
📌 Key Takeaways
A kraft paper roll that passes every lab test can still fail on your converting line if the machine fit is wrong.
- Spec Compliance Does Not Equal Runnability: A roll can meet every test certificate requirement and still cause breaks, wrinkles, or speed loss on a specific line.
- Machines — Not Paper Grades — Explain the Difference: Tension control, web path, speed range, and roller condition vary between lines, so the same roll behaves like two different products.
- Problems Often Start in the Warehouse: Rolls stored near open docks or on uneven floors can lose converting performance before they ever reach the machine.
- Diagnose by Comparing, Not Blaming: Run the same roll on different machines, at different speeds, and after conditioning — then let the pattern point to the root cause.
- Buy for the Line, Not Just the Grade: A strong parent roll specification defines the machine’s operating window, not just the paper’s grade name and GSM.
The roll that runs well is the roll that matches the line — not just the order.
Production managers, procurement teams, and QA leads at converting operations will gain a structured diagnostic approach here, preparing them for the detailed troubleshooting framework that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Line A threads the kraft paper mother roll at 07:15 and holds target speed through the shift — clean edges, tight winding, zero breaks. Forty meters away, Line B loads a roll from the same pallet. Within nine minutes, the operator dials back speed. The web tracks off-center, an edge crack opens, and the splice fails.
You have watched this play out. Production labels the material non-conforming. Procurement points to the spec sheet. The supplier references their test certificate. Nobody is lying — but the converting floor is still losing time, material, and patience. This misalignment impacts stakeholders across the facility: production managers require stability, procurement seeks cost-efficiency, and operators demand consistent runnability. Why does the same roll behave like two different products?
For many converters, the real cost of a jumbo roll is not the invoice price alone. It is also the waste, stoppages, speed loss, rework, complaints, and operator attention required to convert it. Parent roll converting performance is not a material property — it is a process-fit outcome. Once technicians isolate the specific process mismatch, the operation shifts from anecdotal troubleshooting to data-driven purchasing.
“Runs Well” Means More Than Meeting the Paper Specification
A kraft paper parent roll can satisfy every line on the test certificate and still cause problems on a converting line. Runnability is an operational measure, not a lab result.
Track it the way the floor experiences it: web breaks per roll or per shift, average line speed versus target, setup time and adjustment frequency, trim waste and rejected output, wrinkles, bagginess, curl, edge cracks, dusting, splice failures, operator interventions, finished-product complaints, and downtime linked to roll change, unwind, slitting, printing, coating, or rewinding.
If your team records only “breaks,” the data cannot support a diagnosis. Compare performance by line, shift, roll lot, supplier, humidity and storage condition, operator setup, and finished product type. That comparison separates a vague “bad paper” conclusion from an actionable root cause.
Standards such as TAPPI T 410 for grammage, TAPPI T 411 for caliper, and TAPPI T 494 for tensile properties help quantify what the paper is. What it does on your machine depends on variables those tests were never designed to capture. This is the first practical shift: stop asking only whether the paper met the spec. Ask whether it ran reliably on the intended line.
Why Grade Name and Price Alone Do Not Predict Converting Performance
Purchasing criteria typically cover kraft grade, GSM, roll width, diameter, core size, price, lead time, supplier reputation, and certifications where relevant. Necessary — but not sufficient.
Production performance also depends on machine speed and acceleration profile, web path length and number of rollers, unwind tension control, roll hardness and winding quality, edge condition, moisture and conditioning history, the converting process — slitting, printing, coating, laminating, sheeting, or rewinding — operator setup, maintenance condition, and finished product tolerance.
Price is not unimportant. But price should be evaluated together with yield, downtime risk, achievable speed, and complaint exposure. A converter that switches to a lower-cost parent roll matching the headline grade and GSM, but then has to slow the line and reject more output, has not saved money — a reality explored further in ‘Quality specs vs price: how basis weight, burst, and Cobb shape real cost.’ Total converting impact matters — not only price per ton.
A robust RFQ defines mechanical tolerances of the converting line, rather than just material grade descriptions. Our guide to kraft paper RFQ structure helps procurement make supplier quotes more comparable before trial approval.
Machine Compatibility: Why One Line Accepts a Roll and Another Rejects It
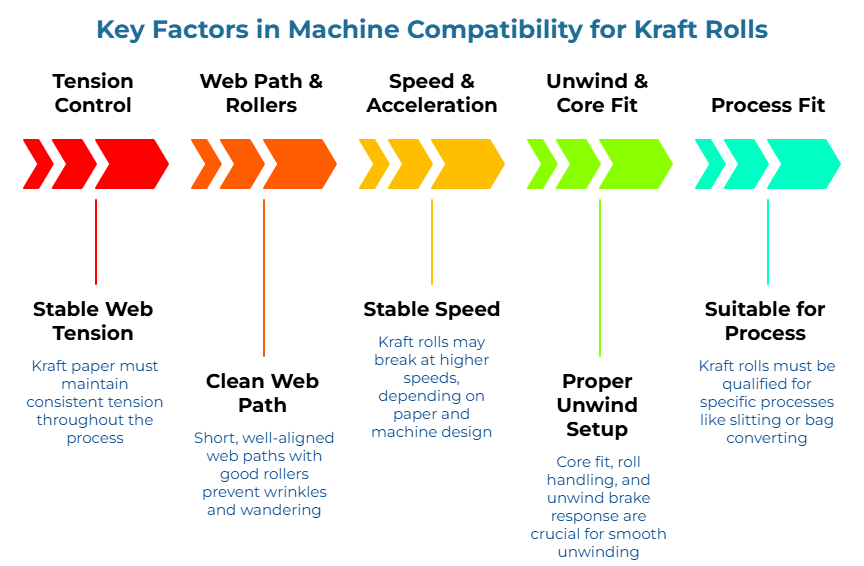
Machine-specific differences in tension control, web path, speed capability, and unwind setup explain why the same roll can behave differently across lines. This is the core diagnostic question, and it breaks into factors worth comparing line by line.
- Tension range and control. Kraft paper must stay stable through unwind, draw zones, process sections, and rewind. A roll that tolerates one line’s tension profile may become unstable on another’s brake response, dancer system, or load-cell control. Check whether breaks occur during acceleration, deceleration, splice, diameter changes, or steady-state running. Compare actual tension settings across machines. Industry organizations, such as AIMCAL or the Web Handling Research Center (WHRC) typically provide education on web handling, tension, nips, guiding, and troubleshooting — a resource for building shared vocabulary between production and suppliers.
- Web path, roller condition, and alignment. A parent roll may run cleanly on a short web path with modern guiding but wrinkle or wander on a line with longer unsupported spans, worn rollers, poor guiding, or sharp turns. A more forgiving machine may mask roll sensitivity that a more demanding line exposes within minutes. If one machine has been maintained recently and another has not, the paper is not the first variable to investigate.
- Speed and acceleration. A kraft parent roll may run acceptably on a slower line but break on a higher-speed slitter-rewinder. No universal threshold exists — the limit depends on paper, roll width, machine design, and tension system. Compare target speed versus stable speed. Record speed at every break.
- Unwind, core fit, and roll handling. Core condition, chuck fit, out-of-round rolls, roll eccentricity, unwind brake response, splice preparation, forklift clamp marks, and storage on uneven floors can create problems that appear as “paper issues” at the unwind stand. Before a line blames the supplier, it should complete a machine-readiness check, reel and core fit checklist.
- Process fit. A kraft roll suitable for simple rewinding may not tolerate high-speed slitting, printing registration, coating, laminating, sheeting, or bag converting. Qualification for one process does not extend to a more demanding one.
For machine-specific parameters, consult your OEM documentation. Maxcess maintains technical resources for web-handling systems supporting reel and core fit and tension setup.
Parent Roll Factors That Affect Performance Before the Roll Reaches the Machine
Some runnability problems begin in the warehouse. Establishing incoming roll inspection and storage controls catches these before they reach the line.
- Roll build. Uneven winding, hardness variation, telescoping, and starring show up as tension instability, wrinkles, or breaks — defects a structured pre-converting release check can catch before the roll reaches the line. The TAPPI Press troubleshooting guide for roll and web defects provides shared terminology that helps production and suppliers describe the same problem consistently.
- Edge quality. Edge cracks, crushed edges, nicks, or handling damage initiate breaks, especially on high-speed lines.
- Moisture and conditioning. Rolls from the same lot can perform differently after storage in different plant areas — one near an open dock, another in a controlled space. That storage scenario is easy to miss. Two rolls arrive together; one sits near a door or in a poorly protected area, while the other stays wrapped and conditioned in a more stable location. When both rolls reach the machine, the labels still match, but their converting behavior may not. TAPPI T 402 and ISO 187 define standard conditioning atmospheres. For practical guidance, see ‘Storage & conditioning for kraft reels’ and ‘Moisture windows for kraft paper converting.’
- Caliper, grammage, and tensile variation. Inconsistency affects tension behavior, winding, slitting, and finished-product quality. TAPPI T 494 and ISO 1924-2 cover tensile properties relevant to web breaks. Lab results narrow the diagnosis, but runnability must be validated on the actual line.
Test data narrows the diagnosis. The machine confirms the fit.
How to Diagnose Whether the Problem Is the Roll, the Machine, or the Process
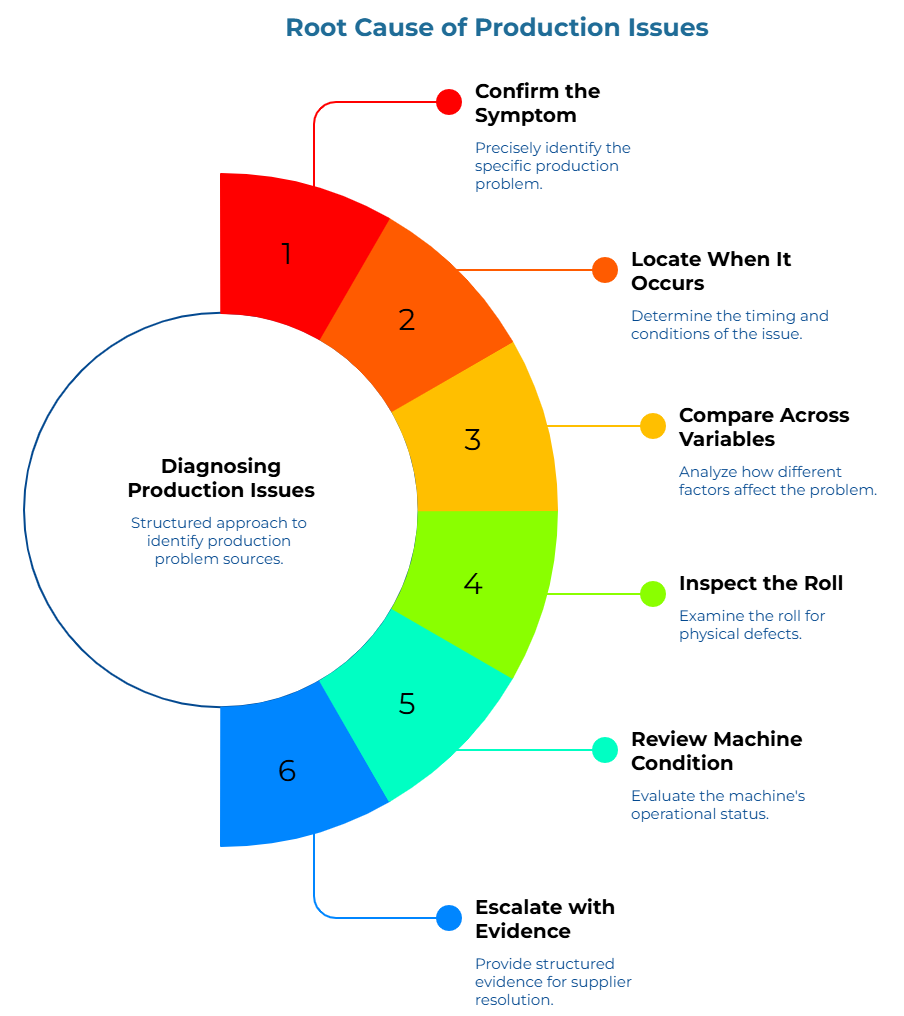
A structured sequence replaces guesswork — and a structured record turns a vague supplier dispute into a useful investigation.
- Confirm the symptom. Breaks, wrinkles, tracking issues, dusting, curl, poor winding, registration problems, or finished-product rejection — name it precisely.
- Locate when it occurs. At roll start, near the core, during acceleration, at splice, at a specific diameter, at the slitter, after storage, or only on one machine.
- Compare across variables. Same supplier on different machines. Same machine with different lots. Same lot on different shifts. Same roll at lower speed versus target speed. Same roll after conditioning. One machine’s poor result is a signal, not proof — a resilient machine configuration may conceal substrate deficiencies that a high-speed line amplifies.
- Inspect the roll. Edge damage, core damage, telescoping, out-of-round appearance, wrinkles, crushed areas, hardness variation.
- Review machine condition. Roller alignment, tension calibration, web guide function, brake and clutch behavior, knife condition, nip settings, operator setup differences.
- Escalate with evidence. Send the supplier the roll lot, machine identification, failure location, photos, retained samples, tension and speed settings, and production data — structured using the evidence standards described in testing protocols for verifying kraft paper quality upon arrival. “The roll is bad” invites dismissal — structured evidence invites resolution. See COAs, Samples, and Incoming Inspection for Packaging Converter QA.
Practical example: if breaks happen mainly near one edge and only on the faster slitter-rewinder, start with edge condition, slitting tension, web guiding, knife sharpness, and line speed — not the kraft grade name.
Troubleshooting around moving webs, rollers, nips, and unwind sections must follow site safety procedures. OSHA 1910.212 addresses hazards including ingoing nip points, rotating parts, and points of operation.
A Practical Troubleshooting Matrix
Use this matrix as a diagnostic aid, not as a definitive root-cause table. It keeps the investigation from starting in the wrong place.
| Symptom | Possible Roll-Related Causes | Possible Machine or Process Causes | What to Check First |
| Frequent web breaks | Edge cracks, roll damage, moisture variation, inconsistent tensile properties | Excess tension, poor acceleration control, sharp web path, worn rollers | Break location, edge condition, tension record, roll lot |
| Wrinkles or baggy web | Uneven roll build, moisture imbalance, caliper variation | Roller misalignment, long web spans, poor guiding, nip settings | Whether the issue repeats on the same machine and same roll area |
| Tracking issues | Telescoping, uneven winding, damaged core | Web guide setup, roller alignment, unwind chucking | Roll mounting, core condition, guide response |
| Slitting defects | Edge damage, caliper variation, dusting tendency | Knife condition, slit tension, dull blades, speed | Knife inspection, trim waste, edge samples |
| Good on one machine, poor on another | Narrow operating window, roll build sensitivity | Different tension control, speed, web path, maintenance state | Actual settings and machine capability |
Common Mistakes That Keep the Problem Unsolved
The first mistake is assuming the paper is bad because one machine struggles. One line’s poor result is a signal, not proof. Compare across lots, lines, shifts, settings, and storage conditions before drawing conclusions.
The second is assuming the machine is bad because another line runs the roll. A forgiving line can hide roll sensitivity. A demanding line can expose edge weakness, roll-build variation, or tension intolerance that was always present.
The third is buying only by grade, GSM, and price. Those fields matter, but they do not define runnability — a distinction the kraft paper property–application match matrix makes actionable by mapping mechanical properties to specific end-use requirements. Buyers should evaluate total converting impact — yield, downtime risk, speed capability, and complaint risk. Our guidance on specification clarity versus price can help procurement teams avoid quote comparisons that ignore operational cost.
The fourth is treating every roll complaint as a supplier claim. Some issues are supplier-related. Others come from handling, storage, setup, maintenance, or process-window mismatch. The best supplier conversations are evidence-based, not blame-based.
What Buyers Should Add to Parent Roll Purchasing Criteria
A parent roll specification should answer one operational question: ‘Will this roll run on our process?’ — not only, ‘Does this roll match the grade description?’
Beyond grade, GSM, width, and price — fields that any spec sheet for packaging paper converters should already contain — also specify: intended converting process, target and maximum machine speed, operating tension range, roll width, diameter, and core requirements, splice requirements, edge quality expectations, roll build and winding expectations, packaging and transit protection, storage and conditioning recommendations, paper test properties with named test methods, lot traceability, a complaint documentation process supported by an evidence chain, trial-roll protocol before full-volume adoption, and performance acceptance criteria based on production data. For guidance on structuring specifications, see specification clarity beats price and vendor data to request before you lock specifications.
Parent Roll Trial Checklist for Converters
- Which line will trial the roll?
- What speed will be used?
- What tension settings will be recorded?
- What product will be converted?
- What is the acceptable break rate? (e.g., <2% per 10 rolls)
- What waste will be measured? (e.g., linear meters or percentage of roll weight)
- How many rolls or lots are needed for a fair trial?
- Who signs off — production, QA, procurement, and supplier technical service?
Always compare the new roll against a known material under comparable conditions, following a documented supplier trial protocol that defines baseline data, acceptance criteria, and team-wide review. Without a control, results may reflect machine condition, operator setup, or humidity rather than the paper. Mark numeric thresholds as company-specific.
How Production, Procurement, QA, and Suppliers Should Work Together
The recurring frustration — supplier says “within spec,” production says “not runnable” — usually means both teams measure different things. Closing that gap requires a shared process documented as an internal SOP.
Procurement should not buy only from the invoice and spec sheet. Production should document issues consistently — roll lot, machine, speed, tension, failure mode, timing, photos. QA should connect lab properties with line observations. Maintenance should verify machine condition before attributing problems to the paper. Suppliers should provide technical data, handling guidance, lot traceability, and support for structured line trials.
Practical workflow: define the product and machine, define the operating window, trial the roll under real conditions, record converting metrics, compare against current material, and approve, reject, or qualify the roll for specific machines only — a sequence that mirrors the kraft paper supplier onboarding checklist from PQQ to first trial order. A roll approved for Line A may be restricted from Line B — that is precision, not a process failure. See aligning procurement & quality: a checklist to approve a new kraft paper supplier.
To source or compare kraft paper mother rolls, connect with verified brown paper suppliers and kraft paper factories through PaperIndex — direct access to a verified global supplier directory.
Frequently Asked Questions
Why does the same kraft paper parent roll run well on one machine but poorly on another?
Each machine has its own tension control, web path, speed range, roller condition, and unwind setup. A roll that fits one machine’s operating window may be unstable on another.
Does poor converting performance mean the grade is wrong?
Not necessarily. The grade may be suitable overall but poorly matched to a specific line, speed, storage condition, or tension setup. Handling damage or roll-build issues may also contribute.
What parent roll properties should buyers consider beyond price and grade?
Roll build, edge quality, core condition, moisture requirements, caliper and grammage consistency, tensile properties, roll protection, and suitability for the intended line and finished product.
How can production teams demonstrate whether a roll issue is material-related?
Document the roll lot, machine, speed, tension settings, failure location, timing, visible defects, photos, retained samples, and whether the issue repeats across machines or rolls.
Should a converter approve a parent roll for all machines after one successful trial?
Not automatically. Approve for a specific machine, speed, and process first. Broader approval should follow trials on the more demanding lines.
What is the difference between meeting specifications and running well?
Meeting specification means the paper satisfies defined measurable criteria in a laboratory — criteria that should reference named TAPPI and ISO test methods to be enforceable. Running well means it performs reliably under actual converting conditions — with acceptable speed, waste, downtime, and output quality.
Better Runnability Starts Before the Roll Is Bought
Operational success is dictated by the mechanical synergy between the substrate and the specific tension, speed, and alignment parameters of the individual line.
That changes the buying conversation. The strongest parent roll specification does not stop at grade and GSM. It defines the operating window the paper must survive. It asks for evidence the supplier can support. It gives production a trial method, QA a test context, maintenance a machine checklist, and procurement a more realistic cost comparison.
A roll that runs well is not just a roll that matches the order. It is a roll that matches the line.
Disclaimer:
This article is published for educational purposes only. The information here does not constitute professional engineering, safety, or procurement advice. Consult qualified professionals, equipment OEM documentation, and applicable standards for decisions specific to your operations.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.