
📌 Key Takeaways
Growth-stage toilet tissue converters fail not from too little stock, but from outdated ordering habits that can’t keep pace with faster production.
- Your Plant Outgrew Your Process: Manual reorder habits work for small, single-shift plants — but once output doubles, those same habits become the biggest risk to production.
- More Stock Isn’t More Safety: Extra rolls buy time without fixing the real gap — a review cycle too slow to catch shortfalls before they hit the converting line.
- Buffer Decay Hides in Plain Sight: A safety margin that once covered four weeks can quietly shrink to two and a half when nobody recalculates after a growth step.
- Cash Gets Trapped, Not Protected: Over-ordering parent rolls to feel safe can lock working capital that the business needs for equipment upgrades or new supplier relationships.
- Replace Reacting With a Rolling View: A 12-week rolling procurement window tied to real machine output and lead-time bands replaces guesswork with a planning rhythm that matches your plant’s speed.
A better ordering rhythm protects production more than a bigger pile of rolls ever will.
Operations leads and procurement managers at scaling toilet tissue converting plants will find a practical framework for replacing reactive ordering habits, preparing them for the detailed guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The line goes quiet first.
It is 4:00 PM. Tomorrow’s toilet tissue converting schedule is still live, but the next parent roll shipment has slipped again. The team is checking what stock remains, recalculating which runs can survive the gap, and discovering that the old reorder habit no longer feels safe. That moment is the real problem this article is naming: growth-stage toilet tissue plants keep using early-stage procurement habits after production complexity has already moved on.
Traditional buffering, in this context, means a manual, reactive approach to toilet tissue raw material inventory — reorder when stock “looks low,” add a little extra after a scare, and treat a larger pile of rolls as proof that the system is under control. It sounds disciplined. That static methodology serves stable environments, not scaling ones. For a toilet tissue converting operation that has added a shift or doubled its weekly machine output, “lean” and “reactive” aren’t the same thing.
Traditional buffering breaks in growth-stage toilet tissue converting because the plant starts moving faster than the manual logic controlling inbound parent rolls. More buffer stock may delay pain, but it does not fix the underlying mismatch between run-rate, lead-time volatility, and review cadence. The replacement model is predictive cadence planning — a rolling procurement view tied to actual run-rate and lead-time windows.
What Traditional Buffering Usually Looks Like in a Toilet Tissue Converting Plant
The pattern is familiar. Someone eyeballs the remaining bath tissue parent jumbo rolls, decides stock “looks low,” and fires off an order. After a scare — a vessel that slipped nine days past the ETA, a surprise surge in converting demand — the team pads the next order with extra tonnes.
Over time, this becomes the system: reorder when it feels necessary, add a margin after every close call, treat bigger buffers as proof of safety, and decouple procurement from real-time production velocity. None of these habits is irrational. Each one is a natural response to uncertainty. The issue is that together they create an inventory management protocol reliant on subjective observation, and in a growth-stage toilet tissue plant, that reaction speed becomes the weak point. It works when you’re running one line on a single shift and lead times barely move. It stops working the moment those variables shift — and in growth-stage converting, they all shift at once.
Myth: More Toilet Tissue Parent Roll Stock Makes the System Safer
Extra rolls in the warehouse absorb one late shipment. Maybe two. The converting line keeps running, and the team assumes the fix is permanent.
More stock only buys time. It doesn’t address the mismatch between how fast your plant now consumes bath tissue jumbo rolls and how slowly the manual review system detects a shortfall. The buffer didn’t get smarter. The plant just got faster. The warehouse looks fuller, the team feels safer, but the underlying planning method has not improved.
The same logic applies to informal JIT thinking. Toyota’s own historical account defines Just-in-Time as producing what’s needed, when it’s needed, and in the amount needed — inside a tightly synchronized system with rigorous upstream control. Copying the surface idea without the underlying planning discipline doesn’t make a toilet tissue plant lean. It makes it fragile. For most growth-stage converters, “Just-in-Time” is actually “Just-Too-Late.” JIT was never meant to be shorthand for “extreme inventory minimization without process synchronization.”
ASCM’s framework for supply chain resilience defines the concept around restoring equilibrium and expanding response options, not expanding safety stock. Excessive inventory is a liability masquerading as a buffer—a ‘cash trap’ that limits agility during volatility.
Reality: Manual Buffers Decay When Lead-Time Volatility Outpaces Review Discipline
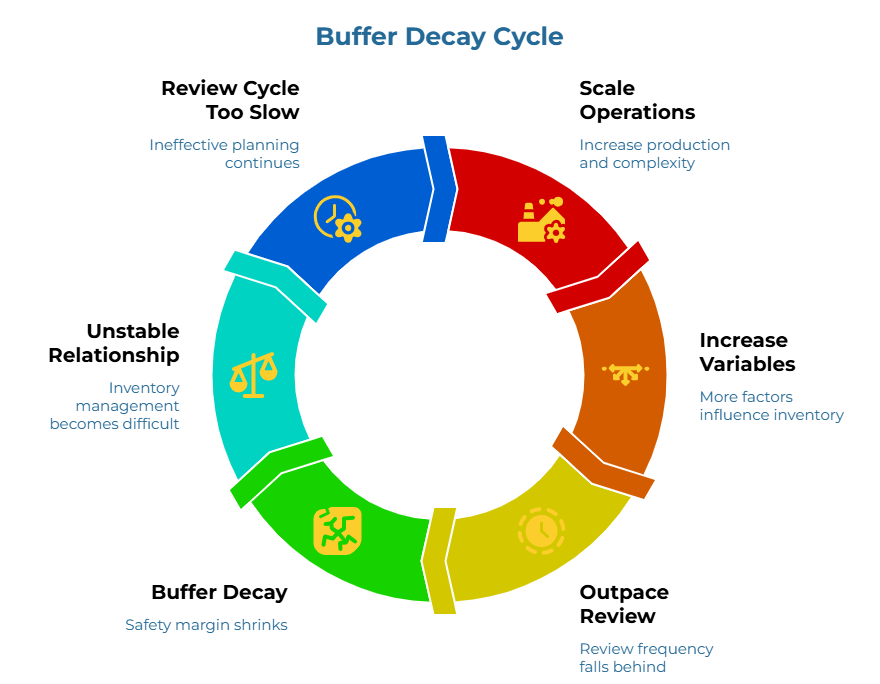
The real failure isn’t a shortage of stock. It’s a shortage of planning frequency.
As a toilet tissue converting operation scales, several variables move at once: parent roll consumption rises because lines run harder, shift patterns expand, converting lines multiply, supplier MOQs remain lumpy, shipment timing stays uneven, and lead times begin varying more than the manual review routine can absorb. Meanwhile, the team still reviews inventory on the same informal cycle it used when the plant was half its current size. The buffer that covered four weeks now covers roughly two and a half, but nobody recalculated.
That’s buffer decay — a slow erosion of the safety margin that once felt generous. The plant is no longer managing one inventory number. It is managing an unstable relationship between production velocity and replenishment timing. The stock level itself is not the only issue. The real issue is that the review cycle is too slow for the operating rhythm now in play.
Reality: Repeatedly Adding Stock Traps Cash Without Creating a Real Planning System
This is not a finance detour. It is an operating consequence.
Supply shocks trigger a reactive ‘inventory surge’ reflex. That reaction is understandable — actually, it’s almost universal. McKinsey’s supply chain research has historically shown that inventory buffers and dual sourcing are the most instinctive physical resilience responses, each adopted by 78% of surveyed respondents in a 2022 pulse survey on supply chain resilience.
But repeatedly adding stock without improving the review system creates working capital locking. Cash that could fund a second supplier relationship or a machine upgrade sits frozen in parent roll inventory that’s covering for a planning gap, not a supply gap — a dynamic explored in depth in the framework for toilet tissue raw material inventory liquidity planning. Growth starts competing with inventory for cash — a pattern that mirrors the broader inventory overload problem, where annual holding costs reach 15–30% of stock value and quietly erase the savings the buffer was supposed to provide. The buffer looks like protection while it is quietly limiting what the business can do next.
Why Manual Reorder Triggers Break After The First True Growth Step
The first true growth step is often where the old method fails in public.
Think of a healthy procurement rhythm like a metronome. When the plant is small, the beat is slow and easy to follow. Growth speeds it up. A new contract increases weekly toilet tissue parent roll consumption. A second shift doubles factory throughput velocity. The supplier’s MOQ stays the same, but coverage shrinks from seven weeks to three and a half.
If a 22-tonne MOQ previously provided 6.2 weeks of coverage at 3.5 tonnes/week consumption, doubling output to 7 tonnes/week slashes that window to 3.1 weeks—surpassing typical bi-weekly review cycles. Understanding how to map bathroom tissue production run rates against supplier MOQs is what turns this arithmetic from a surprise into a planning input. A reorder trigger based on “looks low” can survive in a smaller plant because the gap between noticing risk and acting on risk is still narrow. Once the plant grows, that gap widens. One delayed vessel, one lumpy MOQ decision — the kind that triggersthe bath tissue parent roll demurrage trap — or one missed review cycle is enough to expose the weakness.
NIST’s manufacturing resilience guidance highlights exactly this balancing act for small and midsize manufacturers managing fluctuating costs, delivery delays, and shifting demand simultaneously. That balancing act becomes impossible when the only tool is a manual trigger nobody has updated since the last growth step.
What To Build Instead: A Rolling Ordering Window For Toilet Tissue Parent Rolls
The replacement isn’t a larger buffer. It’s a rolling procurement view — a planning rhythm that continuously aligns toilet tissue parent roll orders with actual production cadence and real lead-time windows.
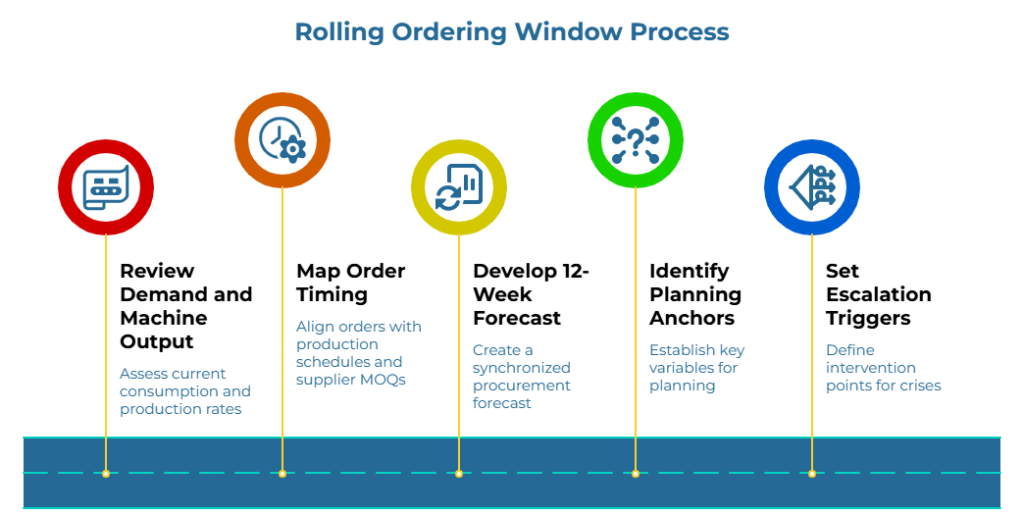
You review demand and machine output on a fixed cycle rather than waiting for a warehouse scare. You map order timing to your actual converting schedule and supplier MOQ, and stop treating one static buffer level as the entire control system. The target is a 12-week rolling procurement forecast synchronized with verified consumption metrics.
The shift is from hope-based ordering to a methodology-driven procurement cadence. It replaces reactive ordering with a rolling procurement view and creates the conditions for better decisions about coverage logic.
The First Variables To Lock Before The Next Order Cycle
Start with five planning anchors:
1. Current machine-output consumption (not trailing averages);
2. Lead-time variance bands (planning for the 90th percentile);
3. MOQ-to-Coverage ratios;
4. Fixed review cadence;
5. Hard-coded escalation triggers.
That last variable is easy to overlook. An escalation trigger matters because the plant needs a defined point for intervention before tomorrow’s schedule becomes a crisis. For a broader readiness check, the first-steps checklist for SME toilet tissue converters covers additional variables worth auditing.
Frequently Asked Questions
Is Just-in-Time always wrong for toilet tissue converting?
Not inherently. The original concept relies on synchronized upstream control that most growth-stage toilet tissue converters haven’t built yet. The problem is applying the label without the infrastructure. The aspiration to reduce waste is sound; copying the language of JIT without the control system that made it work is where converters get into trouble.
How is a rolling ordering window different from just holding more stock?
Holding more stock is a one-time reaction. A rolling ordering window is a recurring discipline that adjusts order timing based on consumption, lead-time data, and production cadence. One is a static pile. The other is a live planning rhythm.
When does manual reorder logic usually stop working?
It tends to break when operating conditions outpace the informal review cycle — often after adding a shift, a line, or a contract that changes weekly parent roll consumption. The gap between noticing risk and acting on risk widens past what manual habits can absorb.
What is the first number a scaling converter should measure?
Weekly toilet tissue parent roll consumption at actual current machine output. Without that number, coverage logic and reorder timing remain guesswork — which is why mapping production run rates against supplier MOQs starts with exactly this baseline. Everything else depends on that baseline being accurate.
The Strategic Takeaway
Picture that 4:00 PM moment again. The vessel has slipped, the warehouse team is staring at the remaining toilet tissue parent rolls, and the converting line is scheduled for tomorrow. Except this time, you checked the rolling procurement view on Monday. The backup order fired when the lead-time band crossed the escalation trigger three weeks ago.
That’s the difference between reactive ordering and a procurement cadence that matches the speed of your plant. A growth-stage toilet tissue converter does not become safer by repeating an early-stage habit at a larger scale. Traditional buffering and informal JIT-style thinking feel efficient because they are simple. But once tissue jumbo roll consumption rises, lead times move around, and review discipline lags behind the plant’s rhythm, those habits stop protecting production continuity. They start exposing it.
Your toilet tissue converting operation doesn’t need more stock in a warehouse. It needs a metronome that keeps time with the factory floor. Clear rhythm. Better coverage logic. Stronger production continuity.
Transitioning from reactive buffering to a data-driven procurement cadence is the only way to insulate growth-stage production from the volatility of unmanaged growth cycles.
Explore more toilet tissue procurement guidance in the PaperIndex Academy
When you’re ready to connect with verified suppliers, you can also browse bath tissue parent roll suppliers.
Disclaimer:
This content is for informational purposes only and does not constitute supply chain, inventory management, or professional business advice. Buffer requirements, lead-time variability, and procurement cadences vary by operation, supplier, and growth stage. Consult qualified supply chain and operations professionals before changing inventory or ordering strategies.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.