📌 Key Takeaways
Picking the right kraft paper grade starts with your job’s real failure risks, not the strongest option in the catalog.
- Match Grade to Failure: Define the top two ways your package could fail before you ever open a supplier catalog.
- Strength Isn’t Everything: High-strength paper can crack at folds, hurt print quality, and cost more without fixing your actual problem.
- Calculate True Cost: Add waste, downtime, and defect costs to the material price — the cheapest grade per tonne rarely costs least per usable unit.
- Demand Measurable Specs: Ask suppliers for test methods and tolerance ranges, not just typical values — numbers without methods can’t be compared.
- Build Three Tiers: Label each requirement as “minimum acceptable,” “preferred,” or “premium only if justified” — not every property needs top-spec treatment.
Specify for the real constraint, not the catalog’s highest grade.
Small converters managing kraft paper procurement will gain a practical decision framework here, setting up the grade selection and RFQ guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Stronger paper is not always better paper.
Selecting a kraft paper grade often involves a default to safety: choosing the highest-strength, highest-grammage option available. However, over-specification frequently leads to downstream failures—such as fold cracking, excessive waste, and poor print fidelity—that only emerge during the conversion process. When a premium grade increases costs without addressing the specific mechanical constraints of the job, it directly erodes operational margins.
With a structured trade-off framework, you can match kraft paper grades to the job’s real requirements — physical, visual, operational, and commercial — and defend that choice with a rationale grounded in application data rather than catalog hierarchy.
Start with the Job, Not the Grade
A common pitfall here is opening a supplier catalog before defining what the converted product actually needs to survive. Grade selection should begin with the application and its failure modes. Before reviewing a single data sheet, answer five questions:
What must the package survive?
Drop impact, stacking compression, transit vibration, and moisture exposure each demand different properties. A retail bag handed to a shopper faces a fundamentally different stress profile than a 25 kg industrial sack palletized for three weeks — a distinction explored in detail in our guide, how to choose the right brown paper grade for bag manufacturing—without over- or under-specifying.
What happens on the converting line?
Printing, folding, gluing, and winding each impose distinct mechanical demands.
What does the customer visually inspect?
For branded retail packaging, shade consistency, surface formation, and print fidelity may matter more than maximum tear strength. For an industrial sack, tensile energy absorption, tear resistance, porosity, and runnability typically take priority. For wrapping paper, stiffness may help presentation but hurt tight wrapping or creasing.
What failure would trigger a complaint or return?
A converter producing kraft paper bags for retail use may find that print defects generate more complaints than tensile failures. Defining the dominant failure mode sharpens every downstream decision.
What tolerance can procurement and production realistically manage?
A tightly specified grade with a single qualified supplier creates supply-chain fragility — a risk that multi-origin sourcing strategies are designed to mitigate. A broader specification with multiple sources may offer better operational stability.
These five questions define the job. The grade follows from the answers — and the first real decision is not “Which grade is best?” but “Which failure are we trying to prevent?”
The Four Trade-Offs Small Converters Should Evaluate
Most converting jobs involve competing requirements. The skill lies in identifying which trade-off dominates the decision.
Strength vs. Printability
Strength-oriented grades — those optimized for tensile energy absorption, tear resistance, or burst performance — do not automatically deliver a good print surface. A converter producing branded packaging needs enough strength, but also surface uniformity, ink holdout, smoothness, and predictable appearance.
If the primary failure risk is physical damage, prioritize strength data. Tensile properties can be evaluated using recognized methods such as ASTM D828 or ISO 1924-2, covering tensile strength, strain at break, and tensile energy absorption. TAPPI T 494 also covers tensile strength, stretch, tensile energy absorption, and tensile stiffness. Internal tearing resistance — a separate property from tensile strength — can be assessed using TAPPI T 414.
If the primary rejection risk is visual, prioritize print surface quality and run consistency. When both risks are present, request supplier samples and run a documented production trial on your own equipment before committing volume.
Stiffness vs. Foldability
Stiffness can improve stacking performance, shape retention, and perceived quality. But excessive stiffness creates problems that often surface only during converting: cracking at fold lines, spring-back that fights glue joints, poor crease definition, and machine adjustment issues that slow throughput.
Choose higher stiffness when the application requires shape retention or machinability on equipment that benefits from a stiffer web. Avoid unnecessary stiffness when the product needs clean folding, tight wrapping, or soft creasing. Caliper and thickness variation — measurable using TAPPI T 411 — affect both stiffness behavior and runnability, so request tolerance data alongside typical values from suppliers. Operationally, converters should evaluate stiffness, caliper, moisture, and fold performance together rather than treating any single property as the whole answer.
Price vs. Consistency
A cheaper grade is not cheaper if it increases rejects, extends downtime, triggers customer complaints, or forces inventory complexity.
A more practical evaluation uses this internal model:
True Grade Cost = Material Price + Conversion Waste + Downtime Costs + Rework/Defect Costs + Post-Sale Liability Costs.
While not a formal industry standard, this formula serves as an internal lens for comparing what each grade actually costs once it reaches the converting floor.
To apply it: compare cost per usable converted unit, not only price per tonne. Track roll-to-roll variation, moisture-related issues, print variation, and line stoppages across grades. Ask suppliers for tolerances — not only typical values — and name the test methods in your RFQ so that tolerance data is comparable across sources. Typical values describe the center of performance; tolerances define the operational envelope; exceeding these boundaries is the primary driver of conversion waste. When specification clarity drives the procurement process, the lowest unit price and the lowest true cost often belong to different grades.
Basis Weight vs. Performance
While increasing grammage can address certain failures, it is a high-cost solution that often fails to target the underlying performance gap. Sometimes the better answer is a different grade structure, improved fiber quality, better moisture control, a coating, or a more consistent supplier.
ISO 536 — currently pending review confirmation in 2025 — is the relevant international standard for determining paper and board grammage. Referencing it in procurement specifications ensures that grammage comparisons between suppliers use a consistent measurement basis.
Increase basis weight only when testing confirms it solves a proven failure mode — an approach central to the parent roll buying criteria that prevent breaks, waste, and downtime. Higher GSM is not a substitute for understanding the real performance constraint.
A Practical Grade Trade-Off Framework
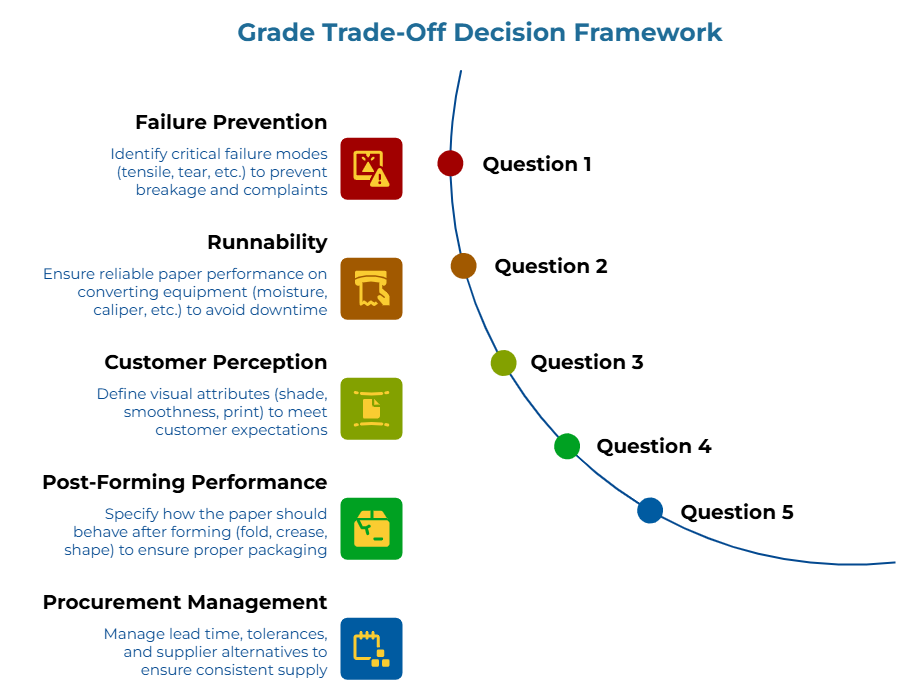
The following framework compresses the trade-off logic into five questions, mapping what to check and the risks on both sides.
| Decision Question | What to Check | Risk of Under-Specifying | Risk of Over-Specifying |
| What failure must the paper prevent? | Tensile, tear, burst, puncture, wet strength | Breakage, complaints, returns | Paying for unused strength |
| What must the line run reliably? | Runnability, moisture, caliper, roll consistency | Downtime, web breaks, jams | Narrowing supplier options |
| What must the customer see? | Shade, formation, smoothness, print result | Visual rejection | Premium surface where not needed |
| What must the pack do after forming? | Fold, crease, hold shape, resist scuffing | Poor structure or handling | Cracking, spring-back, waste |
| What must procurement manage? | Lead time, tolerances, supplier alternatives | Stockouts, variation | Excess inventory complexity |
The right grade passes the actual use case with a margin of safety. Build specifications using three tiers: “minimum acceptable,” “preferred,” and “premium only when justified.” Not every attribute deserves top-spec treatment — pushing every property into the premium tier is how specifications drift away from the job and toward the catalog. A property-to-application match matrix can accelerate this mapping for common converting applications.
Translate Requirements Into Measurable Grade Criteria
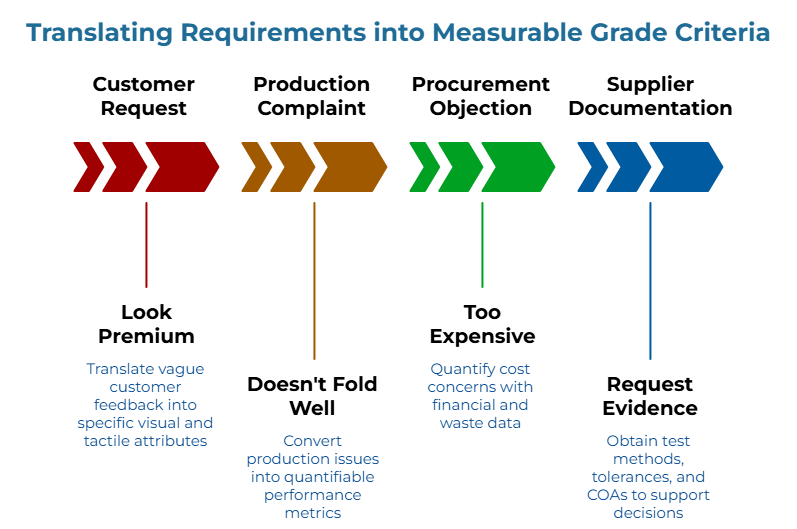
Vague language is where specification drift begins. Customer requests, production complaints, and procurement objections all need translation into measurable terms before they can guide a grade decision.
If the customer says the bag must “look premium,” translate that into shade range, surface cleanliness, formation quality, smoothness targets, ink holdout, and print acceptance criteria. If production says the sheet “doesn’t fold well,” translate that into fold trial results, caliper range, stiffness data, moisture window, and observed cracking behavior. If procurement says the current grade is “too expensive,” translate that into cost per usable unit, waste level, supplier alternatives, and approved substitute rules.
This translation step keeps the team out of opinion-driven arguments and anchors every discussion in evidence. For supplier documentation, request the data that supports the decision: test methods, tolerance bands, and recent certificates of analysis. Our article, what to include in a kraft paper RFQ evidence pack, goes deeper into COAs, method codes, and the document categories that speed quote comparison.
How to Avoid Overcomplicating Procurement
Standardize a small number of approved grades organized by use case. Create application-specific spec sheets — a dedicated mill spec sheet for each product family — rather than one universal kraft paper specification.
Ask suppliers for test methods, tolerances, and recent certificates of analysis. A value without a named method and stated tolerance is not a specification. When building RFQs, structuring them around measurable parameters that force comparable quotes reduces post-award disputes.
Run controlled trials before switching grades. Keep a record of failures, not just successful runs — failure logs reveal which properties actually constrain the operation. Avoid approving multiple near-identical grades unless there is a supply-chain reason for the redundancy. That said, some overlap may be needed for supply continuity; the goal is deliberate curation, not blanket minimization.
Common Mistakes and Pitfalls
Buying the strongest available grade “just to be safe.” Strength beyond the application requirement adds cost and can reduce foldability or print quality. The margin impact compounds over every production run.
Treating GSM as the only performance proxy. Fiber composition, formation, finish, moisture content, and grade design all shape how paper performs on the line and in the customer’s hands.
Ignoring printability until after procurement. When print quality is evaluated only after the grade is purchased and scheduled, the cost of a mismatch is already locked in.
Choosing a grade from a sample sheet without a machine trial. A sample sheet shows surface appearance, not runnability, fold behavior, or roll-to-roll consistency at production speed.
Comparing supplier data without confirming test methods. Tensile values tested under TAPPI T 494 and ISO 1924-2 may yield different results on the same paper — a problem addressed directly in the quality blueprint: how to define & enforce kraft paper technical specs.
Not separating customer-facing from machine-facing requirements. Conflating what the customer sees with what the line needs leads to compromises that satisfy neither.
Failing to include waste and downtime in grade cost. The lowest invoice price rarely produces the lowest cost per usable converted unit — a principle explored in quality specs vs price: how basis weight, burst, and cobb shape your kraft paper real cost.
Over-customizing specs for low-volume jobs. Bespoke specifications for small runs limit supplier options and inflate lead times without proportional benefit.
Practical Example: Resolving Competing Priorities
A small converter produces printed kraft retail bags. Procurement wants the lowest-cost brown kraft. Sales wants a premium print finish for a retail customer. Production wants stiffness for machine stability, but the current high-stiffness grade causes fold cracking and scrap.
The trade-off framework clarifies priorities quickly. The dominant customer requirement is acceptable print appearance — the retail buyer will reject bags with inconsistent ink coverage. The dominant production requirement is foldability and runnability — fold cracking is generating measurable scrap. Maximum strength is a non-dominant requirement for a retail bag handed across a counter.
The better decision: test two mid-range grades with adequate tensile and tear data, better surface consistency, and proven fold performance — using our five-step grade selection workflow — rather than jumping to the strongest or most expensive option in the catalog.
Specify for the Constraint, Not the Catalog
Small converters protect margin by specifying for the real constraint. The right kraft paper grade meets the job’s physical, visual, operational, and commercial requirements with the least avoidable waste.
Before the next grade decision, define the application’s top two failure risks and one commercial constraint. Build the specification around those three factors — not around the highest available grade. If the job needs print consistency, do not hide behind strength. If the line needs foldability, do not buy stiffness for appearance alone. If the package needs physical durability, prove it with relevant test data and a controlled trial. For turning that decision into supplier-ready language, the spec-driven kraft paper RFQ template can assist in formalizing these requirements into comparable quotes.
Frequently Asked Questions
Is a higher-GSM kraft paper always stronger?
Not necessarily in the way the application requires. Higher grammage can improve certain mechanical properties, but strength also depends on fiber quality, formation, refining, moisture content, finish, and grade design. Verify claims against supplier test data referenced to named methods.
When should a converter pay for a premium kraft paper grade?
When the premium property solves a verified problem — fewer web breaks, better print acceptance, improved fold performance, or lower rejects. Avoid selecting premium grades based solely on general quality language.
What is the biggest mistake in kraft paper grade selection?
Treating one property — usually strength or GSM — as a proxy for the full use case. A grade can deliver strong tensile performance and still be wrong for printing, folding, wrapping, or margin control.
How should small converters compare supplier specifications?
Compare values only when test methods, conditioning protocols, units, and tolerances are stated clearly — the spec-true RFQ blueprint walks through how to enforce this in practice. ASTM, ISO, and TAPPI methods standardize comparisons across tensile, grammage, caliper, and tear properties. While ASTM’s Committee D10 governs packaging standards, the physical, mechanical, and chemical evaluation of pulp and paperboard is generally deferred to TAPPI and ISO, following the historical withdrawal of ASTM’s dedicated paper committee (D06) in favor of industry alignment. Without method alignment, the numbers are not comparable.
How many kraft paper grades should a small converter keep approved?
Enough to cover distinct applications and supply-risk scenarios, but not so many that procurement, inventory, and quality control become unmanageable. This is a management decision shaped by product mix, volume, and supplier landscape.
Disclaimer:
This article is published for educational and informational purposes only. It does not constitute professional engineering, procurement, or legal advice. Readers should verify all specifications, test methods, and grade selections against their own application requirements, supplier documentation, and relevant standards before making procurement decisions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.