mill production timing in the middle, and transit plus receiving buffer below. The point where a plant moves from one shift to three shifts belongs on that same line, because that is where manual reordering becomes unstable.
The ASCM (Association for Supply Chain Management) Body of Knowledge emphasizes that integrating demand and supply through the S&OP process is the critical link between strategic goals and day-to-day operations. Similarly, established Manufacturing Resource Planning (MRP) principles generally reinforce that accurate machine-level throughput data must dictate procurement logic to prevent downstream conversion bottlenecks (Wallace & Stahl, MRP II: Making It Happen).
The goal is controlled continuity—enough parent roll stock to keep converting lines running while the next delivery transits, without trapping cash in oversized buffers.
The Weekly Review Rhythm for Procurement, Operations, and Founders
A 12-week window is only as current as its last update.
Operations owns the demand side. Weekly, the operations lead updates consumption based on actual parent roll usage, shift changes, and maintenance schedules, as well as basis weight (GSM) deviations that impact linear footage and machine speed. Significant variances in sheet density or thickness can force speed adjustments to maintain roll diameter specifications, directly altering your weekly parent roll burn rate. When a new toilet paper converting line is coming online, that change enters the view immediately.
Procurement owns the supply side. Weekly, the planner confirms open PO status, refreshes arrival estimates, and flags near-term risk—any supplier timing shift, port delay, or cross-border slippage moving a delivery window.
The founder or operations head watches for margin protection. Any week where projected toilet tissue parent roll inventory drops below the minimum buffer triggers a timing decision with weeks of lead time, not hours. For founders monitoring landed cost exposure and working capital locking, the shared framework for predictable toilet tissue parent roll landed costs provides a complementary structure.
This rhythm runs on a shared spreadsheet. Spreadsheet first. Discipline first. Software later, if it adds value.
Where Buffer Stock Still Matters—and Where It Fails
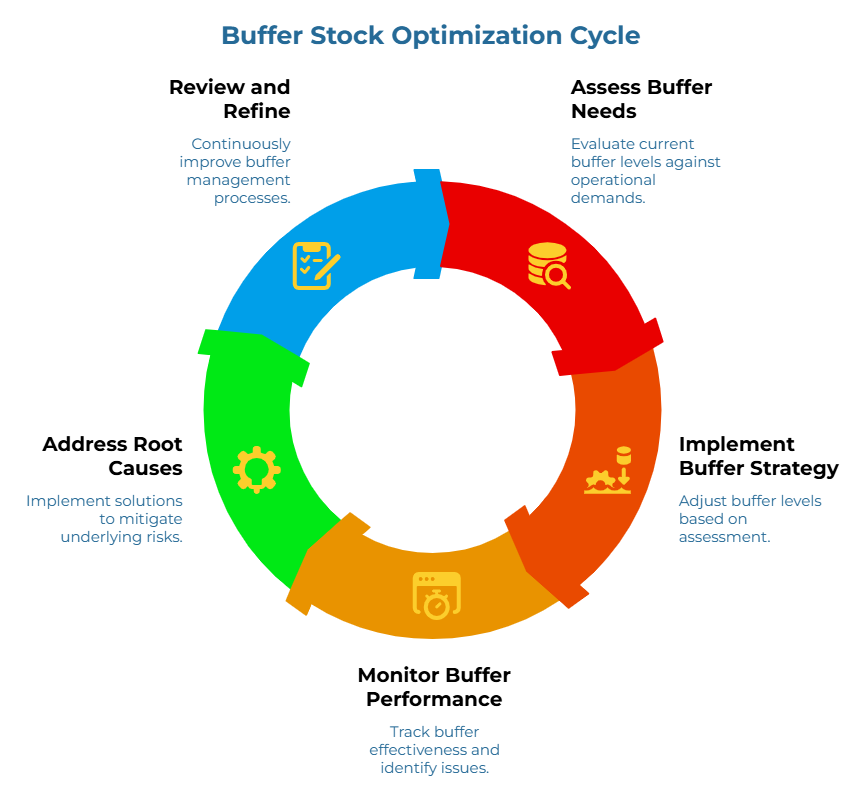
Buffer stock is not wrong. A growing toilet tissue plant needs protection against normal timing variation, receiving delays, and supplier noise. The point is not to argue for a zero buffer. It is to separate buffering from synchronization—because they are not the same thing.
The problem arises when buffering acts as the sole defense. A buffer calibrated for single-shift consumption fails during a transition to 24/7 operations. While tripling output necessitates a linear increase in cycle stock, safety stock requirements generally scale at a sub-linear rate (roughly √3 ≈ 1.73x), yet even this reduced ratio can significantly impair Net Working Capital (NWC), specifically affecting the Cash Conversion Cycle (CCC)—a risk that compounds further when miscalculating MOQs triggers demurrage and erodes SME converter margins.Inventory liquidity planning becomes critical here—when the buffer that once felt safe starts freezing cash needed for growth. The warehouse may look safer with more stock on hand, but the buying pattern underneath is still reactive. Transit gaps are still possible. The old habit is just wearing a bigger coat.
Buffer handles randomness. What it cannot handle is structural timing drift. Applying ISO 31000 risk management principles, the plant focuses on treating the risk source—in this case, supply chain volatility—rather than just the consequences. While holding extra inventory mitigates the symptom of a stock-out, establishing a rolling ordering window addresses the root cause of timing uncertainty through systematic monitoring and review.
A Practical First Implementation Path for Small Toilet Tissue Converters
Start with one grade, one sheet, and one weekly review.
Establish the demand baseline from machine output. Calculate weekly parent roll consumption for each converting line and shift pattern. Mapping toilet tissue production run rates against supplier MOQs is the natural next step for order-size discipline.
Establish the 12-week projection. Organize the spreadsheet into three primary data rows: anticipated weekly consumption, confirmed supplier dispatch dates, and net projected inventory. Refresh this data every Monday morning.
Set a minimum buffer threshold. If mill-to-door transit runs 21 days with a three-day variance, four to five days of parent roll stock provides breathing room without excessive capital lock-up.
Run a 15-minute weekly review. Operations confirms consumption. Procurement confirms delivery status and flags risk. Leadership scans for red zones. For converters preparing to add shifts, the first-steps checklist for SME toilet tissue converters helps assess readiness first.
The factory floor that felt uncertain at 4:07 on Thursday does not need more stock. Scaling through uncertainty requires a shift from speculative purchasing to temporal alignment. It necessitates syncing procurement lead times with machine-level throughput and hardening that synchronization through disciplined weekly audits. Walking into the warehouse on Monday morning and seeing exactly three days of buffer—no more, no less—is what controlled continuity looks like. Cadence replaces chaos. Discipline replaces hope.
For more methodology-first guidance on toilet tissue parent roll procurement planning, explore PaperIndex Academy.
When the planning model is clear, you can evaluate regional bath tissue parent roll suppliers and toilet tissue mills on PaperIndex.
Disclaimer:
This content is for informational purposes only and does not constitute supply chain, operations, or professional business advice. Procurement cadences, buffer thresholds, and lead-time windows vary by supplier, factory throughput, and logistics conditions. Consult qualified supply chain and operations professionals before implementing ordering systems.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.