
📌 Key Takeaways
Remote supplier verification works when buyers request traceable evidence—method-named test reports, live demonstrations, and lot-linked documentation—rather than collecting polished presentations and generic certificates.
- Evidence Beats Promises: A capability record tied to a method, sample ID, and date proves process control; a capability claim without traceability behaves like marketing material.
- Live Testing Reveals Truth: Real-time test demonstrations on video are difficult to stage and expose whether functional QA infrastructure actually exists at the facility.
- Request Lists Filter Suppliers: Manufacturers with genuine heavy-duty capability recognize standard evidence requests as routine; those who struggle or deflect have revealed a gap worth noting.
- Consistency Confirms Systems: Requesting two sets of records from different dates and asking for redacted deviation examples surfaces whether documentation reflects an active system or was created for presentation.
- Contract Terms Must Mirror Evidence: Acceptance criteria, audit rights, and change control provisions should reference the same test methods and traceability formats verified during qualification.
A consistent evidence trail is more defensible than a perfect presentation.
Procurement managers and operations leaders evaluating heavy-duty corrugated box suppliers without travel budgets will gain a repeatable verification framework here, preparing them for the detailed request list and walkthrough script that follow.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
The video freezes. You’ve just asked the supplier to pan over to the QA lab, and the screen locks on their apologetic smile. When it resumes, they’re back at their desk—technical difficulties, they explain.
That pause says more than the certificates in your inbox.
You need corrugated boxes capable of protecting automotive components through weeks of ocean transit, humidity swings, and forklift impacts. You need a supplier who can produce them repeatedly, to spec, under real manufacturing conditions. And you need to confirm this without stepping foot in their facility—because travel budgets, timelines, or geography have made a plant visit impossible.
The challenge isn’t that remote verification can’t work. The challenge is that the standard approach—collecting certificates, reviewing photos, accepting verbal assurances—builds confidence without building proof. A polished presentation can mask the gap between claimed capability and actual process control. When that gap reveals itself through a stacking collapse in your warehouse or a line stoppage at your assembly plant, the packaging failure becomes an operational failure.
Here is a systematic framework for requesting evidence that cannot be easily staged, so you can verify heavy-duty corrugated box suppliers remotely and commit to pilot orders with justified confidence. The methodology centers on shifting requests from generic “proof” toward specific, traceable, and demonstrable evidence—the kind that separates manufacturers with real process control from those selling capability they don’t possess.
When Generic Proof Creates False Confidence
A capability claim is easy to say and hard to validate. A capability record is specific, timestamped, and connected to a method and a sample. That distinction explains why remote qualification so often fails.
Heavy-duty industrial packaging operates at the limits of material performance. A box engineered to withstand 800 kg of stacking load in a humid port warehouse isn’t simply “stronger” than a standard shipper—it demands rigorous calibration of linerboard grammage, adhesive rheology, flute geometry, and pre-test conditioning cycles. Small deviations compound. A slight moisture variance in the linerboard—specifically a shift from 7% to 10% moisture content—combined with marginally thin adhesive coverage, can drop compression strength by estimated 15-20% under real-world conditions.
This precision requirement creates a verification paradox: the stakes are highest exactly where traditional evidence is weakest. When you find suppliers through digital marketplaces, the challenge intensifies—evaluating process control and material consistency from photographs and PDF certificates becomes the default qualification method, despite heavy-duty applications demanding verifiable, repeatable manufacturing precision.
Consider what typical remote vetting collects. An ISO 9001 certificate confirms a quality management system exists—not that it controls the specific product you need. Equipment photos prove ownership, not operational competence. Test reports may reflect ideal conditions rather than production reality. None of this evidence is inherently wrong, but none answers the question that matters: can this supplier repeatedly manufacture heavy-duty boxes that meet your specifications under actual production conditions?
Remote qualification fails when evidence has three specific weaknesses:
It is not tied to a method. “Meets heavy-duty requirements” is not measurable. A named method turns performance into a repeatable test.
It is not tied to a sample and a date. A report without a sample ID and a test date behaves like marketing material, not quality documentation.
It cannot be observed. A still image can be selected and staged. A live demonstration creates a record in front of the buyer.
The consequences of misplaced confidence extend beyond the packaging itself. When boxes collapse during transit, the failure cascades—damaged components, expedited replacement shipments, production delays, strained relationships with Tier-1 clients. Packaging integrity, in this context, signals operational competence to everyone watching your supply chain.
For buyers evaluating suppliers before sending detailed specifications, foundational guidance on how to vet corrugated box suppliers for technical competence establishes the screening criteria that precede the deeper verification this article addresses. The broader strategic framework connecting specification development, qualification, and ongoing governance appears in from guesswork to governance: a framework for sourcing heavy-duty corrugated boxes.
Defining Heavy-Duty Capability in Evidence Terms
Before requesting evidence, you need to translate “capability” from marketing language into terms you can actually verify. Claims like “heavy-duty” or “industrial-grade” describe outcomes without revealing the processes that produce them.
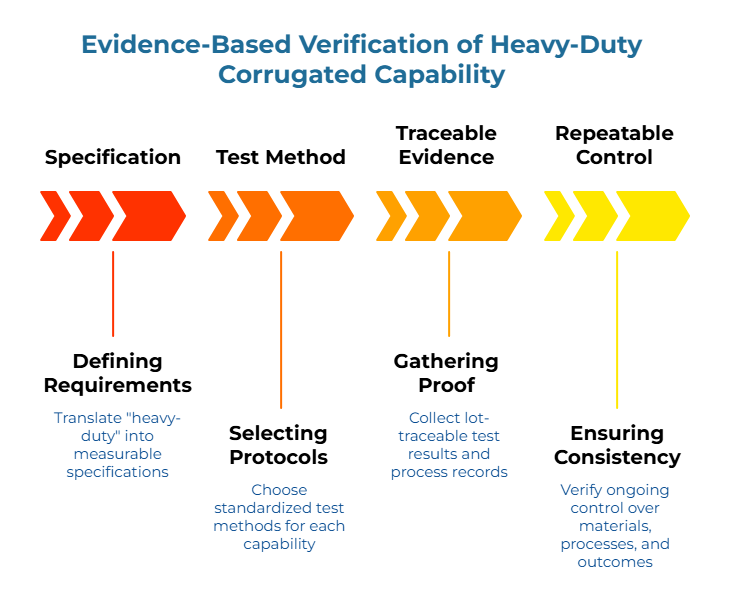
Heavy-duty capability is not a single number. It is a chain:
Specification → test method → traceable evidence → repeatable control
If any link is weak, the chain fails. A supplier can show impressive equipment and still ship inconsistent output if grade control, conditioning, sample identification, and corrective actions are weak. Evidence-based verification requires mapping outcomes to their underlying failure modes, then identifying what proof demonstrates control over each.
Heavy-duty corrugated performance depends on four primary failure modes:
| Failure Mode | What Evidence Proves Control | What Remains Low-Signal |
| Stacking collapse (insufficient edge crush resistance) | ECT testing per ISO 3037 with conditioning proof (23°C/50% RH, 24+ hours), lot-traceable sample ID, operator verification | Generic “ECT: Pass” without method reference, date, or traceability |
| Puncture/impact failure (inadequate burst strength or bonding) | Burst testing with method name, adhesive application records, incoming inspection data for linerboard/medium per TAPPI T 810 or ISO 2759 protocols | Equipment photos without operational context |
| Seam/joint failure (converting process issues) | In-process checks with documented tolerances, corrective action triggers, score depth and slot alignment records | “We have quality control” without documentation |
| Humidity degradation (raw material or storage issues) | Moisture specifications for incoming paper, Cobb testing where required, climate-controlled storage evidence, mill certificates showing grade specs | “We use quality materials” without supplier documentation |
The pattern across all four: high-signal evidence names specific methods, ties results to identifiable production lots, and demonstrates the infrastructure that makes consistent results possible. Low-signal evidence describes outcomes without revealing the systems behind them.
Raw material documentation deserves particular attention for heavy-duty applications. The linerboard and corrugating medium determine the box’s fundamental strength characteristics—specifically, verified access to kraft linerboard suppliers and fluting paper suppliers producing grades with controlled basis weight, burst strength, and moisture specifications becomes critical evidence when evaluating manufacturers for industrial-grade corrugated applications. Requesting mill certificates or specification sheets—showing grade designations, basis weights, and supplier sources—proves the manufacturer has access to appropriate materials and controls what enters their process. This evidence is difficult to fabricate convincingly because it requires actual supplier relationships.
For detailed guidance on translating performance requirements into enforceable specifications that align with this evidence framework, the quality blueprint: defining and enforcing corrugated box specs provides the specification architecture.
The Remote Audit Request List
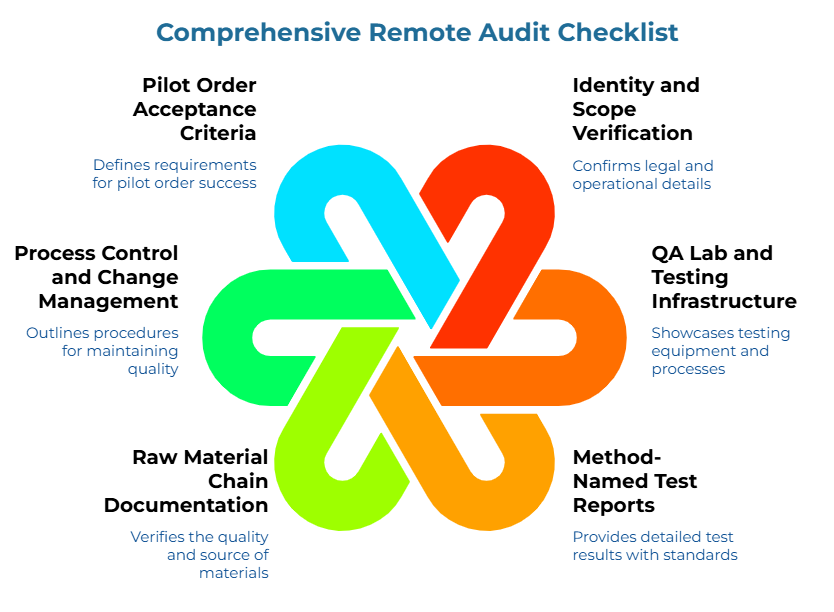
The following request list is designed for direct use. Send these items to shortlisted suppliers as pre-qualification requirements before committing to samples or pilot orders. Suppliers who fulfill these requests demonstrate the infrastructure for genuine heavy-duty capability; those who cannot or will not have revealed something important about their operations.
A. Identity And Scope Verification
□ Legal entity name and registered production site address
(must match facility shown in video walkthrough)
□ Confirmation of which operations are performed at this site
and which are subcontracted (if any)
□ Production schedule snapshot from past 90 days showing
similar heavy-duty corrugated products (customer names
may be redacted)
□ Customer reference type: industry sector and general
product category for 2-3 accounts (names not required)
B. QA Lab And Testing Infrastructure
□ Live video walkthrough (not pre-recorded) showing:
– Test equipment for ECT, BCT, burst strength
– Calibration stickers or verification logs (visible dates)
– Sample conditioning area with temp/humidity monitoring
□ Live demonstration: single test execution (ECT or
compression) performed end-to-end on camera without cuts,
including sample ID, conditioning confirmation, test
execution, and result recording
C. Method-Named Test Reports With Traceability
□ Recent test reports (within 90 days) that include:
– Explicit method/standard reference (e.g., ISO 3037:2013, ASTM D642, ASTM D4169)
– Test date and sample identification number
– Lot or production batch ID linking sample to specific run
– Conditioning practice and how it was recorded
– Operator initials or equivalent QC signature
– Pass/fail criteria tied to the specification
D. Raw Material Chain Documentation
□ Certificates or spec sheets for linerboard (kraft linerboard or testliner) and corrugating medium showing grade designations, basis weight specifications, and supplier source documentation
□ Adhesive specifications and supplier documentation
□ How grade substitutions are approved and recorded
E. Process Control And Change Management
□ In-process checks used during production and how results
are recorded
□ How specification changes are approved before implementation
□ How production deviations are recorded and escalated
(a redacted example is acceptable)
□ What triggers corrective action and how preventive actions
are tracked
F. Pilot Order Acceptance Criteria
□ What specific criteria define “pass” for first-article
or pilot orders
□ How testing failures are handled (retest rules,
containment, replacement timeline)
□ What documentation accompanies approved pilot shipments
□ How changes to materials or process during the pilot are
communicated and approved
The request list itself functions as a filter. Manufacturers with genuine heavy-duty capability recognize these items as standard quality infrastructure—the kind of documentation they already maintain. Suppliers who struggle to produce basic traceability or who deflect requests for live demonstration have revealed a gap between their claims and their systems.
These requests are structured to align with ISO 9001 Auditing Practices Group (APG) standards, ensuring remote verification remains as rigorous as an on-site visit.
Running a Live Video Walkthrough That Produces Evidence
A live video call provides verification opportunities that static documents cannot match. The goal isn’t to trap a supplier in deception—it’s to observe operational reality in ways that are difficult to stage on short notice. The ISO/IEC 17025 standard for laboratory competence provides the reference framework for what a capable testing operation should demonstrate.
A useful walkthrough is a controlled evidence capture session. The goal is to connect identity, materials, production controls, lab practice, and shipping traceability in one continuous narrative. Use the script below—it is intentionally direct.
Start: Identity and time anchor (2-3 minutes). Ask the contact to begin outside and show the site signage and a nearby address marker, confirming the street address matches documentation. This establishes you’re viewing the registered facility rather than a staged location. Request that they briefly show today’s date and time on their phone screen, then continue the walkthrough.
Raw material receiving and storage (5-7 minutes). Request a view of linerboard and medium inventory. Observe lot labels, storage conditions (paper stored flat and protected from humidity fluctuations), and any incoming inspection tags or stamps. Ask directly: “Can you show me the most recent incoming inspection record for the linerboard?” Ask to zoom in on one label and read the lot or run reference aloud.
Production line (7-10 minutes). Walk through the corrugator and converting area. Look for job tickets or changeover documentation visible at workstations, in-process check points with logs, and normal production indicators—some scrap, work-in-progress, operators engaged in tasks. A floor that appears suspiciously pristine (no dust, no materials staged, no people working) warrants attention. Ask: “What happens when an in-process check fails? Can you show me where that gets recorded?” Request a zoom on the record or log where checks are documented.
QA lab and conditioning area (10-15 minutes). This checkpoint matters most. Request clear views of the conditioning chamber showing temperature and humidity displays, test equipment with visible calibration stickers showing current dates, and the sample logging system (physical logbook or digital interface). Ask to see the conditioning log or system entry where a sample is recorded.
Then request a live, one-take test demonstration. Ask: “Can you run a single ECT test right now while I observe? Please show how you identify the sample and where the result is recorded.” The demonstration should proceed without cuts: show the sample ID, show the setup, show the result, and show how the result is entered into the record system (including where operator sign-off appears). Ask to zoom in on the calibration sticker, the sample ID tag, and the recorded result.
Finished goods and dispatch (3-5 minutes). Observe how finished boxes are labeled, stored, and staged for shipment. Request a view of a finished pallet and zoom in on the pallet label. Look for lot identification that traces back to production and testing records.
Close: Traceability confirmation (2-3 minutes). Ask the supplier to confirm how the sample ID used in the test links back to the production run or lot reference. Request confirmation of how deviations are recorded when results miss a target.
Throughout the walkthrough, “zoom-in” requests test operational fluency. A legitimate operation responds naturally to questions about dates, labels, and logs. A staged presentation often stumbles on details that weren’t pre-planned—the certificate date that doesn’t match the schedule just described, the silence when asked for lot-specific reports.
Red Flags and Integrity Tests
Remote evaluation does not fail because suppliers lie. It fails because the buyer cannot distinguish a controlled process from a staged presentation. Knowing what to watch for transforms passive document review into active verification.
Refusal or deflection around live testing is the most significant warning sign. A supplier with functional QA infrastructure can demonstrate a single test in real time—it’s routine work for them. Common deflections include: “Our technician isn’t available today,” “The equipment is being calibrated,” or “We can send you a video recording instead.” When the live walkthrough was scheduled in advance, these responses warrant serious skepticism. Repeated deferrals suggest the capability may not exist as claimed.
Test reports missing critical fields indicate documentation created for appearances rather than quality control. Legitimate reports include the specific test method (not just “ECT” but “ISO 3037:2022” or “ASTM D4169”), the test date, sample or lot identification, and some form of operator verification. Reports showing only “Pass/Fail” without these elements may not reflect actual testing—or may reflect testing performed under conditions that don’t match production reality.
Certificates with scope mismatches provide false assurance. An ISO/IEC 17025 laboratory accreditation carries weight—but only if the accreditation scope covers the tests relevant to your product. A lab accredited for paper testing but not compression testing cannot provide meaningful compression results under that credential. Request the certificate’s scope of accreditation and verify it includes ECT, burst, compression, or the specific methods your specifications require.
Video that avoids certain areas reveals what suppliers prefer you not see. If the walkthrough extensively covers the showroom and office while rushing past or entirely skipping the QA lab, conditioning chamber, or recordkeeping systems, that pattern communicates. Request directly: “Can we return to the lab? I’d like to see the conditioning area in more detail.”
Facility inconsistencies between claims and infrastructure emerge through observation. A supplier claiming heavy-duty capability should have conditioning equipment capable of maintaining the standard 23°C and 50% relative humidity environment, compression testing equipment rated for loads exceeding your product requirements, and raw material storage that protects paper from humidity. Absence of these basics contradicts capability claims regardless of what certificates suggest.
To further validate systemic integrity, require two sets of historical records from disparate dates to ensure sequential consistency. Furthermore, a request for a redacted non-conformance report (NCR) provides a ‘litmus test’ for operational honesty—genuine manufacturers always have a trail of managed deviations; ‘perfect’ histories suggest falsification.
Test for consistency under repetition. Ask for two sets of recent records from different dates and compare the traceability fields. A single polished report is easy to curate. A repeatable record pattern is harder to fabricate. Look for consistent formatting, sequential sample IDs, and logical date progressions that indicate an active system rather than documentation created for your review.
Request a redacted deviation or nonconformance example. A functioning quality system leaves a trail. Ask the supplier to share a redacted example of how they handled a recent deviation or out-of-spec result. A ‘clean’ record is a statistical anomaly in heavy-duty production; operational transparency is evidenced by the management of deviations, not their absence.
For a framework specifically addressing how to identify fraudulent documentation, including certificate verification techniques, Fake FSC, PEFC, ISO certificates vs. real ones: a visual spotter’s guide provides detailed detection methods. Additional verification approaches appear in The zero-trust sourcing model: how to verify overseas suppliers without travel and seven questions to ask a new supplier (that scammers can’t answer).
From Evidence to Control: Locking Requirements into Pilots and Contracts
Remote evidence reduces the risk of choosing the wrong supplier. Contract controls reduce the risk of quality drift after onboarding. Both matter.
Evidence gathered during remote vetting becomes valuable only when translated into enforceable requirements. The pilot order and subsequent supply agreement should reference the same evidence categories, creating continuity between qualification and ongoing supply.
Acceptance criteria should mirror your evidence requests. If you required method-named ECT testing during vetting, pilot acceptance criteria should specify: “ECT testing per ISO 3037:2022, minimum value [X] kN/m, with test reports including lot ID, test date, and operator identification.” This direct linkage between what you verified and what you’ll enforce eliminates ambiguity about expectations. The same evidence structure used in evaluation should be required for acceptance.
Audit rights should include remote options. Contract language should preserve your ability to conduct live video audits using the same walkthrough protocol applied during qualification. Given the demonstrated viability of remote auditing within ISO frameworks, this right is reasonable and increasingly standard. Define what remote access looks like in practice: the right to request a live walkthrough, the right to request a one-take demonstration of a defined test, and the right to request traceable records tied to production and lots.
Change control language prevents silent substitution. Specify that changes to raw material suppliers, testing methods, or production processes require notification and re-approval before implementation. Heavy-duty applications are particularly sensitive to material changes—a different linerboard grade or adhesive formulation can materially affect performance even if the finished box looks identical. Define how changes are approved, how notice is provided, and what re-qualification evidence is required.
Incoming inspection alignment ensures continuity. The documentation accompanying shipments should match the evidence formats verified during vetting. If the supplier demonstrated lot-traceable test reports, receiving shipments without lot identification represents a compliance gap. Detailed protocols for what to verify when shipments arrive appear in how to verify corrugated box quality at the dock.
When disputes arise—and in any long-term supply relationship, some will—structured evidence provides the foundation for resolution. Data structure matters more than debate volume. Frameworks for handling corrugated box vendor non-compliance disputes detail how to convert evidence into actionable dispute resolution.
Next Steps: Shortlist and Execution
Transitioning from evidence to execution requires a structured outreach. Select 3-5 candidates who meet baseline technical criteria and issue the Remote Audit Request List with a firm 10-business-day response window
Remote verification works most effectively when applied to a pre-screened shortlist rather than a broad search. Starting with suppliers who have already demonstrated baseline credibility—verified business registration, relevant product categories, professional communication patterns—improves the signal quality of your vetting process.
To build that initial shortlist, corrugated box suppliers and corrugated box manufacturers can be filtered by capability indicators, certifications, and geographic coverage, with particular attention to facilities demonstrating heavy-duty production capabilities. Reviewing current corrugated box listings helps identify suppliers with documented experience in industrial and heavy-duty applications.
Once you have three to five candidates, send the Remote Audit Request List as a pre-qualification requirement. Set a reasonable response deadline—10 to 14 business days allows time for document gathering without enabling indefinite delay. Evaluate responses not only for completeness but for the professionalism and ease with which suppliers provide requested evidence. The response process itself reveals operational maturity.
Copy the Remote Audit Request List and send it to your shortlisted suppliers—whether sourced through a neutral B2B marketplace like PaperIndex, industry referrals, or existing relationships—ensuring consistent evaluation standards across all candidates regardless of discovery channel. Compare responses based on evidence integrity rather than promises, and schedule live video walkthroughs with suppliers who demonstrate genuine capability infrastructure. Those walkthroughs, structured around the checkpoint sequence above, will confirm whether the documentation reflects real operational systems.
The fastest path to confidence is rarely a perfect presentation. It is a consistent evidence trail.
For buyers ready to move beyond verification into contract structuring, the natural next question—how to formalize terms, acceptance criteria, and ongoing governance—connects to the broader framework from guesswork to governance.
Frequently Asked Questions
What should a remote factory audit include?
A remote factory audit should include identity verification confirming the legal entity matches the facility shown, a live video walkthrough covering production areas and QA infrastructure, real-time demonstration of testing capability, method-named test reports with lot traceability, raw material documentation proving supply chain access, and process control evidence. The emphasis throughout should be on unfalsifiable proof rather than static documents that can be prepared in advance.
How can buyers verify that test reports are legitimate?
Legitimate test reports include specific method references (ISO 3037, ASTM D642, ASTM D4169), test dates, sample or lot identification numbers that link to production records, and operator verification. Request reports from the past 90 days and cross-reference lot IDs against production schedules. During live video, ask the supplier to show their testing log and demonstrate where new results are recorded—this reveals whether documentation reflects an active system or was created for presentation.
How do you confirm a supplier is a real manufacturer rather than a trader?
Request a live video walkthrough showing production equipment in operation, raw material inventory with supplier labeling, and QA infrastructure at the address matching business registration. Ask to see recent production schedules showing similar products manufactured on-site. Traders typically cannot demonstrate active production floor operations, conditioning equipment, in-process quality checks, or the depth of raw material inventory that manufacturing requires.
What evidence is hardest to fake in a remote audit?
Live testing demonstrations present the greatest challenge to fabrication. A supplier can prepare polished photos or create documentation, but running a compression or ECT test in real time on an unscheduled sample requires actual equipment, trained operators, calibrated instruments, and functional quality systems working together. Calibration stickers with current dates and sample logs showing continuous entries over time are also difficult to fabricate convincingly on short notice.
What should be included in acceptance criteria for a pilot order?
Pilot acceptance criteria should specify test methods by standard reference (e.g., “ECT per ISO 3037:2022”), minimum performance values with tolerances, required documentation format (lot-traceable test reports, certificates of analysis), inspection sampling approach, and procedures for handling failures including retest rules, containment requirements, and replacement timelines. These criteria should directly mirror the evidence categories verified during pre-qualification.
What if a supplier refuses to perform live video testing?
Refusal to demonstrate testing capability in real time is a significant concern. Manufacturers with functional QA infrastructure perform routine tests regularly—demonstrating one on request requires minimal effort. If a supplier declines and cites equipment availability or technician scheduling, offer to reschedule at their convenience. Continued deferrals indicate the capability may not exist as represented, and that information is valuable even if it disqualifies the supplier. Options include a narrower live session focused on conditioning and recordkeeping, a buyer-witnessed third-party lab arrangement, or de-prioritizing the supplier if traceable evidence cannot be produced.
How does remote verification connect to contract setup?
The evidence gathered during remote verification should flow directly into contract terms. Acceptance criteria reference the same test methods, traceability requirements, and documentation formats verified during qualification. Audit rights clauses preserve the ability to conduct future remote audits. Change control provisions require notification before any modifications to materials, methods, or processes. This continuity ensures that what you verified remains what you receive.
This remote audit framework represents one component of comprehensive supplier verification. For buyers developing end-to-end procurement strategies—from specification development through contract management—the PaperIndex Academy provides systematic guidance across the complete sourcing lifecycle, including quality assurance protocols, compliance frameworks, and risk mitigation strategies for international corrugated packaging procurement.
Disclaimer:
This article provides educational guidance on supplier verification methodologies and remote audit practices. Specific contractual terms, acceptance criteria, and audit protocols should be developed with appropriate legal, quality assurance, and procurement expertise based on your organization’s requirements, risk tolerance, and regulatory environment.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.