
📌 Key Takeaways
Buying kraft paper by name instead of specification leads to waste, web breaks, and costly surprises on the converting line.
- Start from the Finished Product: Define what the wrap must do — gift, ecommerce, industrial, food-safe, or printed — before picking a grade, because each use needs different paper properties.
- GSM Alone Tells Half the Story: Caliper, tensile strength, tear resistance, surface smoothness, and moisture content all shape how paper runs on machines and feels in customers’ hands.
- Roll Quality Drives Hidden Costs: Poor winding, damaged edges, crushed cores, and unmarked splices can waste an entire production run even when the paper itself tests fine on a data sheet.
- Match Paper to the Press: Printed wrap grades need confirmed ink type, surface smoothness, drying behavior, and a print trial on the actual paper — not just a specification sheet approval.
- Request Proof, Not Promises: Ask suppliers for test certificates, food-contact declarations, chain-of-custody documents, and trial rolls before committing to bulk orders.
Specify the application first, then build the RFQ — never the other way around.
Wrapping paper converters and procurement teams sourcing kraft parent rolls will gain a clearer path from vague purchase requests to precise supplier conversations, preparing them for the detailed overview that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
“We need kraft paper.”
That request lands on supplier desks every week — and it tells them almost nothing. Wrapping paper conversion is not one application. A kraft roll headed for printed retail gift wrap needs different properties than one destined for ecommerce parcel wrapping, industrial protection, or food-adjacent bakery tissue. When buyers order by category instead of specification, the problems show up later: web breaks, cracking at folds, inconsistent print laydown, poor winding, or rolls that look fine on the data sheet but generate costly waste at the slitter.
Procuring based solely on the lowest initial price often triggers a ‘cascade of hidden costs.’ Technical failures—ranging from slitter-induced waste to downstream print rejection—rapidly erode any perceived margin gained at the point of purchase. This guide works backward from the finished wrapping application to the parent roll specification, helping buyers turn a vague purchase request into a precise RFQ and a more productive supplier conversation.
Why “Kraft Paper” Is Too Broad as a Buying Specification
“Kraft paper” describes a family of papers, not a finished specification. Differences in fiber composition, surface treatment, sizing chemistry, calendering, shade, and formation all affect how the paper converts and how the finished wrap performs.
A complete buying specification should address grammage, caliper, strength properties (tensile and tear), surface finish, shade, moisture content, sizing or absorbency, printability requirements, roll dimensions, winding quality, tolerances, and compliance or certification needs.
Recognized test methods exist for the measurable properties. ISO 536 covers grammage determination. ISO 1924-2 addresses tensile properties using a constant-rate-of-elongation method. ISO 535 specifies the Cobb method for water absorptiveness. The ISO 8791 series covers roughness and smoothness testing, including Bendtsen and Print-surf methods. For North American suppliers, TAPPI test methods provide equivalent or complementary procedures across the pulp, paper, packaging, and converting industries. ASTM paper and packaging standards evaluate the physical, mechanical, and chemical properties of pulp, paper, and paperboard materials, and may also appear on data sheets and certificates of analysis. This is the language a supplier’s lab already speaks — and they should be the language on an RFQ.
A good purchase request should never say only: “Brown kraft, 60 GSM.” It should define what the paper must do during conversion and in the customer’s hands.
Start with the End-Use Application
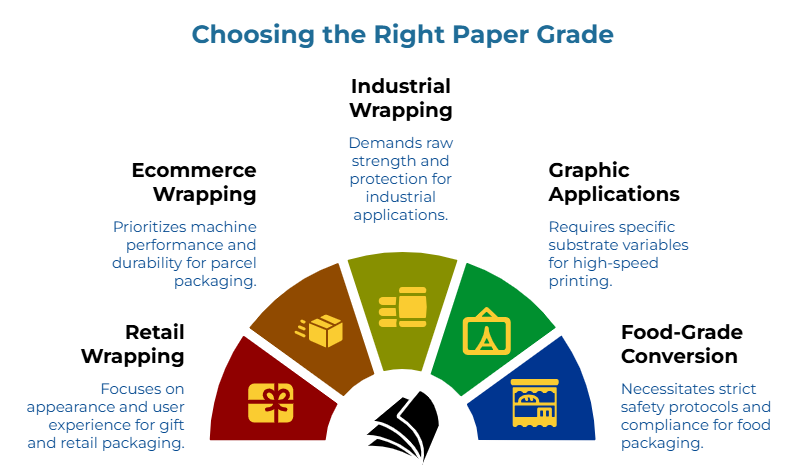
Before choosing a grade, define the wrap’s job. Five common wrapping applications demand five different priority sets.
- Retail or gift wrapping puts appearance and user experience first. Buyers should check shade consistency, overall visual appearance, surface feel, foldability, crease behavior, roll cleanliness, stiffness versus softness balance, print quality for branded or decorative designs, and the paper’s ability to wrap neatly around corners without cracking. A roll can run through the machine and still disappoint if the converted wrap feels too harsh, looks uneven, or cracks at corners.
- Ecommerce or parcel wrapping prioritizes machine performance and durability over aesthetics. The key checks here are tear resistance, runnability on the converting or wrapping machine, roll consistency, stiffness for handling, compatibility with tape, labels, or adhesives, and resistance to scuffing during transit and handling. A premium surface may matter less than stable wrapping behavior and low waste.
- Industrial or protective wrapping demands raw strength. Tensile and tear resistance, puncture or burst-related performance, abrasion tolerance, and moisture exposure risk all take priority. Buyers should also clarify whether the paper serves as interleaving, bundling, surface protection, or outer wrap — each use stresses the sheet differently. One industrial wrap may need stiffness; another may need conformability.
- Graphic-heavy applications introduce specific substrate variables. Converters must audit for ink absorption rates, surface porosity, and dimensional stability to prevent ‘cockling’ or registration drift during high-speed runs.
- Food-grade conversion necessitates strict adherence to regional safety protocols. Beyond the ‘natural’ aesthetic, buyers must verify that both the base sheet and any functional barriers comply with 21 CFR Part 176 (US) or EC No 1935/2004 (EU) to ensure chemical migration remains within legal limits. Bakery wrap is a good example: if the paper may touch food directly, a “natural kraft look” is not enough. The buyer should request supplier declarations, applicable food-contact documentation, and confirmation that any inks or coatings also suit the intended use. Verify supplier declarations and testing documentation for the target market.
A converter making rustic gift wrap may prioritize feel, foldability, shade, and print appearance. A converter making ecommerce wrap may prioritize runnability, roll quality, strength, and cost per usable square meter. Both may order “kraft paper,” but they are not buying the same grade.
Technical Property Mapping for Converters
While grammage (GSM) is the standard commercial benchmark, it is a poor predictor of machine runnability. Each measurable property controls something specific on the converting line — and each comes with a question buyers should ask the supplier.
| Property | Why It Matters | What to Ask the Supplier |
| GSM / grammage | Affects weight, yield, stiffness, hand feel, and cost per area | What is the target GSM, tolerance, and test method (e.g., ISO 536)? |
| Caliper / thickness | Affects bulk, folding behavior, stiffness, and roll length. Two papers at identical GSM but different calipers convert differently. | What caliper range and tolerance is controlled? |
| Tensile strength | Predicts web breaks and wrapping durability. Machine Direction (MD) and Cross Direction (CD) values can differ significantly—both matter. | Are MD/CD tensile values available? Which test method is used? |
| Tear resistance | Critical wherever wrap is pulled, folded, or handled roughly | Are MD/CD tear values reported? |
| Surface roughness / smoothness | Directly affects print quality, tactile feel, and ink behavior | Is the surface suitable for the intended printing process? |
| Cobb value (water absorptiveness) | Relevant wherever water-based inks, humidity, or wet conditions enter the picture | Is Cobb data available, and is it relevant to this use case? |
| Moisture content | Influences curl, dimensional stability, and runnability | What moisture range is controlled at dispatch? |
| Shade and color consistency | Matters for retail and branded wrap — surprises here are expensive after a long print run | What shade tolerance or visual approval process applies? |
| Roll quality | Winding, splice count, core condition, edge quality, and diameter tolerances don’t appear on most data sheets, but they determine whether technically acceptable paper still creates production waste | What are the winding, splice, core, edge, and diameter tolerances? |
Standards should match the market and customer requirements. ISO, TAPPI, and ASTM methods may all appear in supplier documents. The buyer’s job is not to request every possible test — it is to request the tests that matter for the application.
The right numerical targets depend on the application, the machine, and the customer’s expectations. Claims about grammage, tensile, Cobb, roughness, and other measurable properties should be verified through supplier data sheets, certificates of analysis, or recognized test methods — not taken at face value. Buyers who want a structured approach to requesting and reading these documents can refer to how to interpret lab test reports for kraft paper for a procurement-friendly walkthrough.
Foldability, Surface Feel, and Appearance
The end-user’s tactile experience determines the commercial success of wrapping paper. It should fold cleanly, hold its shape, avoid excessive cracking at creases, and feel appropriate for the product’s market positioning.
Evaluate soft-versus-stiff feel, fold memory, cracking on sharp folds, surface roughness, shade and visual consistency, odor (especially for retail or food-adjacent products), and dust or lint that could affect print quality or customer perception.
A premium retail wrap can pass every production metric and still fail commercially because the end customer judges it by touch, fold, and appearance. The lesson: evaluate the finished converted product, not only the parent roll.
Manual gift wrap and machine wrap are not the same problem. A paper that feels pleasant for hand wrapping may not tolerate high web tension, splices, roll hardness variation, or fast rewinding. The grade must suit both the end user and the converting route.
Printability Checks for Printed Wrap Grades
For printed wrapping paper, the kraft paper grade and the printing process must be aligned before the first parent roll ships.
Buyers should confirm the printing method (flexo, offset, gravure, screen, digital, or another process) and ink type (water-based, solvent-based, UV, or other). Check surface smoothness, ink absorption and holdout, shade impact on color reproduction, linting and dusting risk, drying behavior, registration stability, and any coating or sizing requirements. A natural kraft shade may support a rustic brand look, but it can also change how printed colors appear.
For a one-color branded retail wrap, do not stop at “natural kraft, 70 GSM. Ask whether the surface is suitable for the press, whether dusting is controlled, whether shade variation is acceptable, and whether fold quality remains acceptable after printing.
Printability requirements vary significantly by press, ink system, and substrate interaction. Confirming process-specific details with the printer, ink supplier, or press manufacturer — and running a print trial on the actual paper — remains the most reliable way to avoid surprises.
Parent Roll Quality: The Hidden Cost Driver
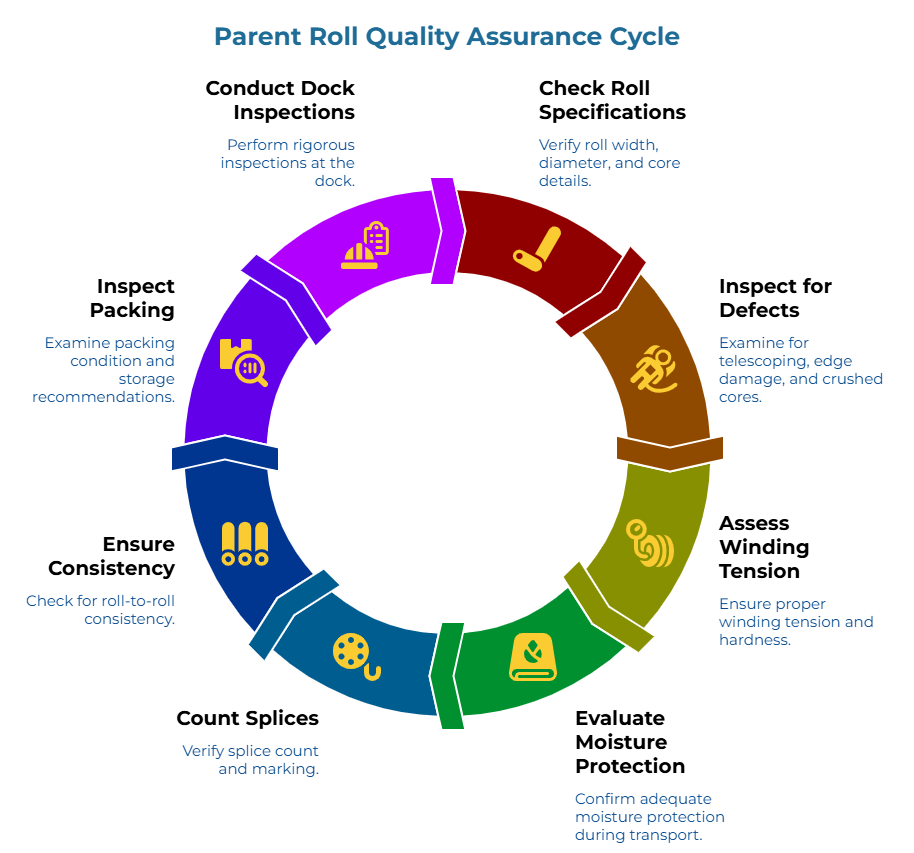
Roll quality issues can destroy a production run even when the paper itself meets every specification on the data sheet. This separates parent roll buying from generic paper selection.
Buyers should check roll width and tolerance, roll diameter, core ID and core strength, winding tension, roll hardness, telescoping (lateral shifting of layers), edge damage, crushed cores, moisture protection during transport, splice count and marking, roll-to-roll consistency, packing condition, and storage recommendations. These defects may not appear on a data sheet, but they cause waste during slitting, rewinding, printing, sheeting, or wrapping. Before bulk ordering, ask the supplier:
- How many splices are allowed per roll, and are they clearly marked?
- What are the width, diameter, and core tolerances?
- How is roll edge damage handled in claims?
- What packaging protects against moisture during shipping?
- Are trial rolls available from the same production lot or representative production conditions?
- What documentation accompanies each dispatch?
Rigorous “at-the-dock” inspections are vital for liability protection. Documenting roll integrity — specifically edge condition and core stability—prior to staging ensures that transit damage is not misidentified as a manufacturing defect.
Translating the Application into an RFQ
A structured RFQ removes guesswork. It should include: final product type (gift wrap, ecommerce wrap, industrial wrap, food-contact wrap, printed wrap), conversion process (slitting, rewinding, sheeting, printing, coating, lamination, wrapping line, or manual use), target GSM and tolerance, roll width and diameter, core ID, surface type (natural, bleached, MF, MG, glazed, coated, uncoated, or supplier-specific term), shade requirement, print process and ink type, strength expectations, moisture and absorbency needs, compliance and certification requirements, trial quantity, documentation required, and delivery and packaging specifications.
If the supplier offers alternatives, ask them to explain the trade-off: better foldability, better print surface, stronger runnability, lower cost per usable square meter, or improved documentation.
Where sustainability or chain-of-custody claims matter, they should be verified through certification documentation. FSC chain-of-custody certification verifies that forest-based materials are credibly tracked from sourcing through production. PEFC chain-of-custody certification applies to companies manufacturing, processing, or trading forest-based products. These claims require documentation, not assumptions — and avoiding greenwashing in kraft paper procurement requires verifying certificate scope against the specific grades and SKUs being ordered.
For broader sourcing work, buyers can compare brown paper jumbo roll sellers, review kraft paper makers, or submit an RFQ to receive quotes from verified suppliers. For a more detailed sourcing structure, industry platforms such as PaperIndex generally offer related Academy frameworks and guides on structuring a brown paper RFQ for converters.
Documents to Request Before Approval
A technical data sheet is useful, but it should not be the only proof. Ask for documents that match the application:
- Technical data sheet with key properties and test method references
- Certificate of analysis or conformity, where applicable
- Roll specification and tolerance sheet
- Food-contact declarations, if relevant
- Chain-of-custody certificates, if sustainability claims are made
- Trial-roll report or dispatch documentation
Treat certificates as proof to review, not decoration.
Testing and Trial Runs Before Bulk Purchase
Request a technical data sheet with recent test values — not just nominal grade descriptions. Buyers who want a structured pre-qualification framework can consult the kraft paper supplier onboarding checklist for the verification gates that connect documentation review to a controlled first trial order.
Check print trial results where relevant. Test folding and handling with finished product samples. Compare output after conditioning if humidity is a concern — paper behavior can shift between dispatch, warehouse storage, and conversion. Document waste rates, break frequency, visual defects, and operator comments. For printed wrap, separate the print trial from the folding and handling review. Approve a golden sample or reference roll before committing to repeat orders where possible, and use it for shade, feel, fold behavior, roll presentation, and acceptable variation.
A hand sheet sample shows color and feel, but it cannot prove roll runnability, winding quality, or lot-to-lot consistency. The roll trial is not optional.
Common Mistakes Buyers Should Avoid
Buying only by GSM. GSM does not fully describe strength, surface, folding behavior, printability, or roll quality.
Ignoring machine direction and cross direction. Strength and behavior differ by direction. Buyers should ask suppliers which MD and CD values are reported and how they relate to the conversion process.
Approving a hand sample but skipping a roll trial. Hand samples cannot reveal winding problems, splices, tension variation, or edge damage.
Using one kraft grade for every wrap product. Different applications require different trade-offs. Specific performance profiles—ranging from high-fidelity print surfaces for retail to high-burst strength for industrial parcels—require distinct pulp formulations and treatments.
Not defining the printing process. Printability depends on surface, ink, press, drying, and process conditions.
Forgetting compliance requirements. Food contact, sustainability claims, recycling claims, and customer-specific requirements all need documentation.
Failing to specify roll quality expectations. Technically acceptable paper in a poorly wound roll still creates waste.
Final Buyer Checklist
Before signing off on a parent roll order, confirm:
- Final wrapping application and conversion process
- Target GSM with tolerance, and caliper or stiffness expectation
- Surface feel, appearance, and foldability requirements
- Strength and printability requirements
- Absorbency or sizing needs
- Roll width, diameter, core, winding quality, and splice policy
- Packaging and moisture protection
- Compliance and certification documents
- Trial procedure and approval criteria for repeat orders
The right kraft paper grade is the one that performs through the machine, suits the final wrapping application, and reduces the buyer’s real failure risk.
A stronger order starts before the purchase order. It starts with a sharper question: what must this wrapping paper do after the parent roll leaves the supplier?
Ready to sharpen the next order? Define the end-use application, then request grade recommendations, sample rolls, technical data sheets, or a trial order from the supplier — based on the specification, not the commodity name.
Frequently Asked Questions
What kraft paper grade is best for wrapping paper conversion?
There is no single best grade. The right choice depends on the final wrapping application, conversion process, print requirements, foldability expectations, strength needs, and roll quality requirements.
What GSM is suitable for kraft wrapping paper?
GSM should be selected alongside stiffness, foldability, strength, yield, and final product feel — not in isolation. Universal recommendations without supplier data or application benchmarks can be misleading.
Why does kraft paper crack or tear during wrapping?
Possible causes include unsuitable grade selection, excessive stiffness, low fold endurance, poor moisture balance, incorrect machine settings, or a mismatch between paper grain direction and folding stress. Confirm the cause through trial data and supplier review.
What is the difference between buying kraft paper sheets and parent rolls?
Parent rolls require additional checks: winding quality, splice count, roll diameter, core condition, edge damage, roll hardness, tension consistency, and machine runnability — all invisible in a sheet sample.
Is kraft paper suitable for food wrapping?
Only if the paper, additives, coatings, inks, and use conditions meet applicable food-contact requirements in the target market. Verify supplier declarations and regulations rather than assuming compliance.
What documents should a buyer request from the supplier?
A technical data sheet, certificate of analysis, test method references, chain-of-custody or sustainability certificates if claimed, food-contact declarations if relevant, roll specification and tolerance sheets, and clear winding and splice details.
Can one kraft grade work for every wrap product?
Only if performance requirements overlap across low-stress applications. However, specialized uses like food-contact or high-speed flexo printing typically necessitate bespoke specifications to avoid conversion failure.
How should buyers check printability?
Confirm the printing method, ink type, surface smoothness, ink holdout, drying behavior, shade consistency, linting risk, and registration stability. Then run a print trial on the actual paper.
Why does roll quality matter if the paper specification is acceptable?
Conversion depends on both the paper and the roll presentation. Poor winding, damaged edges, crushed cores, telescoping, or unmarked splices can create waste even when the paper itself meets basic requirements.
Disclaimer:
This article provides general educational guidance on kraft paper grade selection for wrapping paper conversion. Specific grade recommendations, test results, and compliance requirements should be confirmed with the paper supplier, testing laboratory, or relevant regulatory authority based on the specific application and market.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.