
📌 Key Takeaways
Heavy-duty industrial packaging prevents failures when grade selection matches actual load physics—weight, density, geometry, and environmental exposure—not visual confidence or single-spec assumptions.
- Weight Alone Misleads: Density and product geometry determine container requirements more reliably than gross weight, because concentrated force stresses packaging differently than evenly distributed loads.
- Evidence Validates Selection: Test reports citing named methods, conditioning protocols, and traceability transform grade selection from guesswork into defensible procurement decisions.
- Moisture Undermines Strength: Corrugated board loses significant compression capacity as humidity rises, making conditioned-versus-unconditioned test comparisons essential for ocean and cross-climate routes.
- Pilot Before Production: A single well-documented trial shipment through the actual supply chain reveals whether the specification holds under real handling, stacking, and environmental conditions.
- Receiving Checks Prevent Drift: Brief dock inspections before signing paperwork reduce “silent acceptance” of quality erosion that compound into recurring failures.
Right-grade packaging matched to threat—not over-specified caution or under-specified cost savings—delivers consistent protection.
Procurement managers and packaging engineers sourcing corrugated containers for industrial loads will gain a structured decision framework here, preparing them for the detailed Grade Selector and specification guidance that follows.
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
A pallet of cast-iron valve bodies arrives at the receiving dock. The forklift operator sets it down, and the damage is already visible: buckled sidewalls, a collapsed corner, metal parts pressing through torn fluting. Production needs those parts today. The supplier shipped them in standard corrugated boxes—the same grade used for consumer electronics.
Failures like this are preventable. They start not with bad suppliers, but with the wrong container for the job.
Heavy-duty industrial packaging refers to corrugated containers engineered specifically for loads that exceed the structural limits of standard single-wall boxes—typically shipments approaching or exceeding 65 lb (≈29 kg) per unit—the standard limit for common 32 ECT single-wall—or anywhere high density, sharp edges, or harsh handling conditions demand reinforced construction. This category includes:
- Double-wall and triple-wall corrugated boxes
- Laminated (solid fibre-corrugated hybrid) containers
- Gaylord containers designed for bulk material handling
Think of heavy-duty packaging as the heavy armor of the shipping world. Where standard corrugated board acts like a basic shell—adequate for moderate loads in controlled environments—heavy-duty packaging is a purpose-built shield, engineered to match the specific physics of the load it protects. This guide establishes a technical framework for container selection based on three criteria: load classification, structural family selection, and empirical validation.
Definition: What “Heavy-Duty Industrial Packaging” Really Means
The Core Distinction
The line between standard and heavy-duty packaging is not simply about thicker walls. Standard single-wall corrugated board is designed for products that are relatively light, uniformly shaped, and handled in typical warehouse conditions. Heavy-duty packaging is engineered for loads where one or more of these assumptions breaks down: the weight is extreme, the product concentrates force on small areas, surfaces are abrasive or sharp, or the supply chain involves stacking, moisture, or rough handling beyond normal thresholds.
The distinction matters because the failure modes change. A container holding a 600 lb (≈270 kg) engine block faces concentrated point loads, vibration fatigue over long transit, and stacking forces that can exceed column strength within hours—challenges a standard box was never built to handle.
What Heavy-Duty Is Not
Three misconceptions persist in industrial packaging decisions:
Heavy-duty is not a single specification that guarantees outcomes in every supply chain. A strength number printed on a data sheet cannot account for the moisture in a humid port warehouse or the cumulative damage from rough handling.
Heavy-duty is not a visual judgment. A box that “looks strong enough” provides no assurance of performance under real conditions. Containers that appear intact on arrival may have absorbed moisture that compromises stacking strength within days.
Heavy-duty is not a substitute for qualification evidence. Tests performed under defined conditions—with documented test methods, conditioning protocols, and traceability—are the only reliable basis for grade selection. Without evidence, specification becomes guesswork.
Over-specification represents a significant hidden cost. Excessively heavy grades increase tare weight, reduce palletization efficiency, and complicate closure due to increased score-line stiffness. The goal is right-grade packaging: matched to the actual threat, not to a vague sense of caution.
Why Standard Boxes Fail Under Industrial Loads
The Four Failure Modes
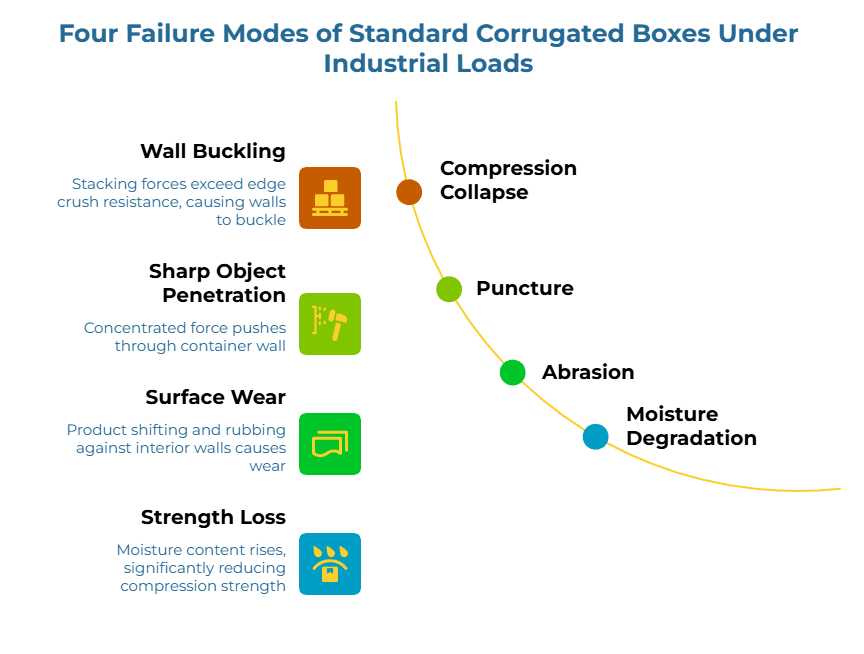
When standard containers carry industrial loads, they fail in specific, predictable ways. Each failure mode points to a different structural weakness.
Compression collapse is the most common. Stacking forces exceed the container’s edge crush resistance, and the walls buckle—especially dangerous for palletized loads stored in warehouses where bottom boxes bear cumulative weight over days or weeks.
Puncture occurs when concentrated force—a sharp casting edge, a bolt head, the corner of a metal bracket—pushes through the container wall. Standard fluting lacks the density to absorb these point loads.
Abrasion develops during transit as vibration causes the product to shift and rub against interior walls. Over a multi-day truck or ocean journey, abrasive surfaces can wear through single-wall corrugated boxes entirely.
Moisture degradation accelerates all three. Corrugated board loses a significant portion of its compression strength as moisture content rises—a reality on ocean routes, in uncontrolled warehouses, and during seasonal humidity swings. A container that tests well in a dry lab may fail under real conditions if moisture exposure was not factored into the specification.
Why Weight and Density Change Everything
A 30 lb (≈14 kg) box of paper towels and a 30 lb box of steel fasteners present entirely different challenges despite identical gross weight. The fasteners concentrate force on a small footprint, creating internal point loads that single-wall fluting cannot distribute. Density—weight relative to volume—is often a better predictor of container requirements than gross weight alone, because low-density loads stress compression capacity while high-density loads stress puncture resistance.
The Heavy-Duty Packaging Taxonomy
Double-Wall, Triple-Wall, and Laminated: What Changes Structurally
Double-wall corrugated boards bond two layers of fluted medium between three flat liners. The additional fluting roughly doubles flat crush resistance and meaningfully improves edge crush performance versus single-wall. It is the entry point into heavy-duty territory, suitable for many industrial applications in the moderate weight range.
The liner materials—typically kraft linerboard or testliner board—provide the structural face that resists compression and protects the fluting
Triple-wall corrugated boards add a third fluted layer, creating a structure that can approach the rigidity of solid wood crating. The additional thickness provides substantially greater stacking strength and puncture resistance, commonly specified for automotive parts, heavy machinery, and military shipments. For a deeper look at how flute profiles affect performance, see this guide to plain-English flute and wall type basics.
Laminated container boards bond corrugated board to solid fibreboard, combining fluting’s cushioning with a solid layer’s surface hardness and puncture resistance. These are specified where sharp, dense products would penetrate double-wall construction, or where surface abrasion during transit is the primary concern.
Gaylord Containers: Where They Fit
Gaylord containers—also called bulk bins—are large, heavy-duty corrugated containers built on a pallet-sized footprint (commonly 48 × 40 inches / 122 × 102 cm). Designed for bulk loose-fill or semi-organized loads such as metal stampings, plastic granules, and recycled materials, most Gaylords use double-wall or triple-wall construction and are specified by internal volume and weight capacity rather than by precise product geometry.
The Shield Framework: Translate Risk → Grade → Spec
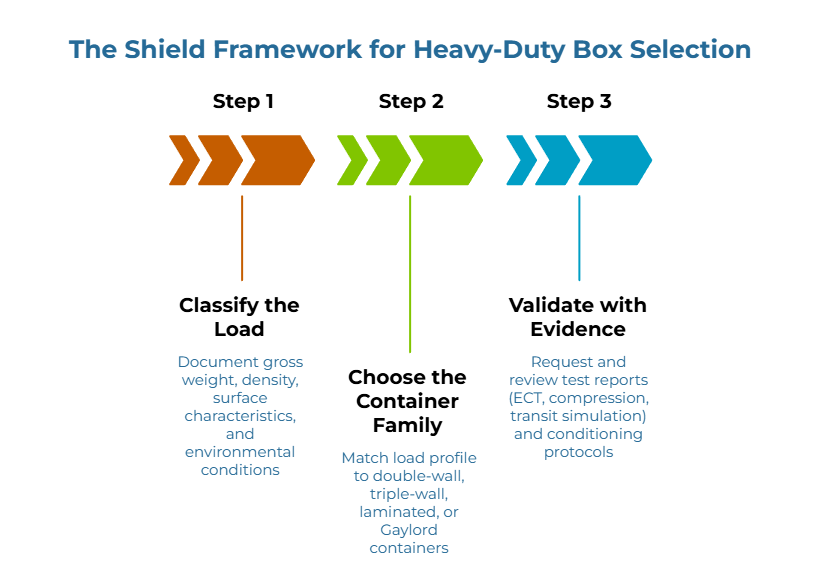
Choosing the right heavy-duty container follows a three-step logic.
Step 1: Classify the Load
Start with the physical reality of what goes inside. Document gross weight per unit, density profile (evenly spread or concentrated?), surface characteristics (smooth, sharp, abrasive), and environmental conditions—temperature swings, humidity, transit duration, and stacking height.
This classification step reflects generally accepted best practice in packaging engineering: the same weight can create very different stresses depending on contact area, product geometry, and handling exposure.
Step 2: Choose the Container Family
Match the load profile to a container family. Double-wall covers the broadest range of moderate heavy-duty applications. Triple-wall suits situations where weight, handling severity, or transit conditions push beyond double-wall’s capability. Laminated construction addresses specific puncture or abrasion threats. Gaylords serve bulk loads that do not require individual case packaging.
A 400 lb (≈180 kg) shipment of smooth, uniformly shaped steel plate may perform well in double-wall. The same weight in irregularly shaped castings with sharp edges might demand triple-wall or laminated construction. Weight serves as a baseline, but geometry dictates the final stress profile.
Step 3: Validate with Evidence
No grade selection should be treated as final without testing under realistic conditions. Request test reports from corrugated box suppliers that reference specific, named test methods—not just numbers without context. Evidence should include ECT results per ISO 3037 or TAPPI T 811, box compression results per ASTM D642, and where transit simulation is needed, testing aligned with ISTA test procedures.
Standardized Conditioning Protocols. Results generated in a climate-controlled lab at 23°C and 50% relative humidity may not reflect performance in a humid port warehouse. Always ask whether samples were conditioned before testing and under what protocol. For guidance on reading test documentation, see how to interpret drop test reports so you can compare supplier claims.
Heavy-Duty Grade Selection Framework
How to Use This Table
The table below provides a starting framework for matching load weight to container grade. For each weight band and grade family, it indicates the typical application fit, the conditions that should trigger escalation to formal testing, and the type of evidence to request from suppliers.
These are decision starting points, not performance guarantees. Final selection should be validated against actual stacking height, humidity exposure, handling impacts, and product geometry before committing to production volumes.
| Double-Wall | Triple-Wall | Laminated | |
| < 500 lb (< 225 kg) | Typical fit: Most moderate industrial loads with uniform weight distribution. | Typical fit: Rarely needed at this weight unless products are sharp, abrasive, or transit is severe. | Typical fit: Specific cases where puncture from sharp contents is the primary threat. |
| Escalate when: Point loads are concentrated on small areas, transit exceeds 14 days with humidity exposure, or stacking exceeds 3 pallets high. | Escalate when: Unusual at this weight—consider only if double-wall fails pilot testing or product geometry creates extreme point loads. | Escalate when: Testing shows abrasion wear-through on double-wall samples after simulated transit. | |
| Evidence: ECT per ISO 3037, box compression per ASTM D642, conditioning protocol. | Evidence: Same as double-wall plus puncture resistance documentation. | Evidence: Flat crush, puncture resistance, abrasion testing documentation. | |
| 500–1,000 lb (225–450 kg) | Typical fit: Suitable for loads with smooth, uniform surfaces and controlled handling. Approaching the upper practical limit of double-wall for many applications. | Typical fit: Preferred starting point for most loads in this band, especially with mixed geometries, rough handling, or extended transit. | Typical fit: Where dense, sharp products (castings, machined parts) dominate and puncture is the leading failure risk. |
| Escalate when: Product has sharp edges, transit includes ocean shipping, or stacking strength requirements exceed 3,000 lb bottom-box load (combined weight of stack). | Escalate when: Loads approach 1,000 lb with irregular geometry; consider wood-corrugated hybrid or crating. | Escalate when: Gross weight approaches the upper band with abrasive or sharp contents; evaluate crating alternatives. | |
| Evidence: ECT, box compression, drop test results per ISTA, moisture conditioning data. | Evidence: Full test suite including vibration and compression under humidity-conditioned samples. | Evidence: Puncture and flat crush under conditioned and unconditioned samples for comparison. | |
| > 1,000 lb (> 450 kg) | Typical fit: Standard for Bulk/Gaylord applications. High-performance triple-wall (e.g., 1,100 puncture grade) routinely secures 2,000+ lb (≈900 kg) bulk loads.[^2] For discrete parts, often used with rigid reinforcement. | Typical fit: Viable for palletized bulk loads with uniform weight distribution and controlled handling (e.g., warehouse-to-warehouse). | Typical fit: Specific applications where the laminated structure addresses both puncture and compression in a combined system. |
| Escalate when: Most applications at this weight exceed double-wall capability; default to triple-wall or hybrid solutions. | Escalate when: Handling includes crane lifts, outdoor storage, or transit exceeding 21 days in variable climates. | Escalate when: Any condition suggesting the load needs rigid crating rather than a fibreboard-based solution. | |
| Evidence: Not typically the primary container; if used, require full ISTA distribution testing. | Evidence: Comprehensive suite: ECT, box compression, ISTA transit simulation, humidity-conditioned results, stacking creep data. | Evidence: Full comparative testing against triple-wall and crating alternatives under realistic conditions. |
Failure Mode → Evidence Legend
| Failure Mode | Key Evidence to Request |
| Compression / stacking collapse | ECT (ISO 3037 or TAPPI T 811), box compression (ASTM D642), stacking creep data |
| Puncture / penetration | Burst strength, puncture resistance testing, product geometry documentation |
| Moisture degradation | Cobb value testing, conditioned vs. unconditioned compression comparison, transit climate data |
Tipping Points Between Grades
The boundaries in this table are zones, not hard lines. A 480 lb (≈218 kg) load of smooth steel plate and a 480 lb load of irregular cast iron fittings belong in different columns despite identical weight. Tipping points typically involve combinations: weight approaching the upper boundary plus sharp product geometry, or moderate weight plus extended ocean transit with humidity exposure. When two or more escalation triggers apply simultaneously, move up one grade family and validate through testing.
Two Illustrative Walkthroughs
Example A — Dense metal stampings, 350 lb (≈160 kg) per pallet: Weight falls in the lowest band, but the parts have stamped edges creating concentrated point loads. Double-wall is the starting point, but the sharp-edge factor triggers an escalation check. A pilot shipment with internal dividers should be tested; if post-transit inspection reveals wall scoring or partial punctures, laminated or triple-wall may be warranted.
Example B — Bulky automotive assemblies, 750 lb (≈340 kg) per pallet: Weight sits in the middle band; parts are large, irregularly shaped, and shipped via ocean freight averaging 18 days. Triple-wall is the natural starting point. Evidence requests should include ECT under humidity-conditioned samples, box compression data, and ISTA transit simulation results.
These scenarios demonstrate how environmental and geometric variables override static weight charts.
Sourcing and Specification Checklist
Once a grade family is identified, the next step is translating that choice into a specification suppliers can quote against consistently. For a comprehensive approach, see a resilient sourcing framework that moves teams beyond unit price debates.
Minimum Spec Pack Inputs
Every RFQ for heavy-duty packaging should document: internal dimensions (length × width × height), gross weight per container, product description including surface characteristics, stacking requirements (pallets high and duration), environmental conditions during storage and transit, and the applicable Incoterm and shipping route. Without these inputs, suppliers interpret the requirement differently and quotes become incomparable. For more on writing enforceable specs, see how to define and enforce corrugated box specs with a repeatable blueprint.
Evidence to Request from Suppliers
Before awarding business, request a documentation pack including: Certificates of Analysis (COAs) referencing named test methods and recent dates, ECT and box compression results with conditioning protocol specified, relevant certifications (ISO, FSC) with scope confirmed, and production sample availability for pilot testing. Verified corrugated box manufacturers who provide this evidence readily generally have the process control to deliver consistently. For a structured evaluation approach, see how to vet corrugated box suppliers for technical competence before formal sourcing.
Receiving Inspection Quick Checks
When heavy-duty containers arrive, a brief inspection before signing the bill of lading preserves claim leverage. Receiving checks do not replace qualification, but they reduce “silent acceptance” of drift—the gradual erosion of quality that goes unnoticed when paperwork gets signed without verification.
Check external conditions (no crushing, moisture staining, or tape failure), verify dimensions match the spec, confirm labelling matches the purchase order, and where possible test a sample for moisture content. A container that looks intact but has absorbed moisture may fail under stacking loads within days. For a complete protocol, see a practical dock protocol to verify corrugated quality before it hits production.
Frequently Unasked Questions
Is Higher ECT Always Safer?
Not necessarily. ECT measures resistance to edge compression, which predicts stacking performance. But if the primary threat is puncture from sharp contents, a box with excellent ECT and poor burst strength will still fail. The right question is not “what is the highest ECT available?” but “which combination of properties matches the failure modes this shipment actually faces?” When shock during handling is the dominant risk, see how to specify g-force protection when shock risk is the real failure driver.
When Does Moisture Control Matter More Than Board Grade?
On any route that crosses climate zones or involves ocean transit, moisture management can matter as much as the board grade itself. A triple-wall container stored in a humid port warehouse for two weeks may perform worse than a properly conditioned double-wall container shipped through a controlled supply chain. When specifying for moisture-prone routes, ask suppliers for compression results on both conditioned and unconditioned samples—the gap between the two numbers reveals how sensitive the board is to real-world conditions.
Can Inserts Replace Heavier Boards?
Strategic use of internal components—dividers, die-cut cushioning, and edge protectors—can redistribute vertical loads. However, inserts add complexity to packing operations and introduce another variable to control. For high-volume, repeatable shipments, investing in insert tooling may be worthwhile; for low-volume or variable loads, a stronger container grade is often simpler.
Next Steps: From Understanding to Confident Procurement
Pilot Before Committing
The Grade Selector table and the Shield Framework provide a starting point—not a final answer. Before committing to production volumes, run a pilot shipment through the actual supply chain. Define acceptance criteria in advance: no visible wall damage, no product movement beyond a specified threshold, moisture content within range at arrival. Document results with photographs and measurements. A single well-documented pilot can prevent months of recurring failures.
Align Procurement and Engineering
Heavy-duty packaging decisions touch both commercial and technical functions. Procurement manages cost and supplier relationships; engineering owns the performance specification. When these teams work from different assumptions, quotes cannot be compared and specifications do not reflect real conditions. Before issuing any RFQ, hold a brief alignment session to agree on the spec, test methods, and acceptance criteria. For a ready-made framework, see a shared checklist to align procurement and engineering on corrugated box requirements.
For comprehensive guidance on corrugated box sourcing, specification development, and supplier qualification, explore additional resources at PaperIndex Academy.
A Quick Glossary
The terminology around corrugated box packaging can create unnecessary confusion. Here are the terms that matter most for heavy-duty specification.
Flute refers to the wave-shaped layer of paper (the corrugating medium) sandwiched between flat liners. Different flute profiles (A, B, C, E, and combinations) vary in height and spacing, affecting cushioning, crush resistance, and board thickness.
Wall describes how many flute layers a container has. Single-wall has one flute layer; double-wall has two; triple-wall has three. More walls generally mean greater strength and rigidity.
ECT (Edge Crush Test) measures the force per unit length a section of corrugated board can withstand before its edges buckle. It is the primary predictor of stacking performance and is tested according to standards such as ISO 3037 and TAPPI/ANSI T 811.
Burst strength measures the pressure needed to rupture the face of the board. Important for loads with sharp or protruding contents, but it does not predict stacking performance.
Compression strength (box level) is the maximum load a finished container can bear before collapsing, measured on the completed box using test methods such as ASTM D642. It accounts for box dimensions, flap design, and overall construction.
Conditioning refers to exposing test samples to defined temperature and humidity conditions before testing. Results generated without stated conditioning protocols cannot be reliably compared, because paper-based materials behave differently at different moisture levels. Any meaningful test evidence must specify how samples were prepared.
Disclaimer:
This article is for informational purposes only and does not replace professional engineering, legal, or compliance advice.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.