
📌 Key Takeaways
The right kraft paper grade is the one that works on your machines, survives shipping, and looks good when your customer opens it — not the cheapest option on the quote sheet.
- Start with the Mailer, Not the Paper: Define what the finished mailer must carry, survive, and look like before reviewing any supplier’s product list.
- Production Problems Point to Paper Properties: Cracking, tearing, and jamming on the line trace back to specific measurable properties like tear resistance, fold endurance, and moisture — not just “bad paper.”
- GSM Alone Misleads: Two papers at the same weight from different mills can behave very differently on the same machine, so always check tear, fold, stiffness, and surface properties alongside grammage.
- Bench Samples Hide Real Failures: A hand-folded sample can look perfect while the same paper cracks, jams, or lifts adhesive at production speed — test on actual equipment with filled mailers before committing volume.
- Compare Total Cost, Not Unit Price: A cheaper grade that causes extra stoppages, rejects, and complaints often costs more than a premium grade that runs clean shift after shift.
Specify it. Test it. Document it — then scale.
Converters and packaging procurement teams choosing kraft paper for mailer production will find a structured evaluation framework here, preparing them for the detailed grade-selection guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Paper passed the bench test.
The hand-folded sample looked sharp — clean creases, solid seams, crisp print. Then the production run started. Seventeen minutes in, the flap fold began cracking. Adhesive lifted at the gusset. The operator slowed the line, adjusted tension, and ran another 200 pieces before stopping entirely. The paper looked fine on the table. Why is it failing on the machine?
That gap between a promising sample and a reliable production run is where most kraft paper grade decisions fall apart. Procurement orders “kraft paper” by GSM and price. Production discovers — too late — that the grade can’t hold a fold at speed, won’t bond cleanly with the adhesive system, or scuffs badly enough to trigger customer complaints. The cost isn’t just wasted material. It’s downtime, rework, late shipments, and a brand impression that arrives damaged.
The real question is not “What kraft paper do you sell?” It’s “Which kraft paper grade will survive this mailer design, this converting process, these print requirements, this shipping environment, and this production volume?” That shift — from buying a commodity to specifying a performance material — separates converters who scale smoothly from those who repeat the same failures at higher volume.
Start with the Mailer’s Job, Not the Paper Grade
The right kraft paper depends entirely on what the finished mailer has to do. A flat document mailer protecting insurance paperwork faces different stresses from a gusseted ecommerce mailer carrying a glass candle through a parcel network. A padded mailer shipping fragile accessories needs different fold and cushioning behaviour than a rigid mailer built for books. An expandable mailer designed for soft goods like apparel has to accommodate variable fill height without losing seam integrity. Grade selection begins with the end use, not the supplier catalogue.
| Decision Area | What to Clarify |
| Contents | Weight, flexibility, sharp corners, abrasion risk, and product value |
| Structure | Flat, gusseted, padded, rigid, expandable, or laminated mailer |
| Process | Printing, slitting, folding, creasing, gluing, patching, sealing, or padding |
| Fulfillment | Manual packing, automated insertion, high-speed sortation, or parcel network handling |
| Appearance | Natural kraft look, premium surface, shade consistency, print quality, opacity, and scuff tolerance |
| Exposure | Warehouse storage, humidity, rain risk, compression, and delivery handling |
Map these requirements before reviewing any supplier’s product list. What will the mailer carry—flexible apparel, rigid electronics, sharp-cornered books, documents, soft goods, or abrasive hardware? Determine the static weight of the contents and account for dynamic load shifts during transit. Where are the highest stress points: the fold, the seal, the opening notch, or the gusset? Will the mailer be printed with heavy ink coverage, barcoded, or left unprinted? Will it be folded, creased, glued, coated, padded, or laminated during converting? Will it ship alone through a carrier network, or nest inside a secondary box?
The fulfillment method also shapes grade requirements. Manual packing at low speed is forgiving. Automated insertion, high-speed sortation, and carrier network handling introduce forces that expose paper weaknesses hidden during sample assembly.
Brand expectations matter here too. A direct-to-consumer skincare brand may need a clean, consistent surface and tight shade control across lots. An industrial parts shipper may prioritize tear strength and care less about surface texture. Some customers want a raw, natural kraft look to signal sustainability. Others want a refined, printed surface for premium unboxing. Neither requirement is wrong, but they lead to very different grades.
Environmental exposure deserves attention as well. Will the mailer sit in a humid warehouse before shipping? Will it travel through rain-prone regions or face temperature swings in transit? Storage conditions and warehouse handling between production and dispatch can shift moisture content enough to change fold behaviour and curl.
The practical checklist is short: contents (type, weight, shape, abrasion risk), stress points, converting steps, fulfillment method, shipping method, appearance standard after transit, environmental exposure, and any carrier or retailer packaging requirements. Every answer narrows the field. This first step prevents a common mistake: allowing procurement to define the grade by “kraft + GSM + price” while production needs answers about tear, curl, fold behaviour, adhesive hold, and machine runnability.
Translate Production Failures into Paper-Property Questions
Production teams don’t experience bad paper as a data-sheet shortfall. They experience it as tearing, cracking, jamming, wrinkling, adhesive failure, print defects, or poor registration. The connection between what goes wrong on the line and which paper property to question is the most practical diagnostic step in grade selection.
| Failure Seen | Paper-Property Questions to Ask |
| Tearing at opening, corner, or fold | What are the tear-resistance values in machine direction (MD) and cross direction (CD)? |
| Cracking on folds | What is the fold endurance, stiffness, caliper, and fibre composition? |
| Wrinkling or poor feeding | What are the moisture, curl, flatness, and coefficient-of-friction characteristics? |
| Adhesive failures | Is the surface energy and porosity compatible with the selected glue, tape, or sealing method? Has the surface been tested with the intended adhesive system? |
| Poor print, brand appearance, or registration issues | What are the smoothness, shade, opacity, surface cleanliness, and consistency? Is dimensional stability adequate for multi-colour registration? |
| Inconsistent runnability | How tight are the supplier’s tolerances across rolls and lots? What splice policy and storage conditions apply? |
When a kraft paper mother roll arrives at the converter, it carries a set of measurable properties. The failures above are symptoms. The property questions point toward root causes. A converter who can translate a production symptom into a specific property question is already halfway to a grade solution.
This diagnostic approach is more useful than blaming “weak paper.” A flap crack may involve stiffness, crease geometry, moisture balance, recycled or virgin furnish, line speed, adhesive setup, or a combination of these factors.
Test methods vary between suppliers and regions. TAPPI and ASTM both publish paper and packaging standards. For a practical guide to specifying the right methods, see TAPPI/ISO in plain English: which test methods to require in your kraft paper RFQ (and why). ASTM’s paper and packaging standards cover evaluation of physical, mechanical, and chemical properties of paper and packaging materials, including tensile strength and tear resistance. Asking the supplier which test methods back the data sheet is a basic but often skipped step.
Tear Resistance: Why Mailer Strength Is Not Just About Thickness
Tear resistance and fold behaviour deserve close attention because they govern the two moments where mailers most often fail: during converting and during customer use.
GSM or basis weight alone does not tell the whole story. A heavier sheet can still tear easily if the fibre orientation is poorly matched to the mailer’s stress points, or if tear propagation runs along a die-cut notch or perforation. Understanding the difference between initial puncture, tear initiation, and tear propagation matters here. Initial puncture is the force needed to create a hole — relevant for contents with sharp corners. Tear initiation is the force required to start a tear at an edge or notch. Tear propagation is how easily that tear continues once started. A mailer may resist puncture well but propagate a tear rapidly along a die-cut line if the fibre direction and tear resistance are poorly matched.
Machine direction (MD) and cross direction (CD) tear values often differ significantly. The direction that aligns with the mailer’s opening or fold line determines whether the tear is controlled or catastrophic. If an opening notch or flap fold places stress across the weaker direction, the data sheet may explain a failure that looks random on the line. ISO 1974 specifies the Elmendorf method for determining tearing resistance of paper, while TAPPI T 494 covers tensile properties including stretch and tensile energy absorption.
Conduct tear testing on the final mailer geometry—specifically stress-concentrating features like die-cut corners—rather than relying solely on flat-sheet Elmendorf values. A grade that tests well on an Elmendorf pendulum may still fail at a sharp die-cut corner where stress concentrates. Edges, seams, fold lines, and opening notches are where most real-world tear failures happen — not across the broad face of the sheet.
Higher tear resistance may be more important for some applications than a small reduction in material cost. A grade that costs slightly more per kilogram but prevents tear-related complaints, returns, and re-shipments often delivers a lower total cost per finished mailer. Verify tear performance through supplier data and finished-mailer trials, and avoid relying on universal tear-strength targets unless they have been validated for the specific mailer design, carrier, or retailer programme.
Fold Behaviour: The Grade Must Survive Converting and Customer Use
Mailers are folded, creased, closed, opened, compressed, and sometimes returned. Fold behaviour affects both production scrap and customer experience. A mailer that cracks at the flap fold on the line creates rejects. A mailer that cracks when the customer opens it creates brand damage.
Fold cracking, fibre lift at creases, delamination or surface break at crease lines, and spring-back at flap closures are all symptoms of a mismatch between the grade’s stiffness, caliper, and fibre flexibility. A grade that feels premium because it’s stiff may resist folding on the line, create excessive spring-back, or put extra stress on adhesive seams. The better choice is often a grade with enough stiffness for handling but enough flexibility for repeatable folding at operating speed. The permissible stiffness threshold varies by structure; flat mailers tolerate higher rigidity, whereas gusseted designs require greater fibre flexibility to maintain seam integrity across multiple fold lines.
Caliper and basis weight interact with fold behaviour in ways that aren’t always intuitive. A thicker sheet doesn’t always fold worse. A thin sheet doesn’t always fold better. The fibre composition, moisture content, and crease geometry together determine whether the fold is clean or ragged.
If the mailer contains recycled fibre content, fold performance should be verified through supplier data and finished-mailer trials rather than assumed. Recycled-content performance depends on furnish, processing, grade design, and supplier controls — making broad claims in either direction is unreliable. Test folds at operating line speed and actual crease geometry. A fold that works when hand-creased on a bench may fail when machine-creased at 80 metres per minute.
Understanding how Cobb value, printability, and adhesion interact helps connect mechanical fold performance to the mailer’s full converting and bonding profile.
Appearance and Brand Requirements: Brown Kraft Is Not One Look
Visual expectations affect grade choice more than many converters anticipate. Natural brown kraft ranges from light tan to deep chocolate depending on fibre source, pulping process, and surface treatment. Shade can vary between lots if tolerances aren’t specified. And natural brown is not the only option — bleached kraft, white-top kraft, and coated grades all serve different appearance targets.
Ask whether the customer expects a rustic kraft aesthetic or a clean, consistent premium surface. Some brands actively want the visual texture of unbleached kraft to signal an eco-conscious identity. Others need a smooth, uniform surface that holds fine print detail, QR codes, barcodes, or brand-specific colours — each demands different smoothness, ink holdout, and surface cleanliness characteristics. Surface cleanliness — freedom from visible specks, bark particles, or contaminants — is a distinct concern from smoothness or shade, and it matters more as print coverage increases. Barcode readability is a practical concern that needs verification after handling and transit, not just off the press.
Opacity matters if the contents shouldn’t be visible through the paper. And critically, evaluate appearance after transit, not just off the press. Scuffing, compression marks, crease whitening, and warping are common in parcel networks. A grade that looks flawless at the converting facility may disappoint the end customer after delivery. Brand teams often approve the look before shipment, but customers judge the package after handling, compression, and carrier sorting.
| Appearance Requirement | Grade-Selection Implication |
| Rustic kraft look | Shade variation may be acceptable within defined limits |
| Premium printed mailer | Surface smoothness, cleanliness, opacity, and ink holdout become more important |
| QR codes or barcodes | Print clarity and contrast need verification after handling |
| Heavy ink coverage | Surface consistency and rub resistance need practical checks |
| Concealed contents | Opacity should be part of the specification |
If making claims about recycled content, compostability, recyclability, or certification, those claims must be verified by supplier documentation and relevant local regulations. Unsubstantiated sustainability claims carry reputational and regulatory risk.
Machine Compatibility: The Grade Has to Run
A technically strong paper can still be a poor production choice if it doesn’t run well on the converter’s equipment. Line speed, web tension, feeding, sheet separation, curl, flatness, dust and lint generation, static, splicing and roll quality, slitting, die-cutting, creasing, folding, gluing, patching, and padding steps all interact with the paper’s physical properties.
Dust and lint deserve specific attention. Some grades generate more fibre dust during slitting and die-cutting than others, contaminating print heads, gumming adhesive applicators, and degrading finished appearance. Static buildup compounds the problem by attracting dust to the sheet surface and causing feeding and stacking issues. These aren’t exotic problems — they’re everyday line realities that determine whether a grade runs clean shift after shift.
Splicing and roll quality affect continuity. Poor splices cause web breaks. Inconsistent roll profiles cause tension variation. Rolls that telescope or have damaged edges create waste before converting even begins. These factors belong in the grade specification alongside tensile and tear numbers.
The production manager’s perspective matters here: a slightly cheaper grade that causes two extra stoppages per shift, generates higher rejects, or requires constant operator adjustment may cost more than a premium grade that runs clean. Converters scaling from sample batches to regular output often discover these issues only at higher speeds and longer runs, when roll-to-roll variation and moisture shifts become visible.
Questions for the production team before approving any grade: Where did the previous grade fail? Did failures appear immediately or after the machine warmed up? Were problems tied to roll changes, humidity shifts, line speed, or adhesive setup? Did the issue appear in one sheet direction? Was the issue visible in incoming material inspection? Answering these questions narrows the specification and prevents repeat failures.
What to Request from the Supplier Before Buying Volume
A supplier quote should be accompanied by a technical data sheet with property ranges — not just nominal values. Request the following where relevant:
| Field | Why It Matters |
| Basis weight and caliper | Starting point for comparison, with tolerances — not the full answer on its own |
| Tensile strength by direction (MD and CD) | Helps evaluate web handling, pulling stress, and includes stretch and extensibility |
| Tear resistance by direction (MD and CD) | Helps evaluate corners, notches, openings, and fold lines |
| Stiffness | Affects handling, feeding, fold behaviour, and spring-back |
| Moisture range | Influences curl, flatness, folding, and storage behaviour; conditioning and test conditions should be specified |
| Cobb value or water absorption | Relevant where moisture exposure, adhesive performance, or print quality are concerns |
| Surface smoothness or roughness | Affects print appearance, ink holdout, and adhesive contact |
| Porosity or air resistance | May matter for converting, sealing, or coating behaviour |
| Coefficient of friction | Important for feeding, stacking, and sheet separation |
| Brightness, shade, or colour tolerance | Essential for branded mailers with appearance consistency requirements |
| Recycled content, virgin fibre content, certifications, and chain-of-custody documentation | Required if making environmental claims |
| Roll width, diameter, core size, splice policy, packaging, and storage recommendations | Important for longer production runs and warehouse handling |
| Test methods used and the date or version of each method | Helps compare supplier data on a consistent basis, since method revisions can change reported values |
Ask which mailer applications the grade is commonly used for, what adhesive and sealing systems it has been tested with. Creating a structured mill spec sheet before approaching suppliers ensures comparable quotes and reduces the risk of mismatched expectations. A well-structured RFQ also helps ensure that responses are actionable rather than vague.
Scale-Up Testing: Don’t Approve a Grade from a Bench Sample Alone
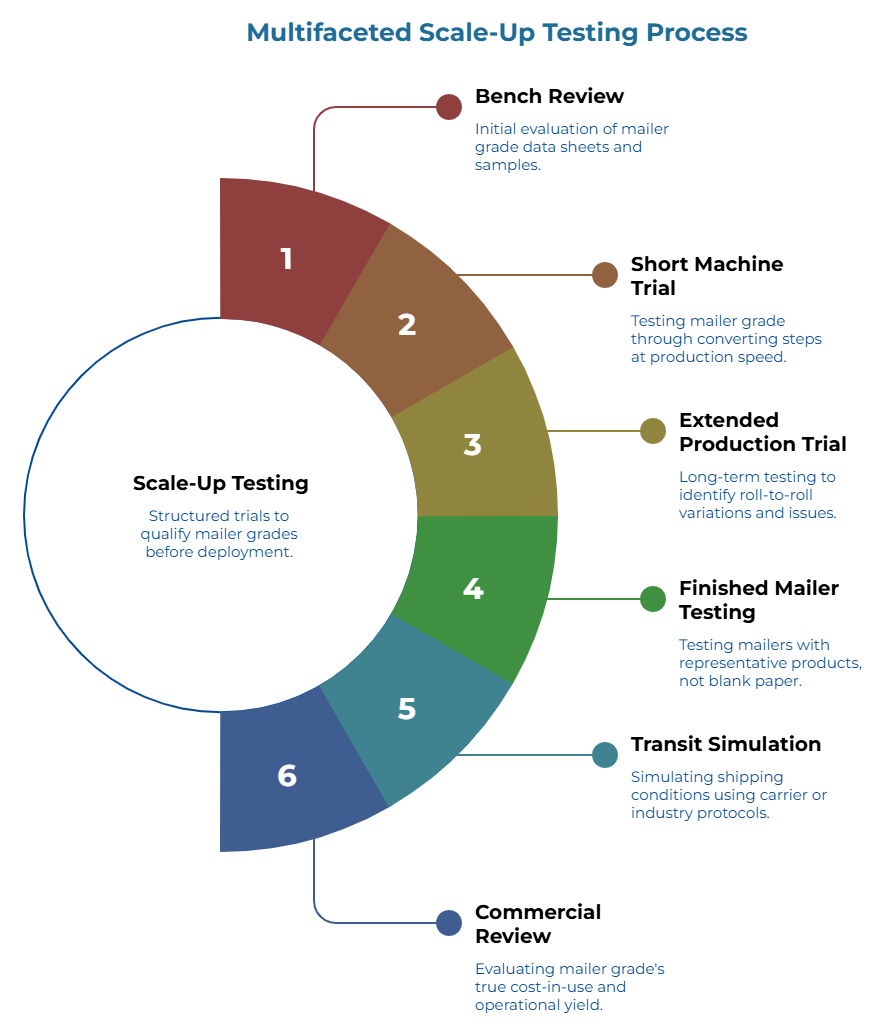
A structured trial sequence exposes hidden variables before full-scale deployment. Too often, lab data, line trials, customer use cases, and shipping validation are treated as disconnected activities. Integrating them into a single qualification sequence is the point.
Bench review — compare data sheets, evaluate appearance, hand-fold samples, and check print surface. This stage filters obviously unsuitable grades but cannot predict machine behaviour.
Short machine trial — run the grade through actual converting steps: printing, slitting, folding, gluing, sealing, and stacking. Observe how the paper behaves at production speed, not bench speed.
Extended production trial — run long enough to reveal roll-to-roll variation, web handling issues, adhesive stability, dust buildup, curl, and operator adjustments. Problems that don’t appear in the first 500 pieces may appear at 5,000. Storage and conditioning protocols between receipt and production deserve particular attention during extended trials.
Finished mailer testing — test with representative products, not blank paper. A mailer carrying a 400-gram glass jar behaves differently from an empty shell.
Transit simulation — use a relevant carrier or industry protocol. ISTA Procedure 3A is designed for individual packaged products shipped through parcel delivery systems, applicable to standard, small, flat, and elongated packages. Carrier-specific requirements from organisations such as the USPS Domestic Mail Manual, FedEx, UPS, or Amazon’s packaging certification programmes may also apply, depending on the shipping channel.
Commercial review — compare material cost against downtime, scrap, rework, customer complaints, and returns. Calculate the true cost-in-use; evaluate total operational yield rather than raw material price.
Build a Grade-Selection Scorecard
Comparing kraft paper grades across multiple dimensions requires a structured tool — not a gut feeling or a single metric. A scorecard organises the evaluation and makes trade-offs visible before the purchase order is signed.
| Category | What to Evaluate | Weighting Guidance |
| End-use protection | Tear, puncture, seam integrity, fold durability | High for ecommerce shipping |
| Convertibility | Feeding, folding, gluing, run speed, downtime | High for scaling production |
| Appearance | Shade, printability, scuffing, opacity | High for branded mailers |
| Supplier reliability | Lot consistency, lead time, technical support, documentation | High for repeat orders |
| Cost-in-use | Paper price, waste, rejects, complaints, returns | More useful than price per kg alone |
| Compliance and customer requirements | Carrier rules, retailer programmes, certifications | Must be verified by market and channel |
Weighting depends on the converter’s priorities. A startup packaging founder producing branded ecommerce mailers for the first time might weigh appearance and supplier reliability heavily because they lack production history and can’t absorb a bad first impression. A high-volume converter running three shifts might weight convertibility and cost-in-use above everything else.
The scorecard doesn’t produce a single “winner.” It produces a short list with documented trade-offs. That short list then moves into the scale-up trial process.
Common Mistakes That Derail Grade Selection
Certain errors appear repeatedly when converters select kraft paper grades for mailer manufacturing. Recognising these patterns before they happen is more efficient than diagnosing them after.
Treating “kraft paper” as a complete buying specification. Kraft describes a broad material family — not a finished mailer requirement. A purchase order that says “80 GSM kraft paper” without specifying tear, fold, moisture, appearance, and converting properties is a specification gap waiting to become a production problem.
Choosing by GSM alone. Grammage matters, but it does not fully predict tear propagation, fold behaviour, runnability, print quality, or seam performance. The property–application match matrix maps property bands beyond GSM to specific applications. Two papers at 80 GSM from different mills can behave very differently on the same machine.
Testing flat paper instead of finished mailers. A flat sheet test is useful for screening. But the finished mailer introduces folds, seams, adhesive areas, stress concentrations, and handling forces that flat testing can’t replicate.
Ignoring machine direction and cross direction. The direction of strength properties affects how the mailer tears, folds, and runs. A grade with strong MD tensile but weak CD tear may fail at a fold line that runs in the cross direction. The fix is often as simple as confirming grain direction alignment with the mailer layout.
Letting procurement approve a grade without production input. Procurement optimises for price and availability. Production needs machine compatibility. Both perspectives are necessary — a shared checklist for aligning procurement and quality can bridge that gap. A grade approved by procurement without a production trial is a gamble.
Assuming recycled content automatically performs the same as virgin fibre. Given the inherent variability of secondary fibres, empirical validation of mechanical properties is mandatory.
Forgetting appearance after transit. Brand teams may approve the look before shipment, but customers judge the package after handling, compression, scuffing, and delivery. Evaluate appearance at the point of unboxing, not at the point of production.
Not documenting the approved grade. Once a grade works, document property ranges, supplier specifications, approved alternates, test results, storage requirements, and sign-off criteria. That documentation becomes the reference for reorders, alternate sourcing, and evaluating future grade changes.
Questions to Ask Before Final Approval
Before locking in a grade for production volumes, run through two question sets.
For the supplier: Which mailer applications is this grade commonly used for? What are the MD and CD values for tensile and tear performance? What tolerances apply to basis weight, caliper, moisture, and shade? Which test methods are used, and what versions apply? How does the grade behave in folding and creasing at speed? Is it suitable for the intended print process? What adhesive or sealing systems has it been tested with? Are there known issues at higher line speeds? What storage conditions are recommended? What documentation supports any recycled content, certification, or environmental claims?
For production: What line speed must the grade support? Where are the expected high-stress points in the mailer? What scrap level is acceptable? What will operators need to adjust when switching to this grade? How many rolls or lots should be tested before approval? Who signs off — production, quality, procurement, and the customer?
Once a grade is approved, document the property ranges, supplier specifications, approved alternates, test results, and storage requirements. That documentation becomes the baseline for reorders and the reference point for evaluating future grade changes.
For sourcing research, PaperIndex lists kraft paper jumbo rolls, brown paper parent roll sellers, and kraft papermaking factories. Buyers preparing a technical inquiry can also use PaperIndex to submit an RFQ with the required grade, test, and application details.
Scenarios That Illustrate the Stakes
The sample passed, but production failed. A converter approves a kraft paper after hand-folding samples. During regular output, the paper starts cracking at the flap fold and causing adhesive lift. The issue isn’t simply “weak paper.” Stiffness, fold endurance, moisture, crease geometry, adhesive setup, and line speed all contributed. The lesson: test finished mailer geometry under real converting conditions before committing volume.
The cheaper grade increases the total cost. A lower-cost grade reduces paper spend but increases stoppages, rejects, and inspection time. The production manager sees the true cost in downtime and scrap. The lesson: compare grades on cost-in-use, not unit price alone.
Strong paper creates a poor appearance. A grade has acceptable strength but inconsistent shade and surface texture. The mailer protects the product but disappoints a brand customer using printed ecommerce packaging. The lesson: appearance requirements belong in the grade specification from the start, not as a late-stage preference.
Carrier or retailer requirements change the decision. A mailer intended to ship through parcel networks may need testing or packaging validation beyond internal production checks. The specific standard depends on market, carrier, retailer, product type, and distribution channel. The lesson: verify relevant carrier, retailer, and transit-test requirements before scaling.
Choose the Grade That Reduces Total Failure Risk
The kraft paper sample that cracked at the flap fold in the opening scenario didn’t fail because it was weak. It failed because stiffness, fold endurance, moisture, crease geometry, and line speed weren’t evaluated together before the order was placed. Grade selection for mailer manufacturing isn’t about finding the strongest or cheapest kraft paper. It’s about matching the paper to the converted mailer, the equipment, the fulfillment environment, and the customer’s hands.
The right grade is the one that runs consistently, converts cleanly, ships without damage, and arrives looking the way the brand intended. Specify it. Test it. Document it.
Frequently Asked Questions
What is the best kraft paper grade for manufacturing mailers?
There is no universal best grade. The right choice depends on mailer design, contents, converting process, appearance requirements, sealing method, and shipping environment. A flat document mailer, a padded ecommerce mailer, and a gusseted apparel mailer each require different grade priorities.
Is higher GSM always better for paper mailers?
Not necessarily. Higher GSM can improve stiffness or perceived strength, but it can also create folding difficulties, spring-back, runnability issues, or increased cost. Tear resistance, tensile properties, fold behaviour, caliper, moisture, and machine compatibility should all be evaluated alongside grammage.
What paper properties matter most for mailer production?
The most relevant properties typically include tear resistance, tensile strength, stretch, fold behaviour, stiffness, caliper, moisture, curl, surface quality, printability, adhesive compatibility, and consistency across rolls or lots. The priority among these depends on the specific mailer design and converting process.
Why does kraft paper tear during mailer converting?
Tearing can result from fibre orientation misalignment, low tear resistance in the critical direction, sharp die-cut features, excessive web tension, moisture imbalance, dull tooling, or line-speed settings. A root-cause review — rather than blaming paper strength alone — typically identifies the real issue.
What should converters ask a supplier before buying kraft paper for mailers?
Request technical data sheets with MD/CD values, property tolerances, test methods and their versions, application guidance, roll-quality standards, storage recommendations, print and adhesive compatibility information, and documentation for any environmental or certification claims. A well-structured RFQ helps ensure comparable, actionable responses.
How should a converter test kraft paper before scaling production?
Start with data-sheet review and bench checks, then run a short machine trial, followed by a longer production trial using the actual mailer structure. Test filled mailers under representative handling, storage, and shipping conditions. The full sequence — bench, machine trial, extended run, filled-mailer test, transit simulation, commercial review — should be treated as an integrated qualification process.
Does recycled kraft paper work for mailer manufacturing?
It can, depending on the grade and application. Performance depends on furnish, processing, grade design, and supplier controls. Verify through supplier data, finished-mailer trials, and any required customer or carrier testing rather than making assumptions about recycled content in either direction.
What is more important: tear resistance or fold endurance?
It depends on the mailer design. Tear resistance matters where the mailer may rip during handling or opening. Fold behaviour matters where repeated bending, flap closure, creasing, or gusset formation creates stress. Many mailers need a balanced grade rather than one that maximises only a single property.
Disclaimer:
This content is for informational and educational purposes only. Specific kraft paper grade performance depends on supplier formulation, converting equipment, mailer design, and end-use conditions. Verify all technical claims, test results, and certification documentation with your supplier and through your own production trials before making purchasing decisions.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.