
📌 Key Takeaways
Subjective packaging requirements like “robust” or “strong” create incomparable quotes because suppliers interpret protection differently, making contract enforcement impossible when damage occurs.
- Enforceable Specs Need Three Elements: A measurable G-force target, a defined test method representing real distribution conditions, and clear pass/fail criteria documented before mass production begins.
- Context Makes G-Limits Meaningful: Peak acceleration limits only become auditable when you specify measurement location, test conditions, instrumentation type, and sampling rate in the RFQ.
- Pre-Production Qualification Prevents Costly Discovery: Requiring suppliers to submit passing test results before production authorization stops the most common failure mode—finding inadequate protection after thousands of units have shipped.
- Close the “Tested One, Shipped Another” Gap: Configuration traceability and change control language prevent suppliers from qualifying with premium materials then substituting cheaper alternatives for production runs.
Measurable performance clauses transform packaging disputes from negotiations into verifications.
Procurement managers and packaging engineers sourcing corrugated boxes will gain enforceable RFQ language here, preparing them for the copy-paste clause template that follows.
The RFQ went out three weeks ago. Five suppliers responded. Five quotes that look nothing alike.
How are we supposed to compare these?
The specifications section read “robust packaging required.” Reasonable language, it seemed. But “robust” means something different to each supplier—and when a product arrives damaged, none of those interpretations can be audited, enforced, or defended in a dispute.
This guide replaces subjective language with measurable performance requirements—an approach that aligns with systematic frameworks for corrugated box sourcing. By the end, you will have a copy-ready clause defining exactly what protection means, how suppliers must prove they have achieved it, and what happens when they have not. The goal is comparability: every supplier response measured against identical, enforceable criteria.
In RFQ terms, G-force protection is a limit on the peak acceleration transmitted to the product during a shock event, plus the test method, pack configuration, measurement approach, and pass/fail reporting needed to prove compliance.
Why “Strong Packaging” Is Not Enforceable in a Contract
Language like “adequate protection,” “suitable for transit,” or “robust design” appears in procurement documents constantly. It feels specific. It is not.
Here is the test: if a shipment arrives damaged, can you point to a contractual line item the supplier failed to meet? With subjective language, the answer is almost always no. The supplier argues their packaging was robust—just not robust enough for whatever happened. You argue otherwise. Neither party has a number to reference, and the dispute becomes a negotiation rather than a verification.
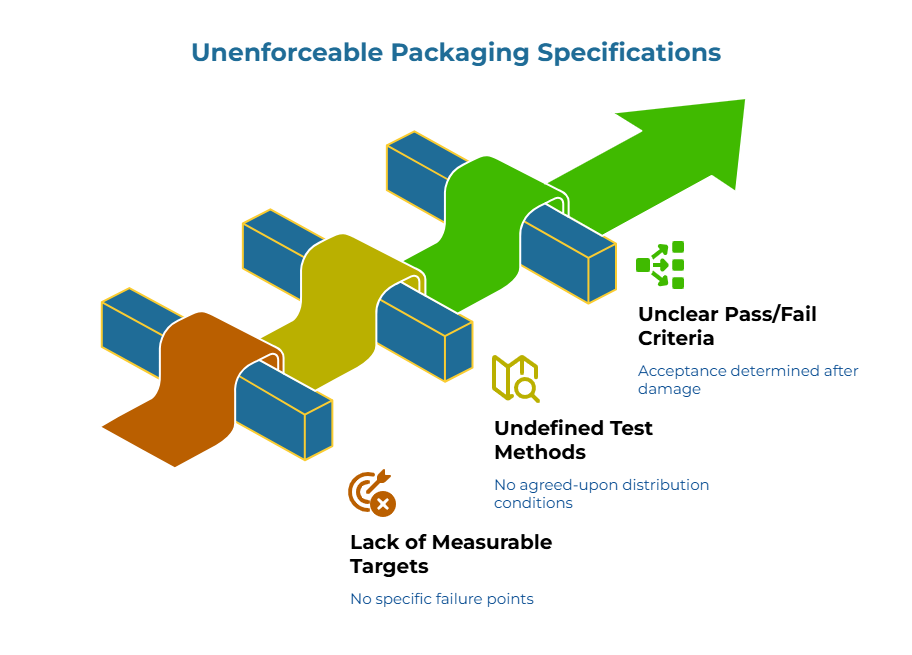
Enforceable specifications require three elements that subjective language lacks—the same precision needed when specifying corrugated box requirements to prevent cost-quality failures. First, a measurable target tied to how products actually fail during transit—typically shock or impact for fragile goods. Second, a defined test method that both parties agree represents realistic distribution conditions. Third, clear pass/fail criteria that determine acceptance before mass production begins, not after damage occurs.
Without these elements, you are comparing supplier promises instead of supplier performance. This approach aligns with standard engineering verification protocols: specification discipline enables comparability across suppliers.
What “G-Force Protection” Actually Means
When a package hits the ground, the product inside experiences rapid deceleration. That deceleration is measured in G—multiples of gravitational acceleration. A drop onto a hard surface can transmit significant shock to an unprotected product, with the exact value depending on drop height, package weight, surface hardness, and landing orientation.
The protection your packaging provides is the difference between the shock the outer package receives and the shock transmitted to the product inside. Cushioning materials absorb energy and extend the deceleration time; the better the design, the lower the transmitted G at the product. This cushioning behavior is often described through a cushion curve that maps transmitted shock against static loading for various drop heights—similar to how cushioning system design requires strategy-before-materials thinking for electronics protection.
Every product has a fragility threshold—the maximum G it can survive without functional damage. This threshold varies widely. Some products tolerate high shock levels; precision instruments may fail at much lower values. Your packaging system’s job is keeping transmitted shock below that threshold across all realistic drop scenarios your distribution channel presents.
Three variables make a G-limit specification meaningful:
Measurement location. Peak G recorded at the product mounting point, not at the outer box surface. The accelerometer placement determines what you are actually measuring.
Test conditions. Drop height, orientation sequence, surface hardness, and environmental conditioning before testing. The same packaging can produce different results under different test protocols.
Instrumentation. Accelerometer type, sampling rate, and calibration status. Inadequate sampling rates can miss true peak values.
A “50 G limit” without these contextual details is as vague as “strong packaging.” The number becomes enforceable only when the test context is fully defined.
How to Set a Target G-Limit Without Guessing
Start with product fragility data. The product manufacturer or your engineering team should have qualification limits from design validation testing. If this data does not exist, you will need to establish a working threshold through accelerated testing or conservative estimation based on similar product categories.
If there is no documented fragility limit, treat the RFQ as a two-step process: suppliers propose a design and qualification plan first, and the final G-limit is confirmed through testing rather than assumed upfront.
Next, map your distribution channel to a realistic test regime. Parcel networks, LTL freight, and palletized ocean shipments present different hazard profiles. The ISTA test procedures offer protocols matched to various shipping environments. Research on common carrier shipping environments, including assessments of shock and vibration hazards in parcel distribution, can help you select appropriate test severity levels.
Your acceptance criterion then becomes: peak G at the product measurement location must not exceed your fragility threshold (with an appropriate safety margin) under the defined test protocol.
| Weak Specification | Strong Specification |
| “Packaging must protect product during shipping” | “Peak acceleration at product mounting point shall not exceed [TARGET] G when tested per [STANDARD], including drops from [HEIGHT] onto all faces, edges, and corners” |
| “Cushioning must be adequate” | “Cushioning shall attenuate shock below [TARGET] G across the product weight range, with cushion curve data provided” |
| “Supplier shall ensure no damage” | “Supplier shall provide pre-production qualification test report showing pass criteria met; mass production authorized only after written approval” |
What to Specify in the RFQ: The Minimum Technical Fields
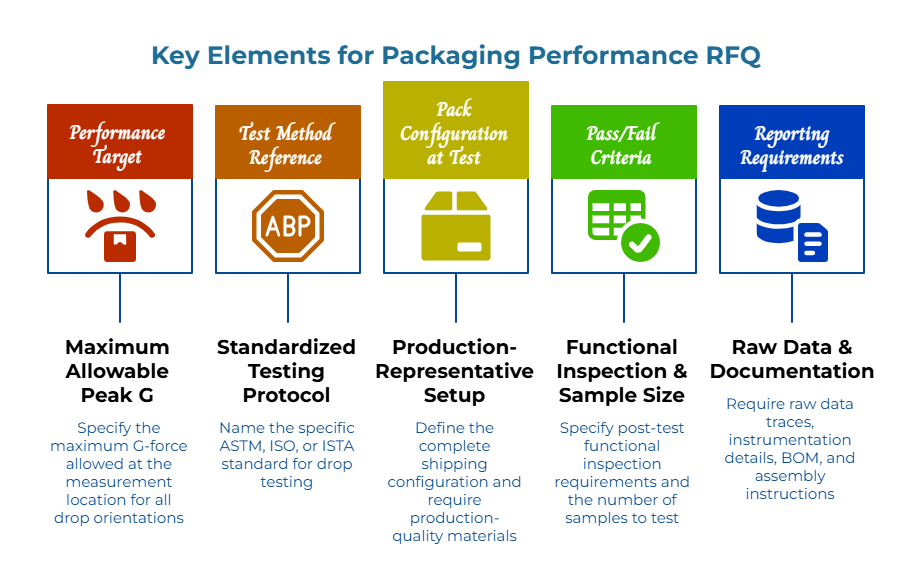
Your RFQ’s packaging performance section needs specific elements to produce comparable, auditable supplier responses.
Performance target. State the maximum allowable peak G at the defined measurement location. Specify that this limit applies to all drop orientations in the test protocol, not just the most favorable.
Test method reference. Name the standard — ASTM D5276 (Free Fall Drop), ISO 2248 (Vertical Impact), or specific ISTA Series procedures (e.g., ISTA 3A for Parcel). Note that while ISO 2248 defines the drop method, ISO 4180 is often preferred for defining the complete test schedule. Document any deviations from the standard protocol. Include conditioning requirements: temperature, humidity, and dwell time before testing.
Pack configuration at test. Define the complete shipping configuration: retail pack plus shipper plus inserts plus void fill plus closures. Require that test samples use production-representative materials and assembly methods, not hand-built prototypes with premium materials.
Pass/fail criteria. Beyond the G-limit, specify any functional inspection requirements post-test. Define sample size—typically three to five units depending on the protocol.
Reporting requirements. Require raw data traces showing peak values per drop event, not summary statistics. Require instrumentation details including sensor model, calibration certificate, and sampling rate. Require BOM documentation and assembly work instructions for the tested configuration.
This structure aligns with the shared checklist for corrugated box RFQs that keeps procurement and engineering aligned before quotes go out.
The Performance Clause: Making the Spec Legally Enforceable
A performance requirement becomes enforceable when it includes an approval gate, defined failure modes, and remedies. Without these elements, even a well-written specification lacks contractual teeth.
Pre-production qualification. Require that suppliers submit passing test results before mass production authorization. No approved qualification report means no production release. This single gate prevents the most common failure mode: discovering inadequate protection after thousands of units have shipped.
Failure definition. Specify what constitutes failure: any drop event exceeding target G at the measurement location, product functional damage per the agreed inspection method, or packaging structural failure such as collapse or cushion bottoming.
Remedies. State that suppliers redesign at their own cost and repeat qualification testing until passing. Retain the right to source elsewhere if qualification cannot be achieved within an agreed timeline.
Change control. After approval, suppliers cannot change materials, geometry, assembly process, or component suppliers without written buyer approval. Material changes that could affect performance require re-qualification testing.
This clause structure integrates with the broader approach described in the total protection strategy for building protection requirements into sourcing contracts.
How to Evaluate a Supplier’s Drop Test Report
When a supplier submits qualification test results, verify these fields before accepting the report as evidence of compliance.
Test identification. Confirm the report includes date, location, test laboratory, and operator identification. Verify the referenced test standard matches the RFQ requirement.
Instrumentation details. Check that the accelerometer model and placement are documented with photos or diagrams. Confirm calibration certificate is current. Verified sampling rate is adequate for the specific cushioning material used. While 10 kHz is standard for rigid fragility testing, a rate of 2 kHz to 5 kHz is often sufficient for softer, longer-duration cushioned impacts, provided it meets the Nyquist criterion (typically 10x the pulse frequency). Critical verification lies in confirming the rate captures the true signal peak without aliasing, as per ASTM D3332 or ISO 12005 guidelines.
Test conditions. Verify that drop heights, orientations, and sequence match the protocol. Confirm conditioning parameters—temperature, humidity, dwell time—match your specification. Check that drop surface hardness is documented.
Results presentation. Look for raw data traces, not just summary tables. Peak G values should be reported per event, not averaged across drops. The report should include a clear pass/fail statement referencing your target threshold.
Configuration verification. Compare the BOM for tested packaging against the quoted packaging BOM. They must match. Assembly work instructions should be included. Photos of test samples before and after testing provide additional verification.
A report missing any of these fields is incomplete. Request the missing data before approving qualification.
Common Loopholes and How to Close Them
Most failures come from ‘tested one thing, shipped another’—a supplier verification gap that systematic quality acceptance criteria and evidence packs can prevent. Close these gaps by requiring data-backed peak metrics, configuration traceability, and explicit change control.
Vague “pass” claims without traceable data. Some suppliers provide a certificate stating “passed ISTA testing” without raw data, peak values, or instrumentation details. This cannot be verified or audited. Close this loophole by requiring raw data traces and peak values per event as a condition of report acceptance.
Reporting average acceleration instead of peak. Suppliers may report the average of peak values across multiple drops to smooth out failing results. For example, a supplier might report an ‘average peak shock of 35 G’ calculated from five drops, hiding the fact that one specific drop hit 45 G and damaged the product. Close this by specifying that the acceptance criterion applies to the maximum peak acceleration recorded in any single drop event, prohibiting the use of averages to mask outliers.
Testing a different configuration than quoted. A supplier qualifies packaging with premium cushioning materials, then quotes standard materials for production. The test report is genuine; it simply does not represent what you are purchasing. Close this by requiring BOM documentation in the test report and matching it against the quoted BOM before approval.
Changing materials after qualification. A supplier passes qualification, receives approval, then substitutes lower-cost materials for production runs. Close this with change control language requiring written approval and re-qualification for any material, geometry, or process changes affecting performance.
Copy-Paste RFQ Clause Template
Insert this clause as an exhibit or appendix to your RFQ. Replace bracketed placeholders with requirements appropriate to your product and distribution channel.
RFQ Exhibit — G-Force Protection Performance Requirement
1) Performance Target
Supplier shall design and supply the complete packaging system such that peak acceleration transmitted to the product does not exceed [TARGET_PEAK_G] at the defined measurement location(s) [MEASUREMENT_LOCATION], when tested under the qualification regime in Section 2.
2) Qualification Test Regime (Pre-Production Approval)
- Test standard: [TEST_STANDARD] (e.g., ISTA 3A / ASTM D5276 / ISO 2248), including deviations: [DEVIATIONS]
- Test sample: [N] complete, production-representative packaged units
- Pack configuration: [PACK_CONFIGURATION] (shipper + inserts + void fill + closures + retail pack)
- Conditioning: [TEMPERATURE/HUMIDITY] with dwell time [DWELL]
- Drops/orientations: [DROP_HEIGHTS] and [ORIENTATIONS], total drops per sample: [DROPS_PER_SAMPLE]
- Instrumentation: [SENSOR_TYPE], sampling rate [RATE], calibration evidence required
3) Measurement and Reporting
Supplier shall provide a test report including: date, location, operator, and equipment; instrumentation details with placement documentation; raw data traces and peak values for each event; pass/fail statement tied to [TARGET_PEAK_G]; BOM and assembly work instructions for the tested configuration.
4) Acceptance and Remedies
Failure includes any event exceeding [TARGET_PEAK_G] at the measurement location(s), or product functional damage per [INSPECTION_METHOD]. If failed, Supplier shall redesign at Supplier cost and repeat qualification testing until passing.
5) Change Control
After approval, Supplier shall not change materials, geometry, or assembly process affecting performance without written approval and, if required, re-qualification testing.
FAQ
Is there a single “safe G” number for all products?
No. Fragility varies by product and failure mode—much like how ECT requirements vary based on stacking conditions and electronics packaging needs.. Any numeric threshold should come from product guidance or qualification results and must be tied to a specific test method and configuration.
What if a supplier can’t provide raw accelerometer traces?
At minimum, require peak values per event and enough documentation to validate instrumentation, configuration, and pass/fail logic. Raw traces are preferred but alternatives may be acceptable if they are defined upfront and auditable.
Next Actions
This clause standardizes your corrugated box sourcing RFQs so every supplier response is measured against identical enforceable criteria.
Align internal teams first. Share this clause with procurement and engineering before issuing the RFQ. Agreement on the G-limit, test method, and acceptance criteria prevents rework after quotes arrive.
Request evidence packs from shortlisted suppliers. Ask for their proposed test plan, cushion curve data if available, and any prior qualification reports for similar products. This filters suppliers who cannot demonstrate capability before you invest time in detailed evaluation.
Issue the RFQ with the clause attached. When responses return, compare them against identical criteria. The supplier offering the lowest unit price with no qualification plan is not actually comparable to the supplier offering a higher price with documented test capability.
Ready to issue an RFQ with measurable specifications? Submit an RFQ and receive quotes from suppliers who can respond to your specific requirements, or browse the corrugated box suppliers directory to build your shortlist.
Disclaimer:
This content is for educational guidance only.
Our Editorial Process:
Our expert team uses AI tools to help organize and structure our initial drafts. Every piece is then extensively rewritten, fact-checked, and enriched with first-hand insights and experiences by expert humans on our Insights Team to ensure accuracy and clarity.
About the PaperIndex Insights Team:
The PaperIndex Insights Team is our dedicated engine for synthesizing complex topics into clear, helpful guides. While our content is thoroughly reviewed for clarity and accuracy, it is for informational purposes and should not replace professional advice.