📌 Key Takeaways
Buying kraft paper parent rolls on GSM and price alone leads to breaks, waste, and downtime that cost more than the savings.
- GSM Only Shows Weight: Basis weight confirms how much material is there, but it says nothing about strength, moisture, surface quality, or how the roll was wound.
- Strength Stops Breaks: Tensile, tear, and stretch data — split by machine and cross direction — reveal whether a roll can handle real line speeds and tension changes.
- Moisture Hides Problems: A roll can pass average moisture specifications yet still curl, wrinkle, or snap if moisture is uneven across the web or edges.
- Bad Winding Ruins Good Paper: Telescoped rolls, soft edges, poor splices, or damaged cores cause wrinkles and web wander even when the paper itself tests fine.
- Consistency Beats a Good Sample: One successful trial roll means little if the supplier cannot repeat those results across lots, seasons, and reel positions.
The cheapest roll on the invoice is often the most expensive roll on the line.
Kraft paper converters, procurement teams, and QA managers evaluating parent roll suppliers will find specification-level buying criteria here, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A kraft paper mother roll arrives with the right grade name, the right GSM, and an attractive price. Then it reaches the converting line — and starts breaking, wrinkling, curling, dusting, or producing inconsistent output.
For production teams, the buying decision does not end at the purchase order. It shows up as downtime, waste, speed loss, rework, and complaints. The specification sheet looked fine. The roll did not.
That is why parent roll selection has to move beyond GSM. Basis weight matters, but converting performance depends on strength, formation, moisture, winding quality, surface behavior, and consistency.
The cost impact of a poor-performing roll should be evaluated through actual production metrics: downtime, scrap rate, speed reduction, rejects, and customer complaints.
What Converting Performance Really Means
Converting performance is not a single number. In operational terms, it covers stable web travel, fewer breaks, predictable tension behavior, clean unwinding, consistent print, coating, laminating, die-cutting, folding, or gluing, low waste, and fewer customer complaints.
Parent roll buying should start with one question: “What does this roll need to survive on our line and in the final application?” A roll that looks acceptable on a purchase specification may still be unsuitable if the line runs at higher speeds, has tight tension windows, or requires clean printing. Production, QA, procurement, and packaging engineering need a shared definition of acceptable roll quality before comparing suppliers — a process that begins with creating a mill specification sheet that defines measurable acceptance criteria. Our guide to a kraft paper RFQ for converters is useful when supplier quotes look comparable but are not.
Beyond Mass: Why GSM is an Incomplete Metric
GSM (grams per square meter), or basis weight, measures mass per unit area. ISO 536 covers grammage determination for paper and board, and TAPPI T 410 provides a parallel test method.
GSM influences stiffness perception, material cost, yield calculations, basic grade comparison, and minimum product design requirements.
What GSM does not fully predict: web strength, tear propagation, surface behavior, moisture stability, roll build quality, lot-to-lot consistency, or printability and glueability. GSM tells you how much material is present — not how that material is distributed, bonded, wound, dried, or surfaced. While foundational, basis weight offers no visibility into these critical performance variables — a gap that becomes measurable when quality specifications like burst and Cobb are mapped against real kraft paper cost.
Strength Properties: The Specifications Most Closely Linked to Breaks and Handling
Strength is a family of properties, not a single number. The relevant measures include tensile strength, stretch (elongation), tensile energy absorption (TEA), tear resistance, burst strength where relevant, and the differences between machine direction (MD) and cross direction (CD) values.
TAPPI T 494 covers tensile properties including strength, stretch, TEA, and tensile stiffness. ISO 1924-2 specifies a test method for tensile strength, strain at break, and TEA. For tear resistance, ISO 1974 specifies the Elmendorf method, and TAPPI T 414 covers a similar procedure.
When operators report frequent breaks during unwinding or tension changes, the buyer should ask for tensile and tear data, MD/CD values, the test method used, lot history, and whether breaks correlate with roll position, splice location, or moisture variation — all fields that belong in a spec-true RFQ with method-named tolerances.
Break location carries diagnostic value. Edge breaks may point toward edge quality, moisture imbalance, or winding defects. Breaks near splices may indicate splice quality problems. Random web breaks across the width justify checking tensile, tear, formation, defects, and moisture profile together rather than any single property in isolation.
Formation: Why Fiber Distribution Affects Consistency
Formation refers to the uniformity of fiber distribution across the sheet. Poor formation creates localized weak spots, uneven thickness, and variable converting response — including web breaks, inconsistent coating or ink holdout, variable stiffness, and uneven glue or lamination behavior.
Two rolls with the same average GSM may behave differently if one has more localized thin areas. Production teams experience this as “random” breaks even when incoming inspection shows basis weight within tolerance.
Moisture Content and Moisture Profile: A Hidden Driver of Curl, Breaks, and Dimensional Change
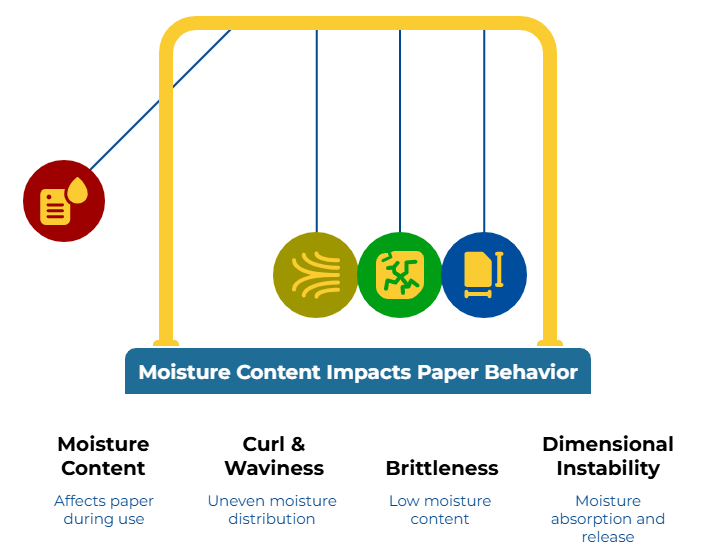
Moisture affects paper behavior during storage, unwinding, printing, coating, folding, and final use. TAPPI T 412 notes that moisture is significant for printability, shrinkage, dimensional stability, physical strength, and runnability. ISO 287 specifies an oven-drying method for determining lot moisture content.
Average moisture content matters, but distribution matters just as much. Cross-direction variation, edge-to-center differences, seasonal humidity, and storage conditions can produce curl, waviness, brittleness, or dimensional instability. A roll may pass average moisture requirements yet create converting problems if moisture is uneven across the web or if the roll moved between climate zones without conditioning— a scenario addressed by storage and conditioning protocols that settle moisture before the first unwind. Universal “ideal moisture” percentages do not apply — values depend on paper grade, converting process, geography, and end use, which is why moisture windows matter more than absolute values for kraft paper converting.
Winding Quality: The Buying Criterion Operators Notice First
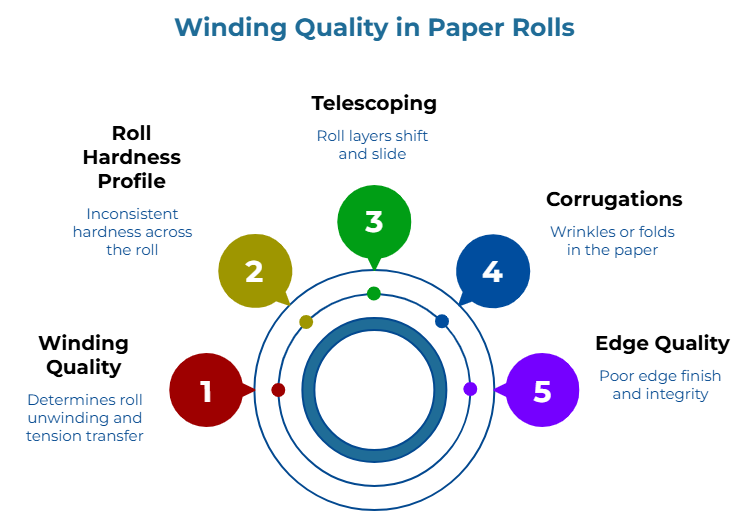
Winding quality determines how the roll unwinds and how consistently tension transfers through the web. Common issues: roll hardness profile, telescoping, corrugations, baggy or slack edges, poor edge quality, splice quality and placement, core condition, out-of-round geometry, and transit damage.
Poor winding can create wrinkles, web wander, tension spikes, misregistration, edge breaks, and downtime — even when paper properties are acceptable. Good paper converts poorly if the roll is damaged, poorly wound, out of round, or shipped without edge protection.
Buyers should ask suppliers about roll hardness measurement, winding defect inspection, splice identification and limits, edge protection, packaging standards, claim documentation, and roll traceability by lot and machine reel — items covered in a reel and core fit checklist designed as a machine-readiness preflight.
Surface Properties: Print, Coating, Gluing, and Friction Performance
Surface characteristics drive performance in downstream converting. Relevant measures include roughness, porosity, water absorbency, surface strength, dusting or linting, coating holdout, ink and glue absorption, and friction behavior.
ISO 8791-2 specifies the Bendtsen method for determining roughness. ISO 535 specifies the Cobb method for measuring water absorptiveness under standard conditions. TAPPI T 441 covers Cobb water absorptiveness for sized paper, paperboard, and corrugated fiberboard.
If a converter is printing or coating kraft paper, the lowest-price roll may cause higher ink variation, poor coating uniformity, or drying changes. For glued or laminated products, absorbency and surface condition influence bond consistency. Smoother is not automatically better, and lower absorbency is not automatically better — the right surface depends on the process and end use, as illustrated by practical Cobb bands for printability and adhesion in mailers and wrap.
Consistency: The Difference Between a Good Trial and a Reliable Supply
A good roll is useful. A repeatable roll is valuable.
Buyers should evaluate whether a supplier can deliver consistent rolls across the same shipment, lot to lot, season to season, mill to mill (if multiple sources are used), width positions across the parent reel, and inner-to-outer roll layers.
What to request: certificates of analysis with test methods, historical variation data, tolerance ranges (not just nominal values), roll traceability, corrective action processes, and trial-to-commercial roll comparison. Our guide on interpreting kraft paper lab test reports supports this review. A supplier may pass a pilot trial but later ship rolls with wider variation. Define what gets checked during incoming inspection and what triggers a supplier review.
This is where low-price buying can become expensive. A lower-cost roll may require slower line speed, more operator intervention, higher scrap, rework, rejected output, or customer-claim handling — hidden costs that a runnability-focused analysis of how small specification shifts drive big downtime helps quantify. Those are operating costs, even when they do not appear on the invoice.
Translating Production Problems into Buying Criteria
When converting issues surface, correlating converting deviations with measurable physical properties accelerates root-cause analysis. Equipment setup, operator practice, adhesive or ink formulation, storage, and maintenance may also contribute.
| Symptom | Possible Roll Factors | Buying/QA Response |
| Frequent web breaks | Tensile, tear, defects, moisture variation, formation, winding tension | Review strength data, defect logs, moisture profile; trial at normal speed |
| Wrinkles or web wander | Winding quality, baggy edges, tension profile, roll geometry | Inspect roll build, edges, hardness, core condition |
| Curl or dimensional instability | Moisture imbalance, conditioning, storage | Review moisture specifications, acclimatization, warehouse humidity |
| Poor print/coating consistency | Surface roughness, porosity, absorbency, dusting | Request surface data; run print/coating trial |
| Glue failures | Absorbency, surface contamination, moisture, sizing | Validate Cobb range and adhesive compatibility |
| Customer complaints | Inconsistent finished properties, visual defects | Link complaints to incoming roll data and finished product testing |
Supplier Qualification: What Technical Buyers Should Ask Before Approving a Roll
Procurement may own price and supply continuity, but production and QA should help define what “acceptable roll quality” actually means. Key questions for suppliers: What test methods are used for stated properties? Are values reported with tolerances or as averages only? Are MD and CD strength values available? How is moisture controlled across the web? What winding defects are inspected before dispatch? Are splices marked and limited? What packaging and edge protection are used? Can the supplier provide lot traceability, a clear claim process, and trial-to-commercial data comparison?
A number on a specification sheet is less useful without knowing the test method, sample conditioning per TAPPI T 402, and whether the value is typical, minimum, or guaranteed— gaps that a testing protocol request during pre-qualification is designed to close. A well-structured RFQ turns these questions into a specification every supplier quotes against. A spec-driven kraft paper RFQ template can help combine technical requirements and commercial terms into one comparable request.
Common Mistakes to Avoid
Treating GSM as a complete quality measure is the most frequent misstep. GSM is important, but it does not prove strength, formation, moisture stability, surface suitability, winding quality, or repeatability.
Comparing suppliers only by price per tonne is a close second. A cheaper roll can cost more if it slows the line, increases waste, or generates complaints. The invoice price and the total operating cost are rarely the same number.
Accepting supplier values without test methods creates false confidence. A tensile number without a test method name, sampling conditions, and tolerance range cannot be compared across suppliers or held to during a claim.
Running an easy trial is another common trap. A low-speed trial without normal tension, normal storage, and real converting conditions can approve a roll that later fails in production. The trial should reflect the actual operating environment.
Operational Specificity: Aligning Specifications to End-Use. Every converting process—from high-speed flexo printing to heavy-duty bag fabrication—imposes unique mechanical demands that a generic specification sheet cannot capture.
A Practical Parent Roll Buying Checklist
- Commercial basics: Grade name, GSM/basis weight, width, diameter, core size, roll length or weight, price, and delivery terms.
- Mechanical properties: Tensile strength (MD/CD), tear resistance (MD/CD where relevant), stretch/elongation, burst or compression-related properties if relevant to the product.
- Moisture and dimensional behavior: Average moisture content, moisture tolerance, moisture profile expectations, storage and conditioning recommendations.
- Surface and converting properties: Roughness/smoothness, Cobb or water absorbency, porosity/air resistance, surface strength, dusting/linting expectations, print/coating/glue compatibility.
- Roll quality: Winding hardness profile, edge quality, splice policy, core condition, packaging, and damage prevention.
- Consistency and supplier control: Test methods, certificate of analysis, lot traceability, historical variation, corrective action process, trial-to-commercial consistency. For supplier evidence review, see Our guide to kraft paper supplier audit programs.
Buy for the Line, Not Just the Specification Sheet
Start where this article started: a kraft paper parent roll with the right grade name and the right GSM arrives on the plant floor. Whether it runs smoothly depends on properties that GSM alone does not measure.
The best specification connects paper properties to actual line performance — fewer breaks, less waste, more consistent output, fewer complaints. The right parent roll depends on the converting process and end use. For example, a roll optimized for printing may not suit bag converting, wrapping, lamination, or corrugated applications.
The right question is not “Which roll has the right GSM at the lowest price?” It is “Which roll gives our converting line the most reliable performance at the lowest total cost?”
That shift changes the conversation. Procurement compares suppliers more fairly. QA has evidence to inspect against. Production gets criteria that match the machine. The result is not a prettier specification sheet — it is a roll that runs.
When ready to compare kraft jumbo roll suppliers against these criteria, structured evaluation turns supplier selection into a performance decision.
Frequently Asked Questions
Is GSM the same as paper quality?
No. GSM measures mass per unit area. It is important for grade selection and cost comparison, but it does not describe strength, moisture behavior, formation, surface quality, winding quality, or consistency.
Why can two kraft paper rolls with the same GSM perform differently?
They may differ in fiber furnish, bonding, formation, tensile strength, tear resistance, moisture profile, surface properties, winding quality, defects, or lot-to-lot consistency.
Which parent roll properties matter most for reducing web breaks?
Start with tensile strength, tear resistance, stretch, formation, moisture profile, visible defects, splice quality, edge condition, and winding quality. The most critical factor depends on where and how the break occurs.
What should buyers ask suppliers besides GSM and price?
Ask for test methods, tolerance ranges, MD/CD strength values, moisture specifications, surface data, winding quality controls, splice policy, roll traceability, historical variation, and certificate of analysis format.
How should a converter test a new kraft paper parent roll?
Run the roll under normal speed, tension, storage, and print/coating/gluing conditions. Track breaks, waste, speed reductions, downtime, rejects, operator interventions, and finished product quality. Compare trial-roll data with future commercial shipments to confirm the supplier can repeat the result.
Does higher GSM always mean better converting performance?
Not necessarily. A roll with equal or lower GSM but better strength, formation, moisture control, and winding quality may perform better on a specific line.
Why does moisture matter in kraft paper converting?
Moisture affects dimensional stability, shrinkage, curl, printability, strength, and runnability. Values that are acceptable on average can still cause problems if unevenly distributed across the web.
What is the role of Cobb testing?
Cobb testing measures water absorbed by paper or board under standardized conditions. It is relevant when absorbency affects printing, coating, gluing, or barrier performance.
Disclaimer:
This article is published for educational purposes only. Tolerance values, acceptance criteria, and test methods should be verified against the buyer’s own requirements, equipment, supplier data, and relevant standards. Examples and scenarios are illustrative.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.