
📌 Key Takeaways
Most kraft paper converting failures come from storage, handling, or machine setup — not the wrong grade.
- Track the Failure Pattern First: Check whether the problem follows one roll, one lot, one machine, or one shift before blaming the paper grade.
- Same Symptom, Different Causes: Tears, wrinkles, curl, and jams each have both paper-related and process-related explanations — investigate both before drawing conclusions.
- Collect Evidence Before Complaining: Photos, roll IDs, tension settings, storage conditions, and lab tests give suppliers something to work with — vague rejections start arguments.
- A Passing Spec Can Still Fail: Paper that meets every specification on the data sheet can still perform poorly if it doesn’t match your specific converting process, storage setup, or machine window.
- Follow the Four-Path Fix: Adjust the process first, quarantine suspect rolls second, test against specs third, and only change the grade when the first three paths don’t solve it.
Diagnose before you replace — the strongest grade won’t fix a damaged roll edge or a misaligned roller.
Production managers, QA teams, and procurement buyers troubleshooting kraft paper converting failures will gain a clear diagnostic sequence here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The converting line just stopped.
Torn kraft paper hangs from the unwind stand. The operator radios the floor supervisor. Within the hour, someone will suggest the grade is wrong, someone else will want to call the supplier, and procurement may begin sourcing a heavier replacement — all before anyone has photographed the torn edge or checked whether the roll was acclimatized after delivery.
What if the grade is fine, and the real cause is sitting somewhere else entirely?
A kraft paper grade mismatch means the paper does not fit the application, converting method, print process, coating, sealing, forming, or strength requirement. A process problem is different. The grade may be suitable, but roll condition, moisture balance, storage, handling, web tension, unwind setup, machine alignment, or press settings may be causing the failure. Acting on a wrong diagnosis — switching grades, rejecting rolls, escalating a claim without data — carries real consequences: wasted material, delayed shipments, and a supplier dispute built on assumption. While a heavier grade might mask a specific symptom, it often introduces secondary failures such as sealing inconsistencies or structural rigidity exceeding downstream tolerances.
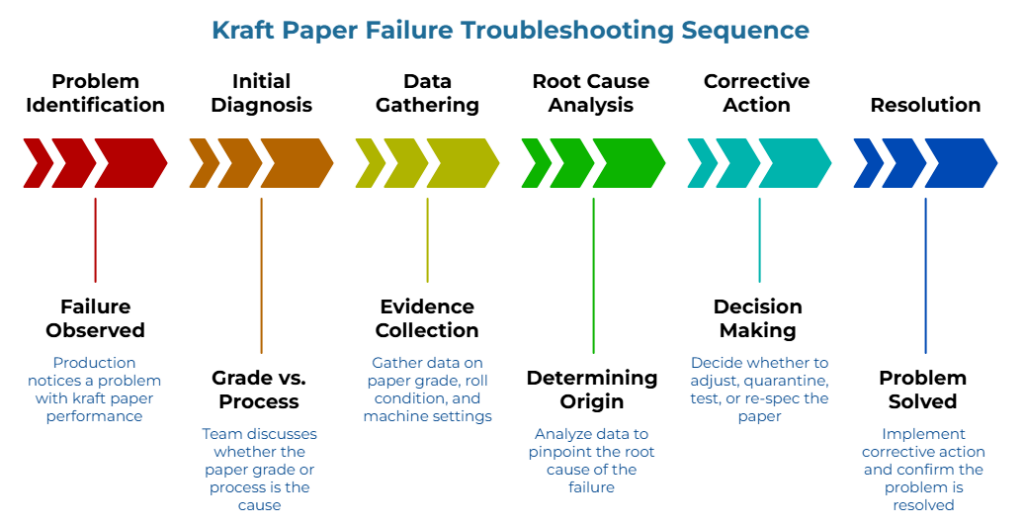
This guide provides a diagnostic sequence usable during a live troubleshooting discussion between production, QA, procurement, and the supplier. The goal: determine whether a failure originates in the kraft paper grade, the process, or the conditions around the roll, then decide whether to adjust, quarantine, test, or re-spec.
Did the Problem Follow the Grade, the Roll, the Lot, or the Machine?
Before listing symptoms, establish the failure pattern. This single step prevents the most common error: blaming a grade after one bad run.
That distinction keeps production, QA, procurement, and supplier technical teams from arguing from different evidence sets. Operators see the break. Procurement sees the purchase order. QA sees the complaint file. The supplier sees a specification that may still be in range.
| Problem Appearance | First Suspect Area | What to Check Before Changing Grade |
| One roll only | Roll damage, storage exposure, winding defect, edge damage | Roll edge, clamp marks, core, wrapper condition, roll hardness, storage history, retained sample |
| One lot only | Lot variation, shipment condition, moisture profile shift | COA, supplier specification, delivery date, storage history, previous lot comparison |
| One grade across several lots | Possible grade-to-application mismatch | Tensile, tear, stiffness, absorbency, caliper, grammage, production trial data |
| Multiple grades on one machine | Process or machine setup | Web tension, alignment, guiding, brake settings, worn rollers, station setup |
| One station or one shift only | Operating variable | Shift handover, setup habit, environmental timing, speed change, operator procedure |
Discrepancies between identical grades on different lines suggest mechanical variables—such as tension zones or roller alignment—are the primary drivers of failure. Compare tension zones, web path, guide response, roller alignment, and speed profile before rewriting the specification.
If the issue follows the same roll across lines, inspect roll condition, moisture, winding, and edge damage before changing the specification.
Symptom-by-Symptom Diagnosis: What the Failure Usually Points To
Each production symptom has grade-related and process-related explanations. The discipline is to investigate both lanes before drawing conclusions.
A. Paper tears or web breaks
- Grade-related possibilities: Insufficient tensile strength or tear resistance for the converting operation. Inappropriate basis weight or furnish for the load, speed, or forming requirement. Grade not suited to downstream coating, lamination, creasing, folding, or bagmaking stress.
- Process and storage possibilities: Excessive web tension. Damaged roll edge. Poor splice handling. Nicks, cuts, clamp damage, or crushed roll sections. Moisture imbalance causing brittle paper. Misaligned rollers, bad web tracking, or sudden tension variation.
A critical distinction: a clean break across the web under load suggests a tensile, moisture, or tension problem. An edge-initiated tear propagating inward during unwind more often points to roll handling, slitting quality, or edge protection rather than a blanket grade failure.
B. Wrinkles, bagginess, or web instability
- Grade-related possibilities: Non-uniform moisture or caliper profile in the cross-machine direction. Paper too extensible or directionally unstable for the line. Grade not suited to the converting tension profile.
- Process possibilities: Roller misalignment. Poor web guiding. Incorrect tension zones. Roll hardness or winding defect. Unsupported spans, air movement, or poor spreading.
TAPPI’s moisture-profile troubleshooting guidance notes that poor cross-machine-direction moisture profiles can lead to wrinkles and breaks during converting. If wrinkles appear only after a speed increase, check tension response, web guiding, spreading, roller alignment, unsupported span length, and the moisture profile before suspecting the grade. The speed-triggered pattern usually deserves a process check first.
C. Curl after converting, printing, coating, or storage
- Grade-related possibilities: Moisture imbalance within the sheet structure. One-sided coating, printing, or lamination response. Grade too sensitive to the intended process.
- Process and storage possibilities: Roll not acclimatized before use. Uneven exposure to humidity or heat during warehouse storage. Coating or adhesive imbalance. Drying conditions that affect one side of the sheet more than the other.
If curl appears after overnight storage, investigate humidity exposure, one-sided printing or coating effects, roll acclimatization, and warehouse conditions. ISO 187 specifies standard atmospheres for conditioning and testing paper — a useful reference when evaluating whether storage conditions contributed.
D. Jams, misfeeds, or inconsistent forming
- Grade-related possibilities: Stiffness, caliper, or basis weight outside the machine’s practical operating window. Grade not compatible with the packaging geometry.
- Process possibilities: Machine settings not adjusted after a grade change. Dust, static, sheet squareness, slitting quality, or edge condition. Roll damage or inconsistent unwind behavior.
E. Poor print quality
- Grade-related possibilities: Surface absorbency, roughness, porosity, coating compatibility, or ink holdout mismatch. Moisture variation affecting dimensional stability and misregistration.
- Process possibilities: Ink, anilox, plate, pressure, drying, surface contamination, or storage exposure.
Print quality deserves particular caution. A supplier switch may change surface properties enough to require press adjustments that have nothing to do with a defective grade. Always check against both paper surface properties and press variables.
This is where ‘beyond GSM’ thinking matters. A parent roll can match grammage and still fail in converting if strength, moisture, winding, surface behaviour, or runnability do not fit the process.
Keep Certainty Levels Clear During Troubleshooting
Every claim in the investigation should fall into one of three certainty levels, and keeping them distinct improves both internal alignment and supplier communication.
Observed fact means the team has direct evidence. Example: “Roll 24B showed edge damage before loading,” or “Wrinkles appeared only after the line speed increased.”
Generally accepted diagnostic principle means the statement reflects common converting logic. Example: edge-initiated tearing often deserves inspection for slitting, handling, or tracking issues before a blanket grade rejection.
Context-dependent inference means the conclusion may vary by machine, grade, environment, and specification. Example: “The grade may be too stiff for this forming geometry” is plausible only after setup, storage, and condition variables are checked.
This discipline matters at the supplier desk. “Bad paper” starts an argument. “Tears began at the operator-side edge on Roll 24B, lot K-17, after startup on Line 2; photos, tension settings, and retained sample comparison are attached” starts a technical review.
The Evidence to Collect Before Rejecting the Grade
Before escalating a supplier claim or changing specifications, document the failure systematically. Capture the following before the suspect material disappears into scrap:
- Roll ID, lot number, supplier, delivery date, and time in storage.
- Machine, line, speed, web tension settings, station, and any recent setup changes.
- Photos of roll edges, damage, tears, splice areas, and defect location.
- Whether the issue occurs at startup, after speed increase, near the core, near the edge, or randomly.
- Ambient temperature, humidity, and whether rolls were acclimatized before converting.
- Comparison against retained samples, previous lots, or alternate suppliers.
- Certificate of analysis or supplier specification sheet.
- Lab test results for grammage, moisture, tensile, tear, Cobb absorptiveness, caliper, or surface properties where relevant.
For systematic intake, utilize a standardized receiving controls checklist to verify roll integrity upon arrival. For damage prevention before the roll reaches the line, the related guide on kraft paper jumbo roll handling is directly relevant.
When testing is needed, match the test to the suspected failure. Recognised references include TAPPI T 410 for grammage, TAPPI T 494 for tensile properties, TAPPI T 414 for internal tearing resistance, and TAPPI T 441 for Cobb water absorptiveness. ISO 187 specifies standard atmospheres and procedures for conditioning and testing paper, board, and pulps — which matters when moisture and sample comparability are part of the dispute. ASTM also publishes recognized standards for evaluating pulp, paper, paperboard, and packaging properties.
Exact acceptance thresholds should come from the supplier specification, the buyer’s internal acceptance criteria, an applicable test method, or a validated production trial. Do not invent a tensile, Cobb, moisture, caliper, or run-speed threshold because it sounds reasonable.
Do not reject material based on a single run unless the evidence is severe — obvious roll damage, clear out-of-specification test data, or repeated failure under controlled comparison. Isolate the roll or lot first.
When It Probably Is a Grade Mismatch
A grade change becomes justified when evidence consistently points to the material rather than the process.
The case for a mismatch strengthens when the same issue repeats across multiple rolls and lots, the problem appears on more than one converting line under reasonable setup conditions, or the grade tests below the supplier’s stated property range. A previous grade running successfully under the same conditions while the new grade consistently fails is a strong signal. So is lab data confirming a relevant property gap.
It is also possible for the paper to meet its stated supplier specification and still be wrong for the application. That is not necessarily supplier non-conformance — it may be a specification-design problem where the original spec did not capture what the converting process actually demands.
Frame a grade change around application requirements, not defect symptoms alone — matching paper properties to the specific stress demands of your converting process is what the kraft paper property–application match matrix is designed for. Is the issue dependent on machine direction or cross-machine direction properties? Does the application need higher tensile, better tear, different stiffness, lower curl tendency, or tighter moisture control? Will increasing grammage create forming difficulty, cost increase, sealing issues, or customer pack-out changes?
Numeric thresholds for tensile, tear, moisture, Cobb values, or caliper should come from the supplier specification, the buyer’s acceptance criteria, an applicable TAPPI/ISO/ASTM method, or a validated production trial.
When It Probably Is a Process, Storage, or Handling Issue
Paper is the visible input, and that visibility makes it an easy target. But the root cause often sits elsewhere.
Storage near dock doors, heat sources, or sunlight can change roll behaviour. Insufficient acclimatization after transport is a frequent contributor to curl, brittleness, or dimensional instability. For moisture-related risks, guide on protecting kraft paper parent rolls from warehouse moisture and temperature risks covers preventive measures.
Roll edge damage from clamps, forks, or poor stacking accounts for many unwind failures — a pre-converting release check, as outlined in will this kraft paper roll run?, can catch these before the roll reaches the line. Other culprits: incorrect unwind tension or brake settings, roller misalignment, a grade change without corresponding machine adjustments, poor slitting or core condition, and print or coating settings not adjusted for the grade’s surface behavior.
Valmet’s roll-defect guidance confirms that winding and reel conditions can contribute to defects during unwinding — not all converting failures originate with the grade.
A practical example: the defect begins at a damaged roll edge and propagates inward during unwind. Replacing the grade will not solve this. Investigate roll handling, edge protection, clamp pressure, slitting quality, and unwind alignment first.
A Practical Decision Framework: Adjust, Quarantine, Test, or Re-Spec?
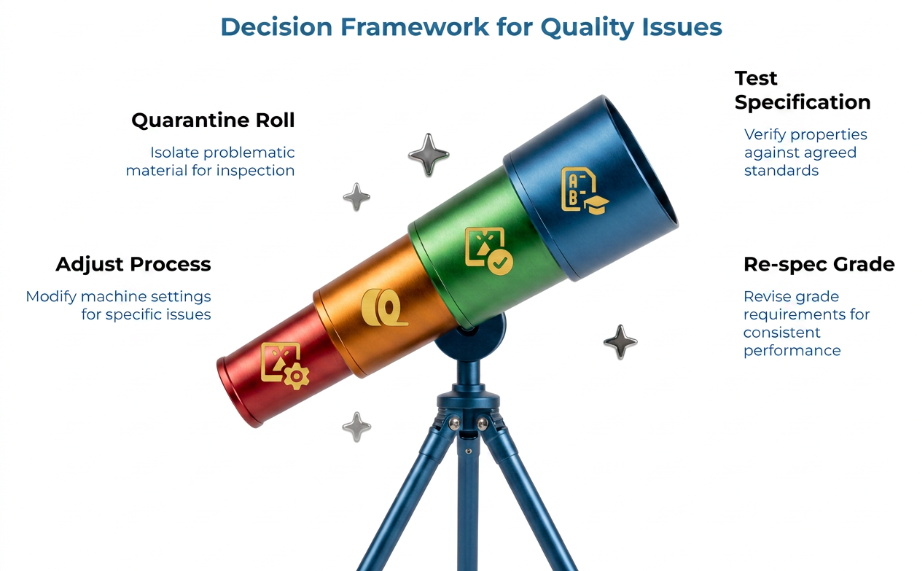
Once the diagnostic work is complete, route the response through four paths.
Path 1 — Adjust the process. Use when the issue is machine-specific or setup-specific. Adjust tension, speed, alignment, guide settings, print or coating parameters, or acclimatization practice. Confirm the fix by running the same roll under revised settings.
Path 2 — Quarantine the roll or lot. Use when the issue follows a specific roll or lot, not the grade. Isolate the material, photograph defects, compare against retained samples, and notify the supplier with documented evidence.
Path 3 — Test against specification. Use when a property deviation is suspected but unconfirmed. Test grammage, moisture, tensile, tear, caliper, Cobb, or surface properties against the agreed specification. Share results with the supplier alongside roll ID, lot data, and production context.
Path 4 — Re-spec the grade. Use when the grade consistently fails even with material within specification and process settings controlled. Revise grade requirements, trial alternatives under documented conditions, define the operating window, and involve supplier technical support.
If the issue is isolated to one roll or one machine setting, Path 1 or Path 2 typically resolves it. Reaching Path 4 without the first three is how overcorrection happens.
That sequence protects everyone involved. Production gets a faster path to stability. QA gets a defensible record. Procurement avoids an unnecessary grade change. Suppliers receive evidence they can investigate.
The Best Buyers Diagnose Before They Replace
The torn sheet hanging from the unwind stand is a symptom, not a verdict. Parent roll buying goes beyond price and availability — it is matching material behavior to the converting process, the storage environment, and the machine’s operating window.
The smartest decision is not always a stronger or more expensive grade. Prioritize decisions based on empirical symptom patterns, laboratory testing, and controlled line comparisons.
Frequently Asked Questions
How can I tell if kraft paper tearing is caused by the grade or the machine?
Look at the pattern. Tearing across multiple rolls, lots, and machines under controlled settings suggests the grade may not match the application. Tearing on one line, one edge, or after a setting change points to tension, roll damage, slitting, tracking, or handling.
Can the correct kraft paper grade still cause problems in converting?
Yes. A technically correct grade can still perform poorly if storage, moisture conditioning, machine setup, unwind tension, or roll handling are not controlled. The material may be suitable, but the operating window around it may be narrow.
What should I check before filing a supplier claim?
Capture roll ID, lot number, photos, defect location, machine settings, line speed, tension settings, storage conditions, and comparison results against previous rolls or retained samples. Where relevant, test against agreed specifications using recognized methods. A supplier can respond better to documented evidence than to a vague rejection.
When should I change the kraft paper grade?
Consider a grade change when repeated issues occur across controlled trials, the paper meets its stated specification but not the application requirement, or evidence confirms a mismatch in strength, stiffness, moisture behavior, surface properties, or runnability. The decision should rest on symptom pattern, production data, material testing, and trial results.
Is curl always a paper-quality problem?
No. Curl can relate to paper moisture and construction, but it also results from storage conditions, one-sided printing or coating, drying imbalance, or process conditions. Curl alone does not prove a defective grade — treat it as a symptom to investigate, not a verdict.
Disclaimer:
This content is for informational guidance purposes only. It does not replace professional engineering assessment, laboratory testing, or supplier technical support. Specific thresholds, test results, and corrective actions should be validated against applicable standards and your own production conditions. No liability is assumed for decisions made based on this guide.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.