
📌 Key Takeaways
A three-minute inspection at the loading dock stops most food paper failures before they reach storage.
- Check Condition Before Signing: Verifying moisture, damage, and contamination while the driver waits protects your claim rights and prevents hidden failures.
- Moisture Is the Main Enemy: Water stains, soft edges, or condensation should trigger immediate quarantine since wet paper degrades grease barriers and breeds mold.
- Wrap Breaches Change the Rules: Once shrink wrap is torn, you’re not judging neatness—you’re deciding if the paper stayed protected from contaminants.
- Match Specs at the Dock: Wrong Kit level or GSM routed to the wrong use creates problems that surface on the production line, not at receiving.
- Standardize for Rush Hours: A laminated checklist at every station turns judgment calls into consistent, audit-ready habits anyone can follow.
Separate before you store—quarantine beats regret.
Food safety coordinators and receiving managers facing audit pressure will gain a practical protocol here, preparing them for the detailed step-by-step inspection guide that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Paper arrives. You sign.
The driver pulls away before anyone notices the torn shrink wrap on pallet three. By afternoon, that compromised stock sits in storage, absorbing humidity and transferring contamination to the rolls beside it.
This scenario plays out in receiving docks everywhere. The audit findings that trace back to “receiving.” The unexplained grease bleed-through on wrappers. The food safety coordinator asked why documentation doesn’t match what’s actually on the shelf. Operational costs mount because the problem didn’t start in the warehouse. It started the moment that pallet rolled off the truck unchecked.
Receiving is the first food-safety gate, not just logistics. Treat incoming food paper like a perishable ingredient, not an inert supply. You wouldn’t accept a milk delivery without checking the temperature—you don’t just count cartons. The same logic applies here. With a systematic technical receiving inspection at the loading dock, you can catch moisture damage, contamination risks, and spec mismatches before they ever reach storage. Before they become your problem during the next audit.
The Dock Is Where Paper Failures Generally Begin
Most storage-related failures don’t originate in the warehouse. They originate in transit.
Look for any sign that conditions changed between the mill and your dock. Moisture exposure, temperature swings, rough handling, proximity to chemicals—these transit events leave visible evidence. Paper that arrives compromised will fail downstream, regardless of how well you store it afterward. Grease-barrier coatings degrade when moisture penetrates the sheet. Cross-contamination from chemical residue doesn’t wash off. A pallet that looks acceptable from ten feet away may already be unfit for food contact.
Shift your receiving mindset from “count and sign” to “condition-first acceptance.” Prompt inspection mitigates the downstream costs of reclamation, material waste, and regulatory non-compliance inherent in faulty intake. This mindset shift is the foundation of the specification-first handling protocol that translates GSM and Kit-level grease-barrier ratings into real handling rules—core concepts explored in food packaging paper specifications 101.
The 3-Minute Dock Integrity Test
A 3-minute visual and physical integrity test at the dock significantly reduces the incidence of storage-related failures.
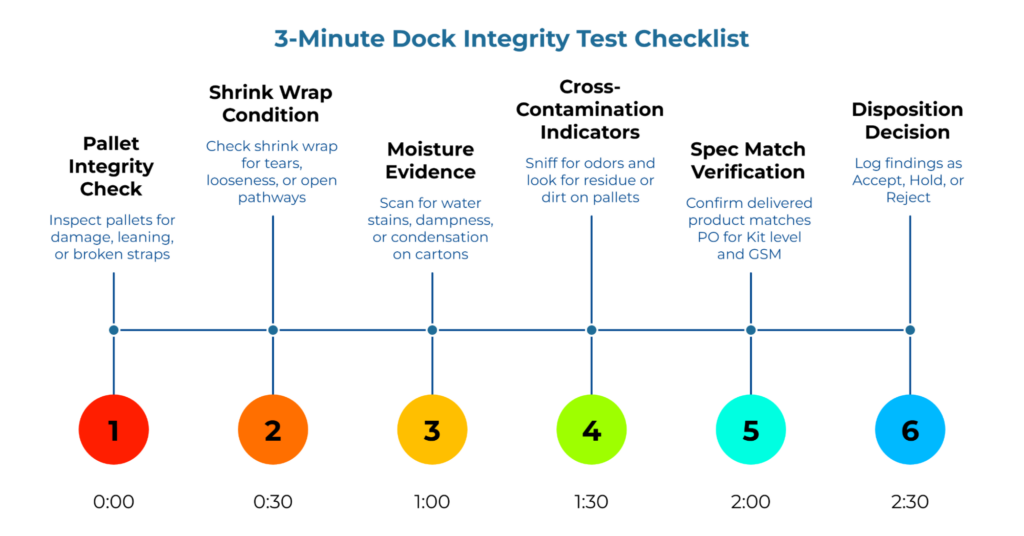
Use this checklist before signing any bill of lading:
- Pallet integrity — Check for corner crush, broken straps, leaning stacks, or impact damage.
- Shrink wrap condition — Look for tears, punctures, loose wrap, or open pathways to the product.
- Moisture evidence — Scan for water stains, soft edges, damp cartons, or condensation marks.
- Cross-contamination indicators — Sniff for chemical odors; look for residue, grease, or dirty pallet surfaces.
- Spec match — Verify the delivered product matches your PO for Kit level and GSM.
- Disposition decision — Log your finding as Accept, Hold, or Reject.
Complete all six checks while the driver is still present. If any check fails, document it before the truck leaves. This protocol forms the basis of a quick-reference card—a one-page, high-contrast tool designed for immediate action at the point of delivery. Display this guide prominently at every receiving station to ensure immediate accessibility. The card should include pass/hold/reject visual cues for each step so any team member can execute consistently.
Pallet Integrity: Pre-Handling Assessment
Before handling the shrink wrap, assess the pallet itself. Look for corner crush on the bottom layers. Check whether banding or straps are intact. Notice if the stack leans, if any cartons appear shifted, or if boards have split. Scan for obvious impact damage—dents, punctures, or flattened corners.
Structural damage correlates strongly with hidden problems. A crushed corner suggests compression during transit, which can affect roll cores and sheet flatness. Broken straps or bands mean the load shifted, potentially exposing inner cartons to contact with truck walls, other freight, or environmental moisture.
Photo-document any visible damage before moving the pallet. Note the specific location and type of damage on your receiving log. If damage is significant—multiple crushed corners, broken straps, or obvious impact—place the pallet on hold rather than routing it directly to storage. Complete this assessment before signing the bill of lading; once the driver leaves, your leverage for supplier follow-up decreases significantly.
Shrink Wrap and Secondary Containment
Walk around the pallet and inspect the shrink wrap on all sides. Look for tears, punctures, or sections where the wrap has pulled away from the load. Pay attention to the bottom few inches where forklift tines often cause damage. Check for open pathways—gaps where airborne contaminants, aerosols, or moisture could reach the product.
Shrink wrap serves as secondary containment against environmental contamination. A single tear creates a pathway for dust, chemical vapors, humidity, and anything else present in the truck, the dock, or the staging area. Once that barrier is compromised, the burden of proof changes. You are no longer deciding whether the pallet looks neat. You are deciding whether the paper stayed protected. Food-contact paper can lose its compliance status operationally if exposed to contaminants—even if the certification paperwork says otherwise.
Log any wrap compromise on your receiving form. For minor tears that don’t expose products directly, note them and accept them with documentation. For significant breaches—large tears, multiple punctures, or wrap that’s clearly been opened and resealed—isolate the pallet immediately. Decide whether to hold for closer inspection or reject based on severity and your internal policy. Consistency matters: same criteria, every delivery, every time.
Regulatory frameworks like 21 CFR 176.170 establish the requirements for paper and paperboard components in contact with aqueous and fatty foods. This includes specific extraction limits and a list of substances safe for use as components of the paper. Maintaining secondary containment integrity is essential to ensure that the paper remains ‘suitable for its intended use’ and does not acquire ‘adulterants’ during transit, which would violate the General Provisions of 21 CFR 174.5.
Moisture Evidence Detection
This is often the most critical gate in the technical receiving inspection.
Look for water stains on cartons—brown tide marks or discoloration along edges. Check for softened corners or edges that compress too easily when pressed. Feel for dampness on outer cartons. Look inside the wrap for condensation droplets or fog on the interior surface.
Moisture is the primary failure driver for food-contact paper. It degrades grease-barrier coatings by allowing oil to penetrate the sheet structure. It causes dimensional instability that leads to runnability problems on converting equipment. It creates conditions for mold growth in storage. A pallet that’s “just a little damp” today becomes a rejected lot and an audit finding next month.
Any moisture evidence triggers quarantine. Do not move the pallet into the main storage area. Stage it separately and mark it clearly as “Hold — Moisture Suspected.” Notify the quality or food safety coordinator before making a final disposition decision. Document what was observed, where, and when—all before signing the bill of lading.
For context on why conditioning and moisture control matter in paper handling, ISO 187:2022 defines the standard atmosphere for conditioning and testing, specifying a temperature of 23 ± 1°C and a relative humidity of 50 ± 2%. While these are laboratory testing standards, maintaining warehouse conditions near these levels prevents the dimensional instability and coating degradation mentioned previously.
Cross-Contamination Screening
Use your senses. Does the pallet smell like chemicals, fuel, cleaning agents, or anything other than paper? Look at the pallet surface itself—is it clean, or does it show stains from previous loads? Check for visible residue on the shrink wrap or cartons: grease, powder, liquid marks. Consider what else was on the truck.
Certification applies to paper manufactured under controlled conditions—a distinction between food grade and food safe that matters during inspections. It doesn’t protect against what happens afterward. Paper that shared a truck with cleaning chemicals, pesticides, or other strong-odor products may have absorbed volatile compounds through its porous structure. Paper stored on a dirty pallet may have picked up contamination from below. Codex places incoming materials, allergen controls, and packaging protection inside the same hygiene system for a reason: contamination risk is not only about the material itself but also about how it is handled, transported, and protected before use. These operational exposures can void the practical food-safety status of otherwise compliant material—one reason why ‘food safe’ labels alone prove nothing without proper handling verification.
If any suspicious odor or visible contamination evidence is detected, do not accept the pallet. Document observations specifically—”chemical odor detected,” “unknown liquid stain on bottom carton,” “dirty pallet surface with oil marks.” Contact the supplier to report the issue before the driver leaves if possible. This is a reject-or-hold situation; there is no “accept with documentation” path for likely contamination.
The Codex General Principles of Food Hygiene framework reinforces why contamination prevention at receiving matters for HACCP-aligned operations.
Label-to-Spec Verification: Kit Level and GSM
Pull the purchase order or spec sheet for this delivery. Compare the product labeling on the pallet to what was ordered. Verify the Kit level matches—this is the grease-barrier specification. Verify the GSM (basis weight) matches. Check that the product description, grade name, and any certification claims align with documentation.
Label verification ensures the documentation on the received product matches the ordered grease-barrier rating and basis weight. Incorrect specifications lead to downstream performance failures, such as grease migration or equipment jams, which are cost-prohibitive to rectify post-intake.
Log the Kit-level validation and GSM integrity check as “pass” if everything matches. For high-risk products, cross-reference against the supplier’s Letter of Guarantee to confirm compliance claims. Log as “exception” if there’s any discrepancy—even small ones. Escalate exceptions per receiving policy before accepting the shipment.
For those unfamiliar with how Kit levels are measured, TAPPI T 559 (often called the ‘Kit Test’) is the industry standard for measuring the grease resistance of paper treated with fluorochemical sizing agents. The test involves applying a series of reagents—mixtures of castor oil, toluene, and n-heptane—numbered 1 through 12. The highest numbered reagent that does not darken the paper surface after 15 seconds is reported as the Kit rating. Applied Paper Technology’s Kit Test overview offers an accessible explanation of how the test works. For a broader foundation on paper specifications, food packaging paper specifications 101 covers GSM, coatings, and pulp fundamentals.
Disposition Decision and Logging
Review observations from the initial five checkpoints.. Did any step produce a finding that requires action? Was there pallet integrity damage, wrap compromise, moisture evidence, contamination indicators, or spec mismatch?
Consistency in disposition decisions protects audit readiness and reinforces the authority of the receiving gatekeeper. An inconsistent process—where some operators accept what others would hold—creates confusion, undermines documentation, and exposes operations to preventable risk.
Complete a receiving log entry for every pallet. The log should capture: pallet integrity status, wrap condition, moisture check result, contamination screen result, spec match verification, and final disposition (Accept / Hold / Reject). A simple one-line format works well. If any pallet is placed on hold, note the reason and the next step—who reviews it, by when. If rejected, document why and ensure the driver acknowledges before departure.
This documentation discipline supports 100% audit-ready operations. When an auditor asks about a specific lot, the receiving log provides the paper trail from dock to storage.
For more on building receiving documentation systems, COAs, samples, and incoming inspection covers evidence chains that support audit-ready operations.
Standardize It So It Happens During the Loading Dock Rush
A protocol that exists only in training materials doesn’t protect anyone. It needs to happen every time, with every delivery, including the ones that arrive during the busiest shift.
Make it physical. Print the 3-Minute Dock Inspection Protocol checklist on a laminated card. Post one at each receiving station. Keep a spare in the forklift cab. When the protocol is visible and tangible, it becomes a habit. The card should be high-contrast and scannable, with no more than six steps and clear pass/hold/reject icons for each checkpoint.
Make it fast. The six-step check shouldn’t take more than three minutes per pallet. If the team finds it taking longer, simplify the documentation format. A one-line receiving log entry—date and time, supplier, PO, pallet ID, pallet integrity, secondary containment, moisture, spec match, disposition, initials—captures what matters without slowing operations.
Train the process, not the person. When a new hire joins receiving, they should be able to follow the posted checklist and produce the same result as the most experienced operator. The goal is consistent execution, not individual judgment. If the protocol depends on who’s working that day, it isn’t really a protocol.
Testing protocols: how to verify kraft paper quality upon arrival expands on these principles with additional verification methods for operations that need deeper inspection capability.
Frequently Asked Questions
Do we need tools, or is this visual only?
The basic protocol is visual and sensory—no special equipment required. The checks involve looking for visible damage, feeling for moisture, and smelling for contamination. Some operations add a simple moisture meter for borderline cases, but it isn’t essential for the initial gate check.
What counts as moisture damage we should hold for?
Visible staining, softened edges, damp cartons, or condensation are enough to justify a hold. The exact escalation path can vary by site policy, but moisture evidence should not be normalized just because the pallet count is correct. When in doubt, hold. A few hours of quarantine costs less than discovering the problem after the paper is in storage.
Where should held pallets go so they don’t contaminate clean stock?
Designate a quarantine staging area separate from main storage. This area should be clearly marked and away from high-humidity zones like dock doors or wash areas. Held pallets stay here until a disposition decision is made—they never enter general inventory. The principle is simple: separation first, decision second.
How do we verify Kit level and GSM without slowing receiving?
Have the PO or spec sheet accessible at the receiving station—printed or on a tablet. Kit-level validation and GSM integrity check take under thirty seconds when the reference document is within arm’s reach. The slowdown happens when operators have to leave the dock to find paperwork. Compare the delivered item to the ordered values. Do not improvise.
What do we document before the driver leaves?
Any damage, wrap compromise, moisture evidence, or contamination indicators should be noted and photographed while the driver is present. If a pallet is being rejected or placed on hold, get the driver’s acknowledgment on the receiving document. Once the truck leaves, leverage for supplier follow-up decreases significantly. Testing protocols: how to verify kraft paper quality upon arrival covers the documentation steps to complete before signing.
Your Next Step
The difference between reactive firefighting and proactive audit readiness often comes down to what happens in the first three minutes after a pallet arrives.
The strongest receiving teams do not wait for obvious failure. They build a short, repeatable habit at the first point of control. A three-minute check. A clean disposition rule. A receiving log that says what happened while the evidence is still in front of you.
The protocol is straightforward: six checks, one disposition decision, one log entry. Print the 3-Minute Dock Inspection Protocol checklist. Laminate it. Post it where the receiving team can see it every shift. Make it the standard, not the exception.
Stop counting cartons. Start verifying conditions.
Need verified food packaging paper suppliers with documented compliance? Find suppliers on PaperIndex.
Continue learning:
- Food Packaging Paper Specifications 101 — Understand GSM, coatings, and pulp fundamentals.
- Testing Protocols: How to Verify Kraft Paper Quality Upon Arrival — Expand verification capabilities beyond the dock.
Disclaimer:
This content is for general informational purposes only and does not constitute regulatory, legal, or food safety compliance advice. Consult qualified professionals for guidance specific to your operations.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.